También podría gustarte
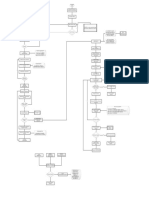
- Diagrama de Flujo CIPDocumento1 páginaDiagrama de Flujo CIPCarlos Espinoza Azogue100% (1)
- Reglamento de Inspeccion y Certificacion Sanitaria de La Leche y Product LacteosDocumento22 páginasReglamento de Inspeccion y Certificacion Sanitaria de La Leche y Product LacteosJessik de la VegaAún no hay calificaciones
- Cómo Redactar Un Documento de Posición OficialDocumento5 páginasCómo Redactar Un Documento de Posición OficialCarlos Espinoza AzogueAún no hay calificaciones
- Perfil de Proyecto de Grado Metodologia de La Investigacion Carrito de LecheDocumento11 páginasPerfil de Proyecto de Grado Metodologia de La Investigacion Carrito de LecheCarlos Espinoza AzogueAún no hay calificaciones
- Balance de Masa Te NegroDocumento2 páginasBalance de Masa Te NegroCarlos Espinoza AzogueAún no hay calificaciones
- Equipamiento Planta de LacteosDocumento33 páginasEquipamiento Planta de LacteosCarlos Espinoza Azogue100% (1)
- Requisitos para Pequeñas Plantas de Tratamiento de Filtros Aireados SumergidosDocumento5 páginasRequisitos para Pequeñas Plantas de Tratamiento de Filtros Aireados SumergidosCarlos Espinoza AzogueAún no hay calificaciones
- Nº3 PP Plantilla Proyeco Personal de VidaDocumento5 páginasNº3 PP Plantilla Proyeco Personal de VidaCarlos Espinoza AzogueAún no hay calificaciones
- 1.catálogo Wolverine Marzo 2021Documento22 páginas1.catálogo Wolverine Marzo 2021rommel tapia aguilarAún no hay calificaciones
- Plantilla - Delimitación - FINAL Avance Del TFM 3-3 MODIFICADODocumento56 páginasPlantilla - Delimitación - FINAL Avance Del TFM 3-3 MODIFICADOCarlos Espinoza AzogueAún no hay calificaciones
- Mitos MaritalesDocumento12 páginasMitos MaritalesCarlos Espinoza AzogueAún no hay calificaciones
- Proceso Q-Max™ para Producción de Cumeno PDFDocumento12 páginasProceso Q-Max™ para Producción de Cumeno PDFCarlos Espinoza AzogueAún no hay calificaciones
- El Daño Psíquico en Las Víctimas de Agresión SexualDocumento8 páginasEl Daño Psíquico en Las Víctimas de Agresión SexualPatrícia EstevesAún no hay calificaciones
- Cpa 1998 T063Documento69 páginasCpa 1998 T063Carlos Espinoza AzogueAún no hay calificaciones
- Factor de Potencia RefineriaDocumento15 páginasFactor de Potencia RefineriaCarlos Espinoza AzogueAún no hay calificaciones
- Balance Materia Queso FrescoDocumento5 páginasBalance Materia Queso FrescoCarlos Espinoza Azogue50% (2)
- Proyecto de Una Instalacion de RefrigeracionDocumento5 páginasProyecto de Una Instalacion de RefrigeracionCarlos Espinoza AzogueAún no hay calificaciones
- Diseño y Construcción de Una Cámara FrigoríficaDocumento148 páginasDiseño y Construcción de Una Cámara Frigoríficamiltonselva85% (13)
- Memoria Calculo BancosDocumento13 páginasMemoria Calculo BancosCarlos Espinoza AzogueAún no hay calificaciones
- Riesgos en OficinaDocumento15 páginasRiesgos en OficinaCarlos Espinoza AzogueAún no hay calificaciones
- Fives Cail Cristalizador-Recalentador Es 16 05Documento2 páginasFives Cail Cristalizador-Recalentador Es 16 05D Marcos SandovalAún no hay calificaciones
- Transporte Por RodillosDocumento17 páginasTransporte Por RodillosTomas AlvaAún no hay calificaciones
- Mantenimiento Eléctrico RefineríaDocumento76 páginasMantenimiento Eléctrico RefineríaCarlos Espinoza Azogue100% (1)
- Proyecto Tecnico Horno Crematorio PDFDocumento222 páginasProyecto Tecnico Horno Crematorio PDFCarlos Espinoza Azogue100% (3)
- Pasteurizacion HTST de LacteosDocumento4 páginasPasteurizacion HTST de LacteosCarlos Espinoza AzogueAún no hay calificaciones
- Elementos de MaíquinasDocumento45 páginasElementos de MaíquinasCarlos Espinoza AzogueAún no hay calificaciones
- Proteccion de Motores v3 TrifasicosDocumento25 páginasProteccion de Motores v3 Trifasicosjack6369100% (3)
- Uniones SoldadasDocumento28 páginasUniones Soldadasthordeasgard100% (5)
- Proceso Extracción Mina SubterráneaDocumento29 páginasProceso Extracción Mina SubterráneaMartin HerreraAún no hay calificaciones
- Inter RegenerativosDocumento14 páginasInter RegenerativosWagner RamirezAún no hay calificaciones
- El Nylon Es Un Polímero Sintético Que Pertenece Al Grupo de Las PoliamidasDocumento13 páginasEl Nylon Es Un Polímero Sintético Que Pertenece Al Grupo de Las PoliamidasLuis Alberto LuévanoAún no hay calificaciones
- Laboratorio AlcoholesDocumento2 páginasLaboratorio AlcoholesyategarciaAún no hay calificaciones
- Cartilla de A ReciclajeDocumento6 páginasCartilla de A Reciclajelois1978Aún no hay calificaciones
- Informe de Fisicoquimica 2Documento18 páginasInforme de Fisicoquimica 2Ruth Andromeda Lazarte MontesinosAún no hay calificaciones
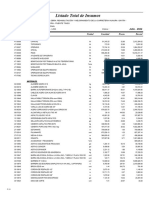
- Listado de InsumosDocumento5 páginasListado de Insumosrosariv.2050Aún no hay calificaciones
- Bases Del Aprovechamiento de Residuos SolidosDocumento209 páginasBases Del Aprovechamiento de Residuos SolidosmarivelAún no hay calificaciones
- Taller Examen IDS BdMyEDocumento15 páginasTaller Examen IDS BdMyEIvan SanchezAún no hay calificaciones
- Procesos de Soldadura Por FusiónDocumento52 páginasProcesos de Soldadura Por FusiónsonomyAún no hay calificaciones
- Tinta Penetrante SKL SP1 Penetrant (Limpiador) FDSDocumento4 páginasTinta Penetrante SKL SP1 Penetrant (Limpiador) FDSjorge sanchezAún no hay calificaciones
- Tuberías AleteadasDocumento21 páginasTuberías AleteadasCristian MosqueraAún no hay calificaciones
- Asfaltos - AdherenciaDocumento21 páginasAsfaltos - AdherenciarubendinoAún no hay calificaciones
- Condiciones Generales para La Instalación Eléctrica. - : Especificaciones Tecnicas. - Diseño ElectricoDocumento28 páginasCondiciones Generales para La Instalación Eléctrica. - : Especificaciones Tecnicas. - Diseño Electrico高翔Aún no hay calificaciones
- s36 - 2° Mate - Operaciones Son DecimalesDocumento2 páginass36 - 2° Mate - Operaciones Son DecimalesedgarAún no hay calificaciones
- Practica 2Documento4 páginasPractica 2Ricardo BautistaAún no hay calificaciones
- Formado Por ExplosiónDocumento13 páginasFormado Por ExplosiónRafa Maldonado0% (1)
- Buenas Practicas en MetalmecanicaDocumento12 páginasBuenas Practicas en MetalmecanicaRuben Cruz S100% (1)
- Análisis Del Ciclo de Vida HdpeDocumento6 páginasAnálisis Del Ciclo de Vida HdpeEduardo CtxAún no hay calificaciones
- Taller Nomenclatura OKDocumento2 páginasTaller Nomenclatura OKYuliana Losada TorresAún no hay calificaciones
- Mapa Mental Tipos de ExtracciónDocumento3 páginasMapa Mental Tipos de ExtracciónBrenda BotelloAún no hay calificaciones
- SeriematerialesDocumento4 páginasSeriematerialesJessica TéllezAún no hay calificaciones
- Fullerenos y Quantum DotDocumento20 páginasFullerenos y Quantum DotSofia Zapata AriasAún no hay calificaciones
- MC Zapata AisladaDocumento7 páginasMC Zapata AisladaUlises Galicia GarcíaAún no hay calificaciones
- Fuerza Máxima de Fractura Del Gel FormadoDocumento1 páginaFuerza Máxima de Fractura Del Gel FormadoJosueEliasHillargdAún no hay calificaciones
- Complejo BasalDocumento2 páginasComplejo Basalronaldo cesar condori coylaAún no hay calificaciones
- Analisis de Flujo de GasDocumento16 páginasAnalisis de Flujo de GasLuis AlbinoAún no hay calificaciones
- Ejercicios Química Matéria-EnergíaDocumento2 páginasEjercicios Química Matéria-EnergíaJose Eduardo AlvaradoAún no hay calificaciones
- Tarea de Drenajes Con TuberiaDocumento5 páginasTarea de Drenajes Con TuberiaVíctor CórdobaAún no hay calificaciones
- Laboratorio N - 9 Procesados III Cuerpo Acabado AntipillingDocumento8 páginasLaboratorio N - 9 Procesados III Cuerpo Acabado AntipillingRafael CuicapuzaAún no hay calificaciones