
Manual Tecnico Del Epoxi PDF
Manual Tecnico Del Epoxi PDF
También podría gustarte
- Manual Quemador LamborghiniDocumento14 páginasManual Quemador LamborghiniDanielAún no hay calificaciones
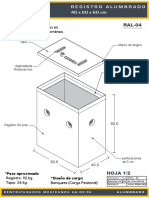
- 35 Alumbrado 40x60x60 EspDocumento2 páginas35 Alumbrado 40x60x60 EspLuis GalvanAún no hay calificaciones
- Lagoon ViewDocumento14 páginasLagoon ViewJair brayan Ventura leivaAún no hay calificaciones
- Leviton ReceptáculosDocumento28 páginasLeviton ReceptáculosCristian Campos Hdez0% (1)
- 05 Acero Soldable Cifunsa CatalogoDocumento4 páginas05 Acero Soldable Cifunsa CatalogojavierAún no hay calificaciones
- Pintado de vehículos por difuminado. TMVL0509De EverandPintado de vehículos por difuminado. TMVL0509Calificación: 5 de 5 estrellas5/5 (1)
- Trabajo Los InvertebradosDocumento17 páginasTrabajo Los InvertebradosWarner JulioAún no hay calificaciones
- Manual Planta Tratamiento de Aguas Servidas 6000 LtsDocumento4 páginasManual Planta Tratamiento de Aguas Servidas 6000 LtsJuan Rodolfo Alarcon ÑancupanAún no hay calificaciones
- Examen Final 2021-II-B Isidro Ollero AlexanderDocumento8 páginasExamen Final 2021-II-B Isidro Ollero AlexanderALEXANDER EMANUEL ISIDRO OLLEROAún no hay calificaciones
- Reparacion de Chaqueta Externa Cables en Baja Tensión 3MDocumento4 páginasReparacion de Chaqueta Externa Cables en Baja Tensión 3MMarcelo Hinojosa TorricoAún no hay calificaciones
- Purificador Osmosis ManualDocumento19 páginasPurificador Osmosis ManualNAPSAún no hay calificaciones
- Manual Del CondensadorDocumento8 páginasManual Del CondensadorCaro MendozaAún no hay calificaciones
- Inst. FV 20Kw Conexion RDDocumento149 páginasInst. FV 20Kw Conexion RDManuel TorijaAún no hay calificaciones
- Carrusel GiratorioDocumento5 páginasCarrusel GiratorioJhovanni BMAún no hay calificaciones
- Acople de Salida Victaulic Estilo 72Documento5 páginasAcople de Salida Victaulic Estilo 72sakura_jAún no hay calificaciones
- Anatomia Mmss-BrazoDocumento68 páginasAnatomia Mmss-BrazoJuan Carlos MisleAún no hay calificaciones
- Proyecto Eco Ciudad NavarroDocumento21 páginasProyecto Eco Ciudad NavarroNILSON ANDRES CHARA CANDELAAún no hay calificaciones
- CD4 97Documento16 páginasCD4 97ru_losAún no hay calificaciones
- Bomba Multietapa Krubber - DL SeriesDocumento14 páginasBomba Multietapa Krubber - DL Seriesfranciscoerazo30-1100% (1)
- Asadores y CasetaDocumento1 páginaAsadores y CasetaJocelyn ÑezibaAún no hay calificaciones
- Diagrama IntercomunicadorDocumento2 páginasDiagrama Intercomunicadorandy_flores100% (2)
- Tornillo de ArquimedesDocumento14 páginasTornillo de ArquimedescarlosbarreAún no hay calificaciones
- Catalogo Ferromedica 2021 en Acero InoxidableDocumento50 páginasCatalogo Ferromedica 2021 en Acero InoxidableJuan Carlos OñaAún no hay calificaciones
- Igma - Group Catalogo - 2020Documento20 páginasIgma - Group Catalogo - 2020César Rodrigo Puentes ArriagadaAún no hay calificaciones
- Reglamento de Seguridad Industrial 42 DS CalderasDocumento20 páginasReglamento de Seguridad Industrial 42 DS CalderasharoldAún no hay calificaciones
- Morter Plas SDocumento2 páginasMorter Plas SDaniela Estefania Ulloa VasquezAún no hay calificaciones
- Lectura de DiodosDocumento32 páginasLectura de DiodosJhoel TorricoAún no hay calificaciones
- FT - Pica Epoxi PoliamidaDocumento2 páginasFT - Pica Epoxi PoliamidaChelino BalleraAún no hay calificaciones
- Poliester CationicoDocumento2 páginasPoliester CationicoJoseph Liev Barraza Diaz100% (1)
- Manual Ecomatic AUTEL ECO-S64Documento30 páginasManual Ecomatic AUTEL ECO-S64Cristiano Piovesan0% (1)
- Reporte de Renta de Maquinaria CortadoraDocumento10 páginasReporte de Renta de Maquinaria CortadoraMartinez MariioAún no hay calificaciones
- Memoria Eléctrica Sucursal 3013 AcapetahuaDocumento12 páginasMemoria Eléctrica Sucursal 3013 AcapetahuaMARIANA ROCCA HERRERAAún no hay calificaciones
- Fábrica de Humitas CongeladasDocumento9 páginasFábrica de Humitas CongeladasCamila BalderramaAún no hay calificaciones
- 02 PDFDocumento3 páginas02 PDFRuzo ZuluagaAún no hay calificaciones
- Proteccion de Circuito DerivadoDocumento34 páginasProteccion de Circuito DerivadololitoAún no hay calificaciones
- Plan de Mantenimiento Semestral A Motor ElectricoDocumento1 páginaPlan de Mantenimiento Semestral A Motor Electricopedro castillo alvarezAún no hay calificaciones
- Plan para La Vigilancia, Prevención y Control de Covid-19 en El Trabajo-Consorcio Ccecc Peru-Tumbes RV 01Documento50 páginasPlan para La Vigilancia, Prevención y Control de Covid-19 en El Trabajo-Consorcio Ccecc Peru-Tumbes RV 01Cesar Eduardo Villavicencio ArceAún no hay calificaciones
- Accesorios Cobreybronce PDFDocumento3 páginasAccesorios Cobreybronce PDFJhony Santisteban SuclupeAún no hay calificaciones
- Aislamiento EléctricoDocumento41 páginasAislamiento EléctricoLuis Monroy100% (1)
- Elección de Agentes Reológicos en La Formulación de Pinturas PlásticasDocumento8 páginasElección de Agentes Reológicos en La Formulación de Pinturas PlásticasfabriziobelloneAún no hay calificaciones
- Tipos de Celda y Tablero MimicoDocumento6 páginasTipos de Celda y Tablero Mimicomiguel almeidaAún no hay calificaciones
- Catálogo Teja Termoacustica Fibromat UPVC PDFDocumento8 páginasCatálogo Teja Termoacustica Fibromat UPVC PDFSorayaAún no hay calificaciones
- Tigre - Ficha-Tecnica-Electrica-PVCDocumento9 páginasTigre - Ficha-Tecnica-Electrica-PVCDavis AcuñaAún no hay calificaciones
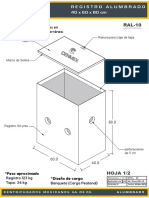
- RAL-10 Registro Con Solera 40x60x80 CMDocumento2 páginasRAL-10 Registro Con Solera 40x60x80 CMJosé EnríqueAún no hay calificaciones
- S24t Engranajes PDFDocumento44 páginasS24t Engranajes PDFANDRESAún no hay calificaciones
- Carpeta de Presentación FH Servicios y Montajes.Documento21 páginasCarpeta de Presentación FH Servicios y Montajes.Marcelo NoleAún no hay calificaciones
- G5 Mat5110Documento9 páginasG5 Mat5110ARGENTINA JESUS DUARTE DELGADOAún no hay calificaciones
- Cinta Anticorrosiva para ProteccionDocumento12 páginasCinta Anticorrosiva para Proteccionmarkus8alfAún no hay calificaciones
- Catalogo Galvanorte PDFDocumento52 páginasCatalogo Galvanorte PDFChristian DavidAún no hay calificaciones
- Cuadro de Las Mediciones ElectricasDocumento1 páginaCuadro de Las Mediciones ElectricasLeftty Eduardo FebrilletAún no hay calificaciones
- Tratamientos Del AguaDocumento8 páginasTratamientos Del AguaAlfonso Castillo VargasAún no hay calificaciones
- Catalogo Ventilacion Industrial Curiel PDFDocumento31 páginasCatalogo Ventilacion Industrial Curiel PDFMaría Alejandra Fernández ÁvilaAún no hay calificaciones
- Manual Duratop 16-6-2022Documento87 páginasManual Duratop 16-6-2022Michael100% (1)
- Catalogo Bandeja Portacable Tipo Malla CablofilDocumento103 páginasCatalogo Bandeja Portacable Tipo Malla CablofilHIDRUCOL SASAún no hay calificaciones
- ST TV151Documento1 páginaST TV151Pedro Ninalaya100% (1)
- Detalleee Fund-Techo4Documento1 páginaDetalleee Fund-Techo4Milagros María Cecilia Portillo MoreiraAún no hay calificaciones
- Resina EpoxiDocumento24 páginasResina EpoxiFernando CatafestaAún no hay calificaciones
- Manual Técnico Del EpoxiDocumento6 páginasManual Técnico Del Epoxijorjosant100% (1)
- Manual Técnico Del EpoxiDocumento21 páginasManual Técnico Del EpoxiCarlos CoronelAún no hay calificaciones
- UF1256 - Planificación, control y ejecución de los procesos de protección, preparación e igualación de superficiesDe EverandUF1256 - Planificación, control y ejecución de los procesos de protección, preparación e igualación de superficiesCalificación: 5 de 5 estrellas5/5 (1)
























































También podría gustarte
- Manual Quemador LamborghiniDocumento14 páginasManual Quemador LamborghiniDanielAún no hay calificaciones
- 35 Alumbrado 40x60x60 EspDocumento2 páginas35 Alumbrado 40x60x60 EspLuis GalvanAún no hay calificaciones
- Lagoon ViewDocumento14 páginasLagoon ViewJair brayan Ventura leivaAún no hay calificaciones
- Leviton ReceptáculosDocumento28 páginasLeviton ReceptáculosCristian Campos Hdez0% (1)
- 05 Acero Soldable Cifunsa CatalogoDocumento4 páginas05 Acero Soldable Cifunsa CatalogojavierAún no hay calificaciones
- Pintado de vehículos por difuminado. TMVL0509De EverandPintado de vehículos por difuminado. TMVL0509Calificación: 5 de 5 estrellas5/5 (1)
- Trabajo Los InvertebradosDocumento17 páginasTrabajo Los InvertebradosWarner JulioAún no hay calificaciones
- Manual Planta Tratamiento de Aguas Servidas 6000 LtsDocumento4 páginasManual Planta Tratamiento de Aguas Servidas 6000 LtsJuan Rodolfo Alarcon ÑancupanAún no hay calificaciones
- Examen Final 2021-II-B Isidro Ollero AlexanderDocumento8 páginasExamen Final 2021-II-B Isidro Ollero AlexanderALEXANDER EMANUEL ISIDRO OLLEROAún no hay calificaciones
- Reparacion de Chaqueta Externa Cables en Baja Tensión 3MDocumento4 páginasReparacion de Chaqueta Externa Cables en Baja Tensión 3MMarcelo Hinojosa TorricoAún no hay calificaciones
- Purificador Osmosis ManualDocumento19 páginasPurificador Osmosis ManualNAPSAún no hay calificaciones
- Manual Del CondensadorDocumento8 páginasManual Del CondensadorCaro MendozaAún no hay calificaciones
- Inst. FV 20Kw Conexion RDDocumento149 páginasInst. FV 20Kw Conexion RDManuel TorijaAún no hay calificaciones
- Carrusel GiratorioDocumento5 páginasCarrusel GiratorioJhovanni BMAún no hay calificaciones
- Acople de Salida Victaulic Estilo 72Documento5 páginasAcople de Salida Victaulic Estilo 72sakura_jAún no hay calificaciones
- Anatomia Mmss-BrazoDocumento68 páginasAnatomia Mmss-BrazoJuan Carlos MisleAún no hay calificaciones
- Proyecto Eco Ciudad NavarroDocumento21 páginasProyecto Eco Ciudad NavarroNILSON ANDRES CHARA CANDELAAún no hay calificaciones
- CD4 97Documento16 páginasCD4 97ru_losAún no hay calificaciones
- Bomba Multietapa Krubber - DL SeriesDocumento14 páginasBomba Multietapa Krubber - DL Seriesfranciscoerazo30-1100% (1)
- Asadores y CasetaDocumento1 páginaAsadores y CasetaJocelyn ÑezibaAún no hay calificaciones
- Diagrama IntercomunicadorDocumento2 páginasDiagrama Intercomunicadorandy_flores100% (2)
- Tornillo de ArquimedesDocumento14 páginasTornillo de ArquimedescarlosbarreAún no hay calificaciones
- Catalogo Ferromedica 2021 en Acero InoxidableDocumento50 páginasCatalogo Ferromedica 2021 en Acero InoxidableJuan Carlos OñaAún no hay calificaciones
- Igma - Group Catalogo - 2020Documento20 páginasIgma - Group Catalogo - 2020César Rodrigo Puentes ArriagadaAún no hay calificaciones
- Reglamento de Seguridad Industrial 42 DS CalderasDocumento20 páginasReglamento de Seguridad Industrial 42 DS CalderasharoldAún no hay calificaciones
- Morter Plas SDocumento2 páginasMorter Plas SDaniela Estefania Ulloa VasquezAún no hay calificaciones
- Lectura de DiodosDocumento32 páginasLectura de DiodosJhoel TorricoAún no hay calificaciones
- FT - Pica Epoxi PoliamidaDocumento2 páginasFT - Pica Epoxi PoliamidaChelino BalleraAún no hay calificaciones
- Poliester CationicoDocumento2 páginasPoliester CationicoJoseph Liev Barraza Diaz100% (1)
- Manual Ecomatic AUTEL ECO-S64Documento30 páginasManual Ecomatic AUTEL ECO-S64Cristiano Piovesan0% (1)
- Reporte de Renta de Maquinaria CortadoraDocumento10 páginasReporte de Renta de Maquinaria CortadoraMartinez MariioAún no hay calificaciones
- Memoria Eléctrica Sucursal 3013 AcapetahuaDocumento12 páginasMemoria Eléctrica Sucursal 3013 AcapetahuaMARIANA ROCCA HERRERAAún no hay calificaciones
- Fábrica de Humitas CongeladasDocumento9 páginasFábrica de Humitas CongeladasCamila BalderramaAún no hay calificaciones
- 02 PDFDocumento3 páginas02 PDFRuzo ZuluagaAún no hay calificaciones
- Proteccion de Circuito DerivadoDocumento34 páginasProteccion de Circuito DerivadololitoAún no hay calificaciones
- Plan de Mantenimiento Semestral A Motor ElectricoDocumento1 páginaPlan de Mantenimiento Semestral A Motor Electricopedro castillo alvarezAún no hay calificaciones
- Plan para La Vigilancia, Prevención y Control de Covid-19 en El Trabajo-Consorcio Ccecc Peru-Tumbes RV 01Documento50 páginasPlan para La Vigilancia, Prevención y Control de Covid-19 en El Trabajo-Consorcio Ccecc Peru-Tumbes RV 01Cesar Eduardo Villavicencio ArceAún no hay calificaciones
- Accesorios Cobreybronce PDFDocumento3 páginasAccesorios Cobreybronce PDFJhony Santisteban SuclupeAún no hay calificaciones
- Aislamiento EléctricoDocumento41 páginasAislamiento EléctricoLuis Monroy100% (1)
- Elección de Agentes Reológicos en La Formulación de Pinturas PlásticasDocumento8 páginasElección de Agentes Reológicos en La Formulación de Pinturas PlásticasfabriziobelloneAún no hay calificaciones
- Tipos de Celda y Tablero MimicoDocumento6 páginasTipos de Celda y Tablero Mimicomiguel almeidaAún no hay calificaciones
- Catálogo Teja Termoacustica Fibromat UPVC PDFDocumento8 páginasCatálogo Teja Termoacustica Fibromat UPVC PDFSorayaAún no hay calificaciones
- Tigre - Ficha-Tecnica-Electrica-PVCDocumento9 páginasTigre - Ficha-Tecnica-Electrica-PVCDavis AcuñaAún no hay calificaciones
- RAL-10 Registro Con Solera 40x60x80 CMDocumento2 páginasRAL-10 Registro Con Solera 40x60x80 CMJosé EnríqueAún no hay calificaciones
- S24t Engranajes PDFDocumento44 páginasS24t Engranajes PDFANDRESAún no hay calificaciones
- Carpeta de Presentación FH Servicios y Montajes.Documento21 páginasCarpeta de Presentación FH Servicios y Montajes.Marcelo NoleAún no hay calificaciones
- G5 Mat5110Documento9 páginasG5 Mat5110ARGENTINA JESUS DUARTE DELGADOAún no hay calificaciones
- Cinta Anticorrosiva para ProteccionDocumento12 páginasCinta Anticorrosiva para Proteccionmarkus8alfAún no hay calificaciones
- Catalogo Galvanorte PDFDocumento52 páginasCatalogo Galvanorte PDFChristian DavidAún no hay calificaciones
- Cuadro de Las Mediciones ElectricasDocumento1 páginaCuadro de Las Mediciones ElectricasLeftty Eduardo FebrilletAún no hay calificaciones
- Tratamientos Del AguaDocumento8 páginasTratamientos Del AguaAlfonso Castillo VargasAún no hay calificaciones
- Catalogo Ventilacion Industrial Curiel PDFDocumento31 páginasCatalogo Ventilacion Industrial Curiel PDFMaría Alejandra Fernández ÁvilaAún no hay calificaciones
- Manual Duratop 16-6-2022Documento87 páginasManual Duratop 16-6-2022Michael100% (1)
- Catalogo Bandeja Portacable Tipo Malla CablofilDocumento103 páginasCatalogo Bandeja Portacable Tipo Malla CablofilHIDRUCOL SASAún no hay calificaciones
- ST TV151Documento1 páginaST TV151Pedro Ninalaya100% (1)
- Detalleee Fund-Techo4Documento1 páginaDetalleee Fund-Techo4Milagros María Cecilia Portillo MoreiraAún no hay calificaciones
- Resina EpoxiDocumento24 páginasResina EpoxiFernando CatafestaAún no hay calificaciones
- Manual Técnico Del EpoxiDocumento6 páginasManual Técnico Del Epoxijorjosant100% (1)
- Manual Técnico Del EpoxiDocumento21 páginasManual Técnico Del EpoxiCarlos CoronelAún no hay calificaciones
- UF1256 - Planificación, control y ejecución de los procesos de protección, preparación e igualación de superficiesDe EverandUF1256 - Planificación, control y ejecución de los procesos de protección, preparación e igualación de superficiesCalificación: 5 de 5 estrellas5/5 (1)