También podría gustarte
- Equipo # 3, Reporte de Practica LiquidosDocumento18 páginasEquipo # 3, Reporte de Practica LiquidosArturo MejiaAún no hay calificaciones
- Ingenieria Ambiental Contaminacion Del AguaDocumento7 páginasIngenieria Ambiental Contaminacion Del AguaFP RobertAún no hay calificaciones
- Norma Oficial Mexicana NOM-085-SEMARNAT-2011Documento3 páginasNorma Oficial Mexicana NOM-085-SEMARNAT-2011JUAN PABLO AM100% (1)
- Proceso Productivo Tubos de PVCDocumento8 páginasProceso Productivo Tubos de PVCAzaleas del CondorAún no hay calificaciones
- Tema #03. - Anlisis Matricial de EstructurasDocumento154 páginasTema #03. - Anlisis Matricial de EstructurasPedro Antonio Onofre100% (2)
- Flow Sheet Bottleling Plant Model PDFDocumento1 páginaFlow Sheet Bottleling Plant Model PDFDiego VilcaAún no hay calificaciones
- Informe Técnico 2016 - Diseño de Una Planta de Tratamiento de Aguas Residuales para El Rastro Municipal, Valladolid, YucatánDocumento126 páginasInforme Técnico 2016 - Diseño de Una Planta de Tratamiento de Aguas Residuales para El Rastro Municipal, Valladolid, YucatánCas TroAún no hay calificaciones
- Trilla y DesgraneDocumento17 páginasTrilla y DesgraneRainer EspinozaAún no hay calificaciones
- Ecomapa (Casa)Documento18 páginasEcomapa (Casa)nicolAún no hay calificaciones
- Navier Stokes Aplicado A La HidraulicaDocumento10 páginasNavier Stokes Aplicado A La HidraulicaLino Eduardo Vilchez DezaAún no hay calificaciones
- HUMIDIFICACIÓNDocumento17 páginasHUMIDIFICACIÓNHemylyAún no hay calificaciones
- Introducción Al Flujo de Los Fluidos TípicosDocumento12 páginasIntroducción Al Flujo de Los Fluidos TípicosHugo PetitAún no hay calificaciones
- 6 CompresoresDocumento56 páginas6 CompresoresJulio TapiaAún no hay calificaciones
- Mapa Mental TransmisoresDocumento1 páginaMapa Mental TransmisoresSonia Elorza100% (1)
- Intercambiador de Calor - Seis PasosDocumento6 páginasIntercambiador de Calor - Seis PasosHerbert SimsAún no hay calificaciones
- Ensayo Ingeniería VerdeDocumento2 páginasEnsayo Ingeniería VerdeJenny CastroAún no hay calificaciones
- Mapa Mental 2Documento2 páginasMapa Mental 2Mario Rivas ValenciaAún no hay calificaciones
- Hidraulica 5 Medidores de VelocidadDocumento6 páginasHidraulica 5 Medidores de VelocidadGrover Marcelo Monasterios SardónAún no hay calificaciones
- Marco ReferencialDocumento51 páginasMarco ReferencialEDWIN-GARCIA100% (2)
- Evaporador de Simple EfectoDocumento3 páginasEvaporador de Simple EfectoSebastian MartinezAún no hay calificaciones
- Exposición de Osmosis InversaDocumento18 páginasExposición de Osmosis InversaIvan Lopez100% (1)
- Examen Final OperacionesDocumento3 páginasExamen Final OperacionescarlizethrcAún no hay calificaciones
- Practica 3 Quimica IndustrialDocumento7 páginasPractica 3 Quimica IndustrialMarco GoldenAún no hay calificaciones
- Benzofenona DifenilaminaDocumento5 páginasBenzofenona DifenilaminaArenita GuerronAún no hay calificaciones
- Análisis de Segunda Ley de La Termodinámica para Un Volumen de ControlDocumento4 páginasAnálisis de Segunda Ley de La Termodinámica para Un Volumen de ControlMiguel RondónAún no hay calificaciones
- Tubos de PVC TeoriaDocumento227 páginasTubos de PVC TeoriaVictor Zapana ZapanaAún no hay calificaciones
- Sesión 6 Dti Cuarto de Calderas TípicoDocumento16 páginasSesión 6 Dti Cuarto de Calderas Típico47 RoninAún no hay calificaciones
- Extraccion Liquido - LiquidoDocumento49 páginasExtraccion Liquido - LiquidoAnonymous T7pNRph3dM100% (1)
- SamsungDocumento5 páginasSamsungEunice Martelo BeltranAún no hay calificaciones
- Entrega Final Ptar La Mesa.Documento23 páginasEntrega Final Ptar La Mesa.Kelly Diaz RestrepoAún no hay calificaciones
- Reactores HeterogéneosDocumento10 páginasReactores HeterogéneosJesus NoriegaAún no hay calificaciones
- Protocolo 3. Ley de Newton Del Enfriamiento-V1Documento4 páginasProtocolo 3. Ley de Newton Del Enfriamiento-V1Nixon IsraelAún no hay calificaciones
- Informe de Lab Fisicoquimica3 CineticaDocumento8 páginasInforme de Lab Fisicoquimica3 CineticaAllan Cortes BugueñoAún no hay calificaciones
- Práctica #5 Calibración Placa OrificioDocumento6 páginasPráctica #5 Calibración Placa OrificioBryanAngamarcaAún no hay calificaciones
- Hiposulfito de SodioDocumento4 páginasHiposulfito de SodioEva Maria Tenorio CHAún no hay calificaciones
- DESTILADORDocumento43 páginasDESTILADOREduardo SaintAún no hay calificaciones
- Clase 4A Transporte de Contaminantes PPT PDFDocumento43 páginasClase 4A Transporte de Contaminantes PPT PDFSarahi Hibiki Garrido JonesAún no hay calificaciones
- Cuello de GansoDocumento4 páginasCuello de GansoByron CayoAún no hay calificaciones
- Hidráulica: Pérdidas de EnergíaDocumento14 páginasHidráulica: Pérdidas de EnergíaCristian Pachon CorredorAún no hay calificaciones
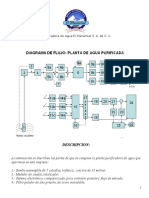
- Diagrama de Flujo DescripcionDocumento6 páginasDiagrama de Flujo DescripcionManuel Sanchez AAún no hay calificaciones
- Preguntas de InvestigacionDocumento22 páginasPreguntas de InvestigacionjhoniAún no hay calificaciones
- Dinamica de Fluidos PDFDocumento80 páginasDinamica de Fluidos PDFPablo Andrade SantillanAún no hay calificaciones
- Formatos OficialesDocumento7 páginasFormatos Oficialescaaarlooos_01Aún no hay calificaciones
- Ensayo - El Poder de La ColaboraciónDocumento6 páginasEnsayo - El Poder de La ColaboraciónBlanca Ortega ChagoyanAún no hay calificaciones
- TriacDocumento20 páginasTriac321Aún no hay calificaciones
- Perfil Saneamiento Rio Seco PDFDocumento40 páginasPerfil Saneamiento Rio Seco PDFOSCAR ITURRALDEAún no hay calificaciones
- SEDIMENTADORDocumento14 páginasSEDIMENTADORKarina ValderramaAún no hay calificaciones
- Regla de Las Fases de GibbsDocumento5 páginasRegla de Las Fases de GibbsArturo RamirezAún no hay calificaciones
- Estequiometría de Disoluciones2Documento27 páginasEstequiometría de Disoluciones2Ana CarolinaAún no hay calificaciones
- Residuos Sólidos Urbanos Rendimientos de RecolecciónDocumento6 páginasResiduos Sólidos Urbanos Rendimientos de RecolecciónMilton PereroAún no hay calificaciones
- Sedimentación y FiltraciónDocumento8 páginasSedimentación y Filtracióncarlosp7682Aún no hay calificaciones
- Sustancias Comprensibles VictorDocumento7 páginasSustancias Comprensibles VictorVictor Gonzales100% (1)
- Proceso de Fabricación Del Cemento Por Vía SecaDocumento2 páginasProceso de Fabricación Del Cemento Por Vía SecaDiego Zumarán100% (1)
- Detergente AK1 - Grupo BDocumento76 páginasDetergente AK1 - Grupo BLuis Solis GarayAún no hay calificaciones
- Practica No 8 " DERIVADOS HALOGENADOS"Documento8 páginasPractica No 8 " DERIVADOS HALOGENADOS"Zury CarrionAún no hay calificaciones
- Medidores de Flujo Compresible para CompartirDocumento11 páginasMedidores de Flujo Compresible para CompartirRogelio VillaseñorAún no hay calificaciones
- TRANSFERENCIA DE MASA FiltraciónDocumento32 páginasTRANSFERENCIA DE MASA FiltraciónLeydi DianaAún no hay calificaciones
- 03 Formato de Campo HidrobiologicoDocumento2 páginas03 Formato de Campo Hidrobiologicojgikasnn xdbAún no hay calificaciones
- Procesamiento de La Industria de Tuberias PVCDocumento7 páginasProcesamiento de La Industria de Tuberias PVCpercyAún no hay calificaciones
- 6to. AVANCE. GO4 - Fabricación de Tuberias de PVC Revision1 - 26 - 08 - 2022Documento22 páginas6to. AVANCE. GO4 - Fabricación de Tuberias de PVC Revision1 - 26 - 08 - 2022Anderson MarkAún no hay calificaciones
- Proceso Tubos PVCDocumento6 páginasProceso Tubos PVCAnonymous PDEpTC4Aún no hay calificaciones
- Flujo Del Proceso Productivo y Escalas de ProduccionDocumento8 páginasFlujo Del Proceso Productivo y Escalas de ProduccionYonny J Linares AAún no hay calificaciones
- FlotacionDocumento2 páginasFlotacionGaodAún no hay calificaciones
- Digno y Santo Kari JobeDocumento1 páginaDigno y Santo Kari Jobekaren209Aún no hay calificaciones
- Ejercicio Diagrama de Paleto ClasesDocumento2 páginasEjercicio Diagrama de Paleto ClasesGaodAún no hay calificaciones
- Marco Teorico ExposiciònDocumento2 páginasMarco Teorico ExposiciònGaodAún no hay calificaciones
- Carta BroasterDocumento2 páginasCarta BroasterGaodAún no hay calificaciones
- Practica 1 Osorio EstebanDocumento2 páginasPractica 1 Osorio EstebanGaod100% (1)
- Flujo de CajaDocumento30 páginasFlujo de CajaGaodAún no hay calificaciones
- Tipos de Diagrama de ProcesosDocumento4 páginasTipos de Diagrama de ProcesosGaod0% (1)
- Empresas Hidrocarburos PeruDocumento8 páginasEmpresas Hidrocarburos PeruGaodAún no hay calificaciones
- Definiciones de Procesos UnitariosDocumento1 páginaDefiniciones de Procesos UnitariosGaodAún no hay calificaciones
- MD Estadistica y Probabilidades 2015-3 - InGENIERIA - UTP - 25082Documento156 páginasMD Estadistica y Probabilidades 2015-3 - InGENIERIA - UTP - 25082HENRY50% (2)
- Ejecicios Presion Vapor ClapeyronDocumento3 páginasEjecicios Presion Vapor ClapeyronGaodAún no hay calificaciones
- EstadisticaDocumento15 páginasEstadisticaLauraMercadoAún no hay calificaciones
- Tecnicas de Supervision PDFDocumento8 páginasTecnicas de Supervision PDFrammlied18850% (1)
- Solemne 2 - 16 de Noviembre, 2021Documento5 páginasSolemne 2 - 16 de Noviembre, 2021SEBASTIAN IGNACIO SALDIAS SERRANOAún no hay calificaciones
- PM 11° Matematicas - I Periodo 2023Documento7 páginasPM 11° Matematicas - I Periodo 2023milenaAún no hay calificaciones
- HOYAS HIDROGRÁFICAS DE CHILE: SÉPTIMA REGIÓnDocumento37 páginasHOYAS HIDROGRÁFICAS DE CHILE: SÉPTIMA REGIÓnestefenpuchAún no hay calificaciones
- Comercial AlvarezDocumento54 páginasComercial AlvarezpalomaAún no hay calificaciones
- Apuntes SP ProduccionDocumento31 páginasApuntes SP ProduccionPedro Agirre IturbeAún no hay calificaciones
- Baremo 01072010Documento30 páginasBaremo 01072010Diego NiñoAún no hay calificaciones
- Cj-Ssoma-For-028Documento1 páginaCj-Ssoma-For-028Freddy JimenezAún no hay calificaciones
- Niea Isae 3000Documento15 páginasNiea Isae 3000pedroAún no hay calificaciones
- Hernandezarreguin Jorgealberto M13s3ai5Documento7 páginasHernandezarreguin Jorgealberto M13s3ai5AlbertoAún no hay calificaciones
- 1) ¿Qué Es Renta Ficta?Documento6 páginas1) ¿Qué Es Renta Ficta?fabian4deren4skylarAún no hay calificaciones
- Las Causas de Los Males Que Sufre El Pueblo VenezolanoDocumento7 páginasLas Causas de Los Males Que Sufre El Pueblo VenezolanoFranyelisAún no hay calificaciones
- Evaluación Diagnóstica 5° Grado 2024Documento17 páginasEvaluación Diagnóstica 5° Grado 2024Wilmer Florentino Príncipe VillavicencioAún no hay calificaciones
- Derecho Laboral Individual Power PointDocumento35 páginasDerecho Laboral Individual Power PointAngel BellaAún no hay calificaciones
- Diario 17-06-2018Documento24 páginasDiario 17-06-2018Pilar QCarranzaAún no hay calificaciones
- ProductividadDocumento3 páginasProductividadLaura Patricia Barbosa ReyesAún no hay calificaciones
- Tarea de Modelación #1Documento4 páginasTarea de Modelación #1Eddy FernandezAún no hay calificaciones
- Comprobante - Pago Seguridad Social - Marzo 2020 PDFDocumento1 páginaComprobante - Pago Seguridad Social - Marzo 2020 PDFClaudiaGarcìa100% (1)
- Divorcio Geronimo 1Documento4 páginasDivorcio Geronimo 1diana chaconAún no hay calificaciones
- Taller 5 Control y Aseguramiento de CalidadDocumento7 páginasTaller 5 Control y Aseguramiento de CalidadGerardo CamposAún no hay calificaciones
- Modulo 5 - MANEJO, HOMOGENEIZACION Y ALMACENAMIENTO DE LA MATERIA PRIMADocumento43 páginasModulo 5 - MANEJO, HOMOGENEIZACION Y ALMACENAMIENTO DE LA MATERIA PRIMASantiago MadridAún no hay calificaciones
- El Capítulo 27 Del Libro de Samuelson Nordhaus Se Lo Puede Dividir en Dos PartesDocumento2 páginasEl Capítulo 27 Del Libro de Samuelson Nordhaus Se Lo Puede Dividir en Dos PartesKATIA ISABEL SORIA PIMENTELAún no hay calificaciones
- Instrumentacion Virtual NTM31-2 PDFDocumento13 páginasInstrumentacion Virtual NTM31-2 PDFCitlaliAún no hay calificaciones
- Ensayo #3 Peso VolumetricoDocumento14 páginasEnsayo #3 Peso VolumetricoLeonardo PairazamanAún no hay calificaciones
- YeyoDocumento6 páginasYeyoIvanAún no hay calificaciones
- Mc. Evaluacion FinancieraDocumento7 páginasMc. Evaluacion FinancieraCruz Aguilera Carlos GabrielAún no hay calificaciones
- Consanguinidad y AfinidadDocumento2 páginasConsanguinidad y AfinidadManu MendozaAún no hay calificaciones