También podría gustarte
- Vela DeroDocumento17 páginasVela DeroYesi CeballosAún no hay calificaciones
- SMEDocumento39 páginasSMEYesi CeballosAún no hay calificaciones
- Plan de Trabajo Final-Matias MerloDocumento11 páginasPlan de Trabajo Final-Matias MerloYesi CeballosAún no hay calificaciones
- Pyro 20082Documento3 páginasPyro 20082Yesi CeballosAún no hay calificaciones
- Inf Ensayo Granulo Quimico MDVDocumento4 páginasInf Ensayo Granulo Quimico MDVYesi CeballosAún no hay calificaciones
- Manual VentilacionDocumento175 páginasManual VentilacionYesi CeballosAún no hay calificaciones
- Informe Mineral FF3 - MDV.Documento7 páginasInforme Mineral FF3 - MDV.Yesi CeballosAún no hay calificaciones
- Conminución SmeDocumento88 páginasConminución SmeYesi CeballosAún no hay calificaciones
- Mular y BapphuDocumento136 páginasMular y BapphuYesi Ceballos100% (2)
- The History of GrindingDocumento63 páginasThe History of GrindingYesi CeballosAún no hay calificaciones
- Flotación SmeDocumento47 páginasFlotación SmeYesi Ceballos100% (2)
- La Historia de La Conminución 4Documento18 páginasLa Historia de La Conminución 4Yesi CeballosAún no hay calificaciones
- La Historia de La Conminución 5Documento8 páginasLa Historia de La Conminución 5Yesi CeballosAún no hay calificaciones
- Presentación Parametros de SostenimientoDocumento42 páginasPresentación Parametros de SostenimientoYesi CeballosAún no hay calificaciones
- La Historia de La ConminuciónDocumento14 páginasLa Historia de La ConminuciónYesi Ceballos80% (5)
- La Historia de La Conminución 3Documento9 páginasLa Historia de La Conminución 3Yesi CeballosAún no hay calificaciones
- Presentación Tojeos o SaneosDocumento25 páginasPresentación Tojeos o SaneosYesi Ceballos100% (1)
- La Historia de La Conminución 2Documento12 páginasLa Historia de La Conminución 2Yesi CeballosAún no hay calificaciones
- 9 Redes de Distribución NANCY 2Documento11 páginas9 Redes de Distribución NANCY 2Carlos CastroAún no hay calificaciones
- Mapa Conceptual de Los Modelos de Gestión en Los NegociosDocumento3 páginasMapa Conceptual de Los Modelos de Gestión en Los Negociosnayumi gonzalezAún no hay calificaciones
- Métodos de ValoraciónDocumento14 páginasMétodos de ValoracióngabyAún no hay calificaciones
- Estructura de La Monografia Planificacion Del Proyecto mmtr2Documento19 páginasEstructura de La Monografia Planificacion Del Proyecto mmtr2Alonso ARAún no hay calificaciones
- Preproyecto Faraday FisicaDocumento10 páginasPreproyecto Faraday FisicaEsteban Barbosa Velasquez50% (2)
- Cocientes NotablesDocumento5 páginasCocientes NotablesLuis Oswaldo Medina MoncadaAún no hay calificaciones
- Guía #3 Grado 10 Pensamiento Critico y CreativoDocumento9 páginasGuía #3 Grado 10 Pensamiento Critico y CreativoSergio RojasAún no hay calificaciones
- Catalogo Serie SD750Documento56 páginasCatalogo Serie SD750Sebastian Montaño RodriguezAún no hay calificaciones
- CA Cervix AcogDocumento5 páginasCA Cervix AcogMelissa Garcia SandovalAún no hay calificaciones
- Diccionario de Areas AnatomicasDocumento61 páginasDiccionario de Areas AnatomicasByron GonzalezAún no hay calificaciones
- Ejercicios Resueltos de Diagramas de SecuenciaDocumento106 páginasEjercicios Resueltos de Diagramas de SecuenciaJohn Raver50% (2)
- Huanuco Tomaykichwa LucmaDocumento7 páginasHuanuco Tomaykichwa Lucmamercedes candyAún no hay calificaciones
- Empresa TLDocumento32 páginasEmpresa TLKaren FiorelaAún no hay calificaciones
- Demanda de Amparo - Alicorp.Documento36 páginasDemanda de Amparo - Alicorp.Jorge L. Galvez RiosAún no hay calificaciones
- 5 PotenciasDocumento46 páginas5 PotenciasfilibertoAún no hay calificaciones
- 3° Clase Virtual 5°Documento9 páginas3° Clase Virtual 5°silvia salonioAún no hay calificaciones
- 01 ModificadoDocumento2 páginas01 ModificadoDuverly CcalliAún no hay calificaciones
- Ejercicio 2 - Estadistica y ProbabilidadDocumento16 páginasEjercicio 2 - Estadistica y ProbabilidadLaura Valentina Gaitan Gamez100% (1)
- Escala LogarítmicaDocumento6 páginasEscala LogarítmicaPaulita BuenoAún no hay calificaciones
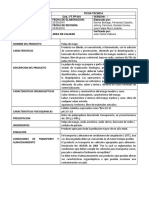
- Formato de Ficha TécnicaDocumento2 páginasFormato de Ficha TécnicaJUAN FELIPE RICO LONDO¥OAún no hay calificaciones
- Resolución Rectoral No. 06 Dtos. Por Promedio 2021-1Documento7 páginasResolución Rectoral No. 06 Dtos. Por Promedio 2021-1Laura RodriguezAún no hay calificaciones
- INTEROPERABILIDAD TelesaludDocumento6 páginasINTEROPERABILIDAD TelesaludMiguel GalindoAún no hay calificaciones
- CANON MG2400 Series - 20-1-20Documento2 páginasCANON MG2400 Series - 20-1-20Rafael GonzalezAún no hay calificaciones
- Contrato de Opción Exclusiva de AlquilerDocumento1 páginaContrato de Opción Exclusiva de AlquilerJohn Dos PassosAún no hay calificaciones
- Constante de BoltzmannDocumento3 páginasConstante de Boltzmannricva_rjAún no hay calificaciones
- TeodolitoDocumento2 páginasTeodolitoWilliam DueñasAún no hay calificaciones
- Pulpo ArcoirisDocumento7 páginasPulpo ArcoirisEDIT PEREZAún no hay calificaciones
- ACEITE DE RICINO Tecnología FarmaceuticaDocumento7 páginasACEITE DE RICINO Tecnología FarmaceuticaLuis Chimal100% (1)
- Secundaria: º 1.-Numeros Decimales Y EnterosDocumento15 páginasSecundaria: º 1.-Numeros Decimales Y EnterosProfr Jorge A MinorAún no hay calificaciones
- Reflexión Sobre La Escala de Desarrollo Brunet - LezineDocumento7 páginasReflexión Sobre La Escala de Desarrollo Brunet - LezineMayra FriasAún no hay calificaciones