Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Deber de Calidad
Deber de Calidad
Cargado por
Luis Alfredo Carrera JacomeDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Deber de Calidad
Deber de Calidad
Cargado por
Luis Alfredo Carrera JacomeCopyright:
Formatos disponibles
ADMINISTRACION DE PROYECTOS, PMI
MODULO IV ADMINISTRACION DE LA CALIDAD
DISEÑO Y CONSTRUCCION DE UNA NAVE Hoja: 1 de 1
PROYECTO DE ESTRUCTURA METALICA PARA
TALLER DE MANTENIMIENTO
Fecha: 28/01/2010
PROJECT QUALITY MANAGEMENT
ELABORACION DE UN PROYECTO PARA LA ALPLICACION DE
LOS CONCEPTOS DE CALIDAD DEL MODULO IV
ADMINISTRACION DE LA CALIDAD - PLAN DE CALIDAD
RAUL SILVA ARIAS
LUIS CARRERA JACOME
ENERO DEL 2010
PROYECTO FINAL LUIS CARRERA RAUL SILVA
ADMINISTRACION DE PROYECTOS, PMI
MODULO IV ADMINISTRACION DE LA CALIDAD
DISEÑO Y CONSTRUCCION DE UNA NAVE Hoja: 2 de 2
PROYECTO DE ESTRUCTURA METALICA PARA
TALLER DE MANTENIMIENTO
Fecha: 28/01/2010
PLANEACION DE LA CALIDAD
DESCRIPCION DEL PROYECTO
• ANTECEDENTES
La compañía de fabricación y montaje de estructura metálica ULDAX`S, tiene
previsto realizar el diseño y construcción de una nave para uso de
mantenimiento de vehículos.
El proyecto se lo realizará en el sector industrial al norte de la ciudad de Quito,
en una superficie de 1000 metros cuadrados.
La nave tendrá 18 metros de largo, una luz libre de 24 metros con una altura de
9 metros, además se requiere de un puente grúa con capacidad de hasta 20
toneladas.
Este proyecto es solo para fines del ejercicio
• ALCANCE DE LOS TRABAJOS
En todas las fases del proyecto se incluirán los materiales, equipos, mano de
obra y dirección técnica necesarios para ejecutar los trabajos conforme a
planos, especificaciones y documentos proporcionados por la compañía.
El proyecto comprende de dos fases principales: diseño y construcción, donde
se detallan todas las actividades vinculadas con el mismo.
Todas las actividades no descritas en el proyecto, pero que de una u otra forma
están vinculadas con el mismo, serán puestas a consideración y aprobación de
la comisión de cambios y serán consideradas como adicionales.
En el WBS, adjunto en los anexos, se pueden apreciar los principales grupos
de actividades a realizarse en el montaje.
OBJETIVO DEL PROYECTO
El presente proyecto tiene como objetivo principal, diseñar y construir una nave
de estructura metálica para uso en el mantenimiento de vehículos.
PROYECTO FINAL LUIS CARRERA RAUL SILVA
ADMINISTRACION DE PROYECTOS, PMI
MODULO IV ADMINISTRACION DE LA CALIDAD
DISEÑO Y CONSTRUCCION DE UNA NAVE Hoja: 3 de 3
PROYECTO DE ESTRUCTURA METALICA PARA
TALLER DE MANTENIMIENTO
Fecha: 28/01/2010
POLITICA DE CALIDAD
La política de calidad de la compañía está basada en la mejora continua de
todos sus recursos a través del cumplimiento de normas y procedimientos para
diseñar y construir estructuras metálicas asegurando la satisfacción de
nuestros clientes y sin afectar el medioambiente.
OBJETIVOS DE CALIDAD
Cumplir con las especificaciones dadas en las normas y procedimientos para
cubrir todas las necesidades de diseño y construcción de estructuras metálicas.
Entregar a tiempo los entregables del proyecto asegurando la satisfacción de
nuestros clientes.
STAKEHOLDERS
Dentro de los involucrados de este proyecto tenemos principalmente a la
compañía constructora, el propietario del taller, el municipio de Quito, los
trabajadores de la compañía constructora, entre los que están ingenieros de
diseño, topógrafo, soldadores, pintores, montadores de estructura y ayudantes.
NECESIDADES DEL CLIENTE
Entre las necesidades de los clientes se ha considerado:
• La facilidad de operación del puente grúa para lo cual se requiere que los
mandos sean móviles de tal forma que el operador tenga siempre el
control de las maniobras.
• La confiabilidad de que la estructura soporte condiciones como la
influencia del viento, movimientos sísmicos, peso de las diferentes partes
de un vehículo cuando se utiliza el puente grúa y la instalación de algunas
cargas adicionales (sistemas eléctrico, de aire, de agua, etc).
• Facilidad de mantenimiento como chequeo del puente grúa, limpieza de la
estructura en si o chequeo y reparación del galvanizado.
ESTANDARES DE CALIDAD
Para nuestro proyecto se utilizarán los siguientes estándares de calidad:
• Normativa municipal para la construcción de edificaciones.
• Norma para soldadura de estructura, AWS D 1.1
• Norma para la aplicación de galvanizado ASTM A123
• Norma AISC para la construcción de estructuras
• Manual del montador de estructuras.
PROYECTO FINAL LUIS CARRERA RAUL SILVA
ADMINISTRACION DE PROYECTOS, PMI
MODULO IV ADMINISTRACION DE LA CALIDAD
DISEÑO Y CONSTRUCCION DE UNA NAVE Hoja: 4 de 4
PROYECTO DE ESTRUCTURA METALICA PARA
TALLER DE MANTENIMIENTO
Fecha: 28/01/2010
• Norma de seguridad de la compañía.
• Especificaciones del cliente (dimensiones del taller, puente grúa de 20
toneladas, etc.)
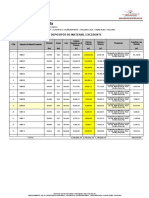
ENTREGABLES DEL PROYECTO
Observando el WBS del proyecto podemos citar los siguientes entregables:
ITEM DESCRIPCION CRITERIO DE ACEPTACION - CALIDAD
Al final del proyecto, deben coincidir con la
1 Planos de la estructura realidad de la estructura montada, además
estos se respaldaran en la memoria técnica
Se debe tomar tres muestras de la colada en
2 Fundición de plintos forma de cilindro para luego realizar pruebas
de rotura y verificar la resistencia del hormigón
Se medirá aleatoriamente el espesor del
recubrimiento en cada parte, si el promedio es
menor al requerido según la norma, se vuelve a
3 Galvanizado de la estructura
recubrir toda la pieza y si es mayor o igual,
solo se reparan las zonas donde el espesor es
más bajo a la norma.
Aleatoriamente se realizaran pruebas con tintas
penetrantes para verificar que no hayan fisuras,
4 Soldadura de estructura
si fuera el caso de encontrar fisuras, se desecha
o repara según la norma.
La flexión de la biga principal al ser colocada
Pruebas de carga del puente una carga mayor a 20 toneladas, no debe
5
grúa pasar de un valor determinado por la norma
AISC.
METRICAS A CONSIDERARSE
Se debe considerar el número de piezas defectuosas, tanto en el proceso de
galvanizado, como en la soldadura, ya que al final esto no ayudará a
determinar si la compañía cumplió con los objetivos de calidad.
DESCRIPCION DE LAS ACTIVIDADES DEL PROYECTO.
A Continuación se describen las principales actividades del proyecto.
PROYECTO FINAL LUIS CARRERA RAUL SILVA
ADMINISTRACION DE PROYECTOS, PMI
MODULO IV ADMINISTRACION DE LA CALIDAD
DISEÑO Y CONSTRUCCION DE UNA NAVE Hoja: 5 de 5
PROYECTO DE ESTRUCTURA METALICA PARA
TALLER DE MANTENIMIENTO
Fecha: 28/01/2010
INGENIERIA
Esta fase constituye la parte inicial del proyecto y es donde se desarrollan las
actividades relacionadas con el diseño de toda la estructura, al final se
presentan los planos constructivos y la memoria técnica de los cálculos
realizados para validar el diseño.
En el desarrollo de esta fase se tiene la implantación del terreno donde se
recopilan datos topográficos para la realización del diseño de cimentaciones y
finalmente diseñar la estructura de toda la nave.
ADQUSICION DE MATERIA PRIMA
Donde están todas las actividades para la gestión de compra y adquisición de
los materiales a ser utilizados en el desarrollo del proyecto.
CONSTRUCCION DEL TALLER
Esta fase comprende un grupo de actividades dividido en tres subgrupos:
REPLANTEO Y NIVELACION DEL TERRENO
Donde se ejecutan todos los trabajos de movimiento de tierras, relleno y
compactación de suelo, armado y fundición de plintos y finalmente la
fundición del piso del taller.
FABRICACION DE ESTRUCTURA
Grupo de actividades donde se desarrolla el corte, armado, soldadura y
galvanizado de todas las partes de la estructura del taller, al final y luego
de haber pasado todos los controles especificados en las normas
recomendadas para el caso, se realiza la codificación de las mismas.
MONTAJE DE LA ESTRUCTURA
Comienza con el transporte y clasificación de las piezas prefabricadas,
luego utilizando los planos de montaje, se procede a izar, ensamblar y
soldar cada una de dichas partes, después se efectúa el galvanizado de
la soldadura y se retocan todas las fallas que puedan haberse producido,
producto del montaje.
Posteriormente se realiza el montaje del puente grúa para que al final se
hagan las pruebas de carga y funcionamiento del mismo.
PROYECTO FINAL LUIS CARRERA RAUL SILVA
ADMINISTRACION DE PROYECTOS, PMI
MODULO IV ADMINISTRACION DE LA CALIDAD
DISEÑO Y CONSTRUCCION DE UNA NAVE Hoja: 6 de 6
PROYECTO DE ESTRUCTURA METALICA PARA
TALLER DE MANTENIMIENTO
Fecha: 28/01/2010
ENTREGA DEL PROYECTO
En esta fase se realizan todas las actividades relacionadas con el cierre del
proyecto, resaltándose principalmente la entrega de todos los documentos de
calidad y planos de construcción y montaje debidamente corregidos.
VERIFICACION Y VALIDACION
La verificación se la realizará considerando las especificaciones del fabricante y
el cumplimiento de las normas y estándares de construcción.
Se validará cuando toda la estructura este montada y funcionando, ya que solo
en este momento se habrá cumplido con los requerimientos y con el objetivo
del proyecto.
DIAGRAMA DE FLUJO DE LAS ACTIVIDADES DEL PROYECTO
El diagrama de flujo se aprecia en el anexo 2.
PUNTOS DE CONTROL Y APLICACIÓN A LOS ENTREGABLES
Del WBS podemos observar que los principales puntos de control para el
proyecto son:
• En la aprobación de planos de construcción y montaje
• En la adquisición de la materia prima.
• En la fundición de plintos y del piso del taller.
• En las actividades de soldadura al fabricar las partes y cuando se realiza
el montaje de la estructura
• En el proceso de galvanizado cuando se fabrica las piezas y cuando se
monta toda la estructura.
• En las pruebas de carga y funcionamiento del puente grúa.
LISTAS DE VERIFICACION A EMPLEARSE
Las listas de verificación se las puede observar en el anexo 3.
PROYECTO FINAL LUIS CARRERA RAUL SILVA
ADMINISTRACION DE PROYECTOS, PMI
MODULO IV ADMINISTRACION DE LA CALIDAD
DISEÑO Y CONSTRUCCION DE UNA NAVE Hoja: 7 de 7
PROYECTO DE ESTRUCTURA METALICA PARA
TALLER DE MANTENIMIENTO
Fecha: 28/01/2010
IDENTIFICACION DE COSTOS DE CALIDAD
Para este proyecto se identifican los siguientes costos de calidad:
Como costos de prevención se planifica realizar una capacitación al personal,
sobre las normas, procedimientos a cumplir y charlas explicativas antes de la
ejecución de cada trabajo, la instalación de letreros de áreas de riesgos,
accidentes laborales y de uso del equipo de protección personal. Se prevé la
instalación de antivirus en las computadoras para los estudios de Ingeniería y
el almacenamiento de la información con trabajo en servidores de alta
capacidad y seguridad para evitar pérdidas de información.
Como costos de evaluación contaremos con los costos de las pruebas y
ensayos realizados para determinar la resistencia del hormigón, la confiabilidad
de la soldadura, el espesor del recubrimiento galvanizado, ensayos de carga y
funcionamiento del puente grúa, entre otros. También existen costos para las
pruebas realizadas a los soldadores, para verificar que sean obreros
calificados, el alquiler de todos los equipos para la realización de estas pruebas
y del personal fiscalizador del caso.
Los costos identificados por Fallas Internas son los identificados como:
desperdicios de materia prima en la construcción de las estructuras, al
momento del corte de los perfiles, cuando se rechaza una pieza mal soldada o
mal galvanizada.
Se deberá realizar una correcta planificación para no incurrir en costos por
horas ociosas de horas hombre y maquinaria por falta de material.
Un costo externo a ser considerado es la falla de la grúa después de la entrega
del proyecto, ya que este equipo está sometido a una garantía.
PROCEDIMIENTOS PARA EL ANALISIS DE LOS PROCESOS Y
EL ANALISIS DE CAUSAS Y SOLUCION DE PROBLEMAS.
Se utilizará el muestreo estadístico, los diagramas de flujo, diagramas de
control con límites establecidos y el método de Pareto para hallar causas que
afectan la calidad.
PROYECTO FINAL LUIS CARRERA RAUL SILVA
ADMINISTRACION DE PROYECTOS, PMI
MODULO IV ADMINISTRACION DE LA CALIDAD
DISEÑO Y CONSTRUCCION DE UNA NAVE Hoja: 8 de 8
PROYECTO DE ESTRUCTURA METALICA PARA
TALLER DE MANTENIMIENTO
Fecha: 28/01/2010
ASEGURAMIENTO DE LA CALIDAD
PROCESOS OPERATIVOS RELEVANTES DEL PROYECTO
A continuación se enlistan los procesos principales de ejecución del proyecto:
• Aprobación de planos
• Soldadura
• Galvanizado
• Montaje de estructura
PROCEDIMIENTOS Y RUTINAS NECESARIAS PARA LA
EJECUCION DEL PROYECTO
Condiciones para el inicio de la etapa de ejecución
• Planos de diseños finales aprobados
• Especificaciones técnicas aprobadas
Definición de las responsabilidades del cliente
• Proveer el financiamiento necesario
• Proporcionar el terreno adecuado para la construcción
• Comunicar oportunamente a los especialistas y al constructor las
modificaciones del proyecto
• Mantenerse al tanto del avance y estado de la obra
Definición de las funciones y responsabilidades del constructor
• Diseño de la estructura
• Revisión de los planos de arquitectura, estructuras, equipamiento y de
detalles.
• Revisión de las especificaciones técnicas.
• Desarrollo de la obra conforme a planos y especificaciones
• Solicitar a los proveedores las certificaciones de seguridad requeridas
• Controlar el ritmo del avance de la obra
• Controlar los recursos en la obra
• Realización de los ensayos y pruebas necesarios para garantizar la
calidad del proyecto
• Elaboración de los reportes del estado de avance de la obra
• Adquisición de materiales, contratación de mano de obra y celebración
de subcontratos de calidad acorde a los requerimientos del proyecto
• Responsabilidad sobre los métodos y secuencias constructivas
• Procedimientos para asegurar la calidad del proyecto
PROYECTO FINAL LUIS CARRERA RAUL SILVA
ADMINISTRACION DE PROYECTOS, PMI
MODULO IV ADMINISTRACION DE LA CALIDAD
DISEÑO Y CONSTRUCCION DE UNA NAVE Hoja: 9 de 9
PROYECTO DE ESTRUCTURA METALICA PARA
TALLER DE MANTENIMIENTO
Fecha: 28/01/2010
Definición de los canales y protocolos de comunicación de los resultados de
ensayos y pruebas
• Del organismo a cargo de la inspección a la empresa constructora
• De la empresa constructora a la inspección técnica
• De la inspección técnica al equipo de diseño
• Compendio de la información As built
• Listado de los profesionales y especialistas que participaron del proyecto
• Informes de los estudios geológicos y de la mecánica de suelos del sitio
escogido
• Memorias de cálculo definitivas
• Documentos de la construcción
• Reportes de la inspección
• Resultados de los ensayos y pruebas
• Certificaciones de seguridad de los componentes y conformidad de las
obras
• Listado de los códigos y estándares aplicados
• Planos As built del sistema estructural
• Planos As built de los sistemas mecánicos, eléctricos y equipamiento
Definición de los criterios de aceptación de los trabajos
• Término efectivo de las obras estipuladas en el contrato
• Conformidad con las especificaciones del proyecto
• Certificación del cumplimiento del nivel de seguridad
• Dossier de calidad
• Firma de las actas de recepción final de la obra
AJUSTE DE ESTANDARES, REQUISITOS
Los estándares y requisitos del proyecto estarán definidos en el alcance del
proyecto, los que deberán cumplirse como entregables para obtener un
producto de calidad.
En el caso de requerirse realizar ajustes de estándares y requisitos del
proyecto, estarán acordes a un procedimiento elaborado de control del cambio,
en el cual se definirá en base a un estudio adicional de expertos verificar si
procede o no el ajuste o cambio propuesto. Adicionalmente se contará con un
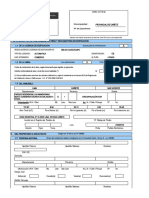
formato y una bitácora de ORDENES DE CAMBIO, en el que se registrarán los
ajustes o cambios a realizar, los justificativos de hacerlo, si es que tiene un
impacto económico y si me afecta en el tiempo del desarrollo del proyecto. Este
formato incluirá las firmas del solicitante, del que revisó la solicitud y las
aprobaciones del Gerente de Proyecto.
En todo proyecto que pasa del papel a la ejecución del mismo, siempre existen
ajustes en los alcances y en los requisitos y estándares originales, lo
PROYECTO FINAL LUIS CARRERA RAUL SILVA
ADMINISTRACION DE PROYECTOS, PMI
MODULO IV ADMINISTRACION DE LA CALIDAD
DISEÑO Y CONSTRUCCION DE UNA NAVE Hoja: 10 de 10
PROYECTO DE ESTRUCTURA METALICA PARA
TALLER DE MANTENIMIENTO
Fecha: 28/01/2010
importante de esto es que siempre hay que tenerlo documentado y registrado
para conocer la trazabilidad del mismo.
Luego del ajuste se realizará una auditoría de calidad para asegurar que el
trabajo y el ajuste realizado no afectó a la calidad del proyecto y del ítem
cambiado.
JUNTAS, REUNIONES, ETC. QUE SEAN REQUERIDOS PARA
APROBACION DE HITOS O PUNTOS DE CONTROL CLAVE
Como inicio del proyecto se va a realizar una reunión de arranque o reunión de
Kick off Meeting, en la que se definirán los siguientes puntos:
• Stakeholders
• Responsables del proyecto en obra, direcciones electrónicas y teléfonos
de contacto.
• Entrega de la planificación y cronograma del proyecto. Esta planificación
incluirá los hitos principales para el control.
• Definición de formas de pago. (Por avance obra, por hitos cumplidos o
combinado)
• Definición de un reporte de avance de obra que será elaborado y
entregado semanalmente. Este reporte de avance incluirá un nivel III del
WBS del proyecto y considerará la técnica de valor ganado para
determinar el estatus del porcentaje de avance del mismo.
• Adicionalmente constarán los hitos de las fases de Ingeniería,
Adquisición de materiales, de la construcción del proyecto y del cierre.
Como junta regular, se fijará un día específico para una reunión semanal en la
que se revisará el estatus del proyecto en base al reporte presentado. En este
meeting que contará con la presencia de todos involucrados a nivel directivo y
operacional se tratarán los requerimientos de la obra, se planificarán los
trabajos a ejecutar y se realizará la toma de acciones en caso de retrasos.
ANALISIS ESPECIFICOS A REALIZAR Y LAS HERRAMIENTAS
DE CALIDAD A APLICAR
Para este proyecto y para el aseguramiento de la calidad se realizarán los
siguientes análisis:
En la fase de planeación se realizará un análisis costo/beneficio de qué items
podemos ejecutar nosotros mismos o si los podemos subcontratar. Esto iría
atado a un análisis comparativo del mercado para obtener los mejores precios
y de buena calidad. En base a esta decisión se definirá el alcance del proyecto.
PROYECTO FINAL LUIS CARRERA RAUL SILVA
ADMINISTRACION DE PROYECTOS, PMI
MODULO IV ADMINISTRACION DE LA CALIDAD
DISEÑO Y CONSTRUCCION DE UNA NAVE Hoja: 11 de 11
PROYECTO DE ESTRUCTURA METALICA PARA
TALLER DE MANTENIMIENTO
Fecha: 28/01/2010
Los procesos de comunicación, metodología de trabajo y cadenas de
aprobación de requerimienos deben estar claramente definidos y
procedimentados para evitar contrariedades en la ejecución del proyecto. Así
mismo, el organigrama deber estar claramente definido con sus funciones y
responsables y con el mejor Team Charter escogido.
En la fase de los estudios de Ingeniería se asegurará la calidad de los
entregables en base a un formato en el que se emitirá el documento de los
estudios en una revisión inicial “A”, la que seguirá luego por una revisión de un
experto o auditor de Ingeniería que puede ser parte del proyecto o contratado
como un servicio de soporte. Este dará su criterio y comentarios del estudio
entregado para su revisión y corrección si es el caso. Luego de esta revisión
pasara el documento a una revisión “B”, la que a su vez será revisada y
comentada por el Gerente de Proyecto. Si el documento está acorde a las
especificaciones y requerimientos del proyecto, y en base a la revisión inicial
del auditor, el documento pasa a una revisión final “0” o aprobado para
construcción.
Para la fase de construcción se logrará el aseguramiento de la calidad, en base
al uso de uno o varios auditores con el expertise necesario para supervisar las
obras a ejecutarse, los que utilizarán dependiendo su especialidad las métricas
necesarias para obtener un producto de calidad. Se realizará el seguimiento de
esto y se lo plasmará en un reporte con el desempeño del trabajo y un libro de
obra que contenga todos los registros de calidad de los materiales utilizados en
el proyecto, los registros de las pruebas realizados a los mismos y con esto
asegurar la calidad y la trazabilidad del proyecto.
AUDITORIAS QUE SERAN PROGRAMADAS Y LOS ASPECTOS
QUE SERAN EVALUADOS
Un seguimiento inicial al proyecto se lo realizará en las reuniones semanales,
pero se realizará una auditoría por mes, en la que se verificará que se cumplan
con las políticas impartidas, los procedimientos establecidos y que la calidad
planeada sea alcanzada.
Los aspectos específicos a evaluarse serán:
• Que se conozca la política de calidad por todo el personal. Verificar que
esta haya sido impartida y que haya sido colocada en un lugar de
acceso a todo el mundo para su lectura.
• Que se cumplan con todas las normas de seguridad en la construcción y
que el personal utilice el equipo de protección personal requerido.
PROYECTO FINAL LUIS CARRERA RAUL SILVA
ADMINISTRACION DE PROYECTOS, PMI
MODULO IV ADMINISTRACION DE LA CALIDAD
DISEÑO Y CONSTRUCCION DE UNA NAVE Hoja: 12 de 12
PROYECTO DE ESTRUCTURA METALICA PARA
TALLER DE MANTENIMIENTO
Fecha: 28/01/2010
• Que se hayan cumplido con todos los requerimientos jurídicos y
contractuales tanto con los contratistas como con el personal.
• Que la materia prima utilizada sea bajo las especificaciones y
requerimientos del proyecto.
• Que el personal sea el idóneo para el trabajo a realizar y evitar
retrabajos.
• Que los equipos a utilizar cumplan con los requerimientos del trabajo,
años de uso y normas de seguridad.
• Que se lleve en orden el libro del proyecto que incluyen todos los
registros de calidad de la materia prima y del producto terminado.
• Elaborar un reporte de cada auditoría para establecer e identificar los
puntos a mejorar para hacer un seguimiento. Identificar mediante una
curva “S” de avance real vs. Avance planificado que actividades están
retrasadas para establecer los correctivos necesarios.
FORMA DE IDENTIFICACION DE LOS COSTOS DE CALIDAD
La forma de identificar los costos de calidad es de acuerdo a la conformidad o
cumplimiento de la calidad, es así que cuando se incurre en gastos para
cumplir con los objetivos de calidad se tienen costos por prevención y
evaluación y cuando los gastos son por no haber cumplido con los objetivos de
calidad, son los llamados costos por falla, que a su vez pueden ser internos
cuando el aún no se ha entregado el proyecto y externos cuando aparecen
después del proyecto.
AMBIENTE DE CALIDAD Y FILOSOFIAS APLICABLES
En nuestro proyecto el ambiente de calidad deberá estar inmerso desde la
Gerencia como compromiso de ejemplo, bajando hacia todo el personal
involucrado en el proyecto. Las políticas deben ser claras y se deberán
asegurar que se cumplan. Se requerirá de auditorías para establecer el origen
de los problemas y los puntos de mejoramiento continuo, aplicando el ciclo
PHVA para llegar a cumplir con los requisitos del proyecto con estándares cero
defectos y logrando la satisfacción del cliente.
La filosofía principal es “Un cliente satisfecho representa un trabajo bien hecho”
PROYECTO FINAL LUIS CARRERA RAUL SILVA
ADMINISTRACION DE PROYECTOS, PMI
MODULO IV ADMINISTRACION DE LA CALIDAD
DISEÑO Y CONSTRUCCION DE UNA NAVE Hoja: 13 de 13
PROYECTO DE ESTRUCTURA METALICA PARA
TALLER DE MANTENIMIENTO
Fecha: 28/01/2010
CONTROL DE CALIDAD
IDENTIFICACION DE LA VARIABILIDAD DE LOS PROCESOS
DEL PROYECTO
De conformidad a los siguientes procesos, la variabilidad se ha identificado de
la siguiente manera:
Aprobación de planos o documentos de Ingeniería
La aprobación de planos es susceptible de una variabilidad ya que si no están
correctamente elaborados, simplemente no se aprueban.
Proceso de Soldadura
En este proceso la variabilidad se identificará en función del número pruebas
de tintas penetrantes realizadas, ya sea randómicamente o según
requerimiento hasta el 100%. En este proceso de control, se tiene el registro de
quien elaboró las soldaduras y con qué equipo se lo realizó. Si existen fallas en
las soldaduras registradas, estas se identifican en el mapa de soldadura y se
procede a realizar la reparación. La variabilidad en la realización de buenas
soldaduras dependerá mucho del expertise del soldador y el correcto manejo
de su equipo con el amperaje requerido.
Proceso recubrimiento con Galvanizado
La variabilidad de este proceso se la identifica en función del espesor del
recubrimiento obtenido en el proceso, el que se deberá cumplir un mínimo de
espesor según las especificaciones solicitadas para el proyecto. Esta medición
se lo realiza con un medidor de espesores electrónico a lo largo de la
estructura metálica construida y galvanizada.
Montaje de estructura
Para este proceso la variabilidad se la identifica en función del tiempo de
entrega o el número de kilogramos instalados por día, es decir, que existen
rendimientos de tiempo para el montaje de una estructura tipo, la que se debe
cumplir según el número de recursos establecidos.
PROYECTO FINAL LUIS CARRERA RAUL SILVA
ADMINISTRACION DE PROYECTOS, PMI
MODULO IV ADMINISTRACION DE LA CALIDAD
DISEÑO Y CONSTRUCCION DE UNA NAVE Hoja: 14 de 14
PROYECTO DE ESTRUCTURA METALICA PARA
TALLER DE MANTENIMIENTO
Fecha: 28/01/2010
IDENTIFICACION DE VARIABLES CONTINUAS (MEDICIONES)
Y/O POR ATRIBUTO (PASA O NO PASA) APLICABLES AL
PROYECTO
• En el caso del proceso de aprobación de entregables de Ingeniería, la
identificación de la variable es por atributo, ya que luego de la revisión
del auditor, el documento está sujeto a la aprobación del mismo.
• En el caso del proceso de soldadura se tiene una variable por atributo,
en la que se puede realizar un número de piezas soldadas no conformes
por muestra.
• Para el proceso de recubrimiento con galvanizado, la identificación de la
variable es continua, ya que se mide el espesor del recubrimiento de
todas las piezas galvanizadas, aquí se podría utilizar el método del seis
sigma para asegurar la calidad.
• Para el proceso de montaje si bien está dado por rendimientos y tiempos
de respuesta en la ejecución del proceso, esta se podría identificar como
conforme o no conforme, ya que si no se cumplen con los tiempos
establecidos o planificados en el cronograma, puede existir la no
conformidad del proyecto (variable por atributo).
IDENTIFICACION DE CAUSAS “COMUNES Y ESPECIALES” DE
ALGUNO DE LOS PROCESOS
En el caso del proceso de elaboración de entregables de Ingeniería, una causa
especial, sería el error en los cálculos del diseño ya que depende de los
Ingenieros que realizan el trabajo. Una causa común sería cuando los
documentos no son entregados en el tiempo establecido.
En el caso del proceso de soldadura se tiene una causa especial, ya que el
proceso depende netamente de la habilidad del soldador y una causa común
cuando el material de aporte no cumple con las especificaciones requeridas.
APLICACIÓN RECOMENDADA DE HERRAMIENTAS DE
CALIDAD
Se sugiere el uso de los diagramas de causa y efecto, la inspección, revisión
de solicitudes de cambio aprobadas y el muestreo estadístico.
PROYECTO FINAL LUIS CARRERA RAUL SILVA
ADMINISTRACION DE PROYECTOS, PMI
MODULO IV ADMINISTRACION DE LA CALIDAD
DISEÑO Y CONSTRUCCION DE UNA NAVE Hoja: 15 de 15
PROYECTO DE ESTRUCTURA METALICA PARA
TALLER DE MANTENIMIENTO
Fecha: 28/01/2010
APLICACIÓN DE METODOS DE ANALISIS Y SOLUCION DE
PROBLEMAS EN ALGUNOS PUNTOS DE VERIFICACION
RELEVANTES
Para nuestro proyecto se recomienda el uso del método de muestreo
estadístico para controlar la calidad en el proceso de galvanizado, el método de
la inspección en los procesos de soldadura y montaje y el de diagrama de flujo
para la aprobación de planos.
MUESTREO SUGERIDO EN ALGUNOS INSUMOS
En el proceso de galvanizado se sugiere tomar una muestra de 10 piezas y
tomar aleatoriamente, medidas del espesor, en cinco puntos de cada pieza.
Si el promedio de las medidas del espesor en cada una de las 10 piezas es
superior al espesor nominal especificado en la norma se acepta todo el lote;
por el contrario si el promedio del espesor, de las piezas es menor del nominal,
se rechaza el lote.
PROYECTO FINAL LUIS CARRERA RAUL SILVA
También podría gustarte
- Planificación FinancieraDocumento7 páginasPlanificación FinancieraLuis Alfredo Carrera Jacome0% (2)
- Examen Final Caso S&S AIR INC.Documento3 páginasExamen Final Caso S&S AIR INC.Luis Alfredo Carrera Jacome0% (1)
- Pbm-Sst-Doc-087 Procedimiento Mamposteria y PañeteDocumento11 páginasPbm-Sst-Doc-087 Procedimiento Mamposteria y PañeteConstrucciones PBMAún no hay calificaciones
- TFG - Las Aportaciones de Gaudí y Los Arquitectos Modernistas Al Urbanismo de CerdàDocumento41 páginasTFG - Las Aportaciones de Gaudí y Los Arquitectos Modernistas Al Urbanismo de CerdàMaría Herrera ListánAún no hay calificaciones
- 01 Manual NP ECUADOR SEEROIL PDFDocumento86 páginas01 Manual NP ECUADOR SEEROIL PDFLuis Alfredo Carrera JacomeAún no hay calificaciones
- Análisis NodalDocumento23 páginasAnálisis NodalLuis Alfredo Carrera JacomeAún no hay calificaciones
- Analisis NodalDocumento18 páginasAnalisis NodalLuis Alfredo Carrera JacomeAún no hay calificaciones
- Análisis NodalDocumento37 páginasAnálisis NodalLuis Alfredo Carrera JacomeAún no hay calificaciones
- Ejercicios de Costo Volumen Utilidad PDFDocumento6 páginasEjercicios de Costo Volumen Utilidad PDFLuis Alfredo Carrera JacomeAún no hay calificaciones
- Modelo de Z AltmanDocumento10 páginasModelo de Z AltmanLuis Alfredo Carrera JacomeAún no hay calificaciones
- Ejercicios de Costo Volumen Utilidad PDFDocumento6 páginasEjercicios de Costo Volumen Utilidad PDFLuis Alfredo Carrera JacomeAún no hay calificaciones
- Procesos de Repotenciación de Una RefineríaDocumento17 páginasProcesos de Repotenciación de Una RefineríaLuis Alfredo Carrera JacomeAún no hay calificaciones
- Seguridad IndustrialDocumento11 páginasSeguridad IndustrialLuis Alfredo Carrera JacomeAún no hay calificaciones
- Planificacion Estrategica Del Cto PDFDocumento39 páginasPlanificacion Estrategica Del Cto PDFLuis Alfredo Carrera JacomeAún no hay calificaciones
- Diccionario de La WbsDocumento1 páginaDiccionario de La WbsLuis Alfredo Carrera JacomeAún no hay calificaciones
- F2 Asesoria 3 - Practica 2Documento51 páginasF2 Asesoria 3 - Practica 2Juan Francisco Ruiz MazariegosAún no hay calificaciones
- ASFALTODocumento55 páginasASFALTOCarlos SalvatierraAún no hay calificaciones
- Especificaciones Tecnicas 9 40Documento32 páginasEspecificaciones Tecnicas 9 40Elizabeth Vilca SotoAún no hay calificaciones
- 2022-02-01 111 PC1030-F4 Verificaci N Post Vaciado RevDocumento3 páginas2022-02-01 111 PC1030-F4 Verificaci N Post Vaciado RevMario UzuriagaAún no hay calificaciones
- PETS - ITM - MA-012 Instalación de Set MetálicoDocumento1 páginaPETS - ITM - MA-012 Instalación de Set MetálicoelmerAún no hay calificaciones
- ¿A2 o A4 - ¿Qué Acero Inoxidable Debo Elegir para Los Tornillos de Mi BarcoDocumento9 páginas¿A2 o A4 - ¿Qué Acero Inoxidable Debo Elegir para Los Tornillos de Mi BarcoJose Antonio RomaAún no hay calificaciones
- Block Hebel Mamposteria Confinada V - 08.20Documento16 páginasBlock Hebel Mamposteria Confinada V - 08.20Alberto GonzalezAún no hay calificaciones
- Especificaciones NIC 2000Documento10 páginasEspecificaciones NIC 2000Alexia Calero PavónAún no hay calificaciones
- Balance - Materiales DMEsDocumento10 páginasBalance - Materiales DMEsRicardo RomeroAún no hay calificaciones
- DISEÑO-ESTRUCTURAL-aliviadero de DemasiasDocumento4 páginasDISEÑO-ESTRUCTURAL-aliviadero de DemasiasAarónn XzAún no hay calificaciones
- Ficha Tecnica Galvadeck 25 AceroMartDocumento8 páginasFicha Tecnica Galvadeck 25 AceroMartRich NavarroAún no hay calificaciones
- Mahindra Pickup Manual de DespieceDocumento439 páginasMahindra Pickup Manual de DespieceAlejandro VegaAún no hay calificaciones
- Clase Losas Cruzadas-2018 Aula VirtualDocumento35 páginasClase Losas Cruzadas-2018 Aula VirtualKaren MercadoAún no hay calificaciones
- Nuevo Catálogo ConstrucciónDocumento8 páginasNuevo Catálogo ConstrucciónAdrian Campos MartínezAún no hay calificaciones
- Diseño de Porticos Robot StructuralDocumento7 páginasDiseño de Porticos Robot StructuralRobert Anthony Revollo OportoAún no hay calificaciones
- Diagnostico de Viviendas en El Sector HuancayoDocumento19 páginasDiagnostico de Viviendas en El Sector HuancayoKarla CárdenasAún no hay calificaciones
- Manual ImcaDocumento4 páginasManual Imcadro1362Aún no hay calificaciones
- Cimentaciones Superficiales Capacidad de Carga y Asentamientos 3Documento27 páginasCimentaciones Superficiales Capacidad de Carga y Asentamientos 3Bryan Jallorana MarcatincoAún no hay calificaciones
- Muro CortinaDocumento4 páginasMuro CortinaAntotonela Camia JuanAún no hay calificaciones
- Grupo F Zapatas CombinadasDocumento24 páginasGrupo F Zapatas Combinadasmiguel ParedesAún no hay calificaciones
- Copia de Cotizacion 2477 REX CUMMINS HITACHIDocumento1 páginaCopia de Cotizacion 2477 REX CUMMINS HITACHIMichael DuvanAún no hay calificaciones
- Organigrama CONSTRUCTORA INGENIEROS ASOCIADOS S.A.SDocumento8 páginasOrganigrama CONSTRUCTORA INGENIEROS ASOCIADOS S.A.SgeovannyAún no hay calificaciones
- 05 Ems Villa ContinentalDocumento20 páginas05 Ems Villa ContinentalMarco Antonio Mendoza TiconaAún no hay calificaciones
- Vertimientos Industria de La ConstruccionDocumento7 páginasVertimientos Industria de La ConstruccionVerano TraidorAún no hay calificaciones
- Ordenanza 2870/87 Mendoza, 30/12/1987Documento10 páginasOrdenanza 2870/87 Mendoza, 30/12/1987janemercedarioAún no hay calificaciones
- Metrado Mina La EstrellaDocumento4 páginasMetrado Mina La EstrellaaquispefaAún no hay calificaciones
- Memoria Descriptiva de Valorizacion N°01 - MigracionesDocumento12 páginasMemoria Descriptiva de Valorizacion N°01 - MigracionesFRANK ABNERD CALISAYA CONDORIAún no hay calificaciones
- Fue - Declaratoria de Fabrica Mza G, Lote 1Documento11 páginasFue - Declaratoria de Fabrica Mza G, Lote 1Carlos Reyes Castillo100% (1)