También podría gustarte
- Laboratorio #3 Electrónica BásicaDocumento1 páginaLaboratorio #3 Electrónica BásicaTatiana ArangoAún no hay calificaciones
- Organizacion de TallerDocumento8 páginasOrganizacion de TallerTatiana ArangoAún no hay calificaciones
- TornosDocumento8 páginasTornosTatiana ArangoAún no hay calificaciones
- Presentacion DiseñoDocumento5 páginasPresentacion DiseñoTatiana ArangoAún no hay calificaciones
- Cargando y Descargando Un CapacitorDocumento3 páginasCargando y Descargando Un CapacitorTatiana ArangoAún no hay calificaciones
- Que Es HojalateríaDocumento1 páginaQue Es HojalateríaTatiana ArangoAún no hay calificaciones
- TornosDocumento8 páginasTornosTatiana ArangoAún no hay calificaciones
- Soldadura Por Arco Electrico Con Alambre TubularDocumento7 páginasSoldadura Por Arco Electrico Con Alambre TubularTatiana ArangoAún no hay calificaciones
- Ficha Tecnica TravertinoDocumento5 páginasFicha Tecnica Travertinofer4oca4a4hortalAún no hay calificaciones
- Calculo de FleteDocumento2 páginasCalculo de FleteLeonardo Garro EspinozaAún no hay calificaciones
- Apunte CielorrasosDocumento11 páginasApunte CielorrasosVioleta GarcíaAún no hay calificaciones
- Tarea 2 Materiales Usados en Piezas FundidasDocumento2 páginasTarea 2 Materiales Usados en Piezas FundidasArturo HilarioAún no hay calificaciones
- Cuestionario Subtemas 5 - 1 - y - 5 - 2-ALUMNOSDocumento8 páginasCuestionario Subtemas 5 - 1 - y - 5 - 2-ALUMNOSJuan Martin OropezaAún no hay calificaciones
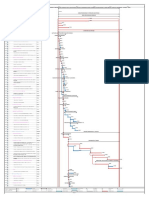
- Cronograma Fisico YanacanchaDocumento10 páginasCronograma Fisico YanacanchachuachupomaAún no hay calificaciones
- Castro TFDocumento162 páginasCastro TFPamela Ricse AtanacioAún no hay calificaciones
- Conductores EléctricosDocumento5 páginasConductores EléctricoswillefrancAún no hay calificaciones
- Diseño de Mezclas de Concreto en Estado Fresco Aci 211Documento13 páginasDiseño de Mezclas de Concreto en Estado Fresco Aci 211Nicole charcaAún no hay calificaciones
- Curso Concreto Armado Parte 1 232460 Downloable 707296Documento31 páginasCurso Concreto Armado Parte 1 232460 Downloable 707296flor sanchezAún no hay calificaciones
- Clasificación de Los MaterialesDocumento10 páginasClasificación de Los MaterialesJorge Luis MuñozAún no hay calificaciones
- Catalogo General Klingspor 2021Documento396 páginasCatalogo General Klingspor 2021Cesar ChavzamAún no hay calificaciones
- Compuestos de Matriz CeramicaDocumento4 páginasCompuestos de Matriz Ceramicafabi721Aún no hay calificaciones
- Memoria Decriptiva AlbañilDocumento6 páginasMemoria Decriptiva AlbañilJuan Carlos Gomez RiveraAún no hay calificaciones
- Informe Diario GDSE-Día Operativo 14.11.2022Documento2 páginasInforme Diario GDSE-Día Operativo 14.11.2022Franco Camacho CanchariAún no hay calificaciones
- Fibra de Vidrio y El AluminioDocumento59 páginasFibra de Vidrio y El AluminioTerry Cusihuaman CcamaAún no hay calificaciones
- Mapa Mental y Mapa SinopticoDocumento3 páginasMapa Mental y Mapa Sinopticoandrea umañaAún no hay calificaciones
- Memoria de Calculo Fe y AlegriaDocumento9 páginasMemoria de Calculo Fe y AlegriaLuis Alfredo Gomez MostacedoAún no hay calificaciones
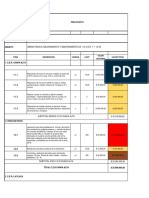
- Presupuesto EvaluadoDocumento35 páginasPresupuesto EvaluadoNicolas Armando Arredondo ArangoAún no hay calificaciones
- Memoria Descriptiva - ViviendaDocumento16 páginasMemoria Descriptiva - ViviendaTony Vilchez YarihuamanAún no hay calificaciones
- Cerco Perimetrico Con Valor de K y Valorizacion ReajustadaDocumento11 páginasCerco Perimetrico Con Valor de K y Valorizacion ReajustadaRosmel Herrera Carhuaricra100% (1)
- P02-Cementos y AdicionesDocumento59 páginasP02-Cementos y AdicionesRocio Marquina CcoilloAún no hay calificaciones
- Tecnologia Del HormigonDocumento3 páginasTecnologia Del Hormigonjimena choqueAún no hay calificaciones
- Album de 50 Materiales de ConstruccionDocumento8 páginasAlbum de 50 Materiales de Construccionjoseandrescoreaaviles18Aún no hay calificaciones
- Materiales SJTDocumento7 páginasMateriales SJTRicardo BustamanteAún no hay calificaciones
- Ficha Mallas Electrosoldadas Aceros Cox 1Documento4 páginasFicha Mallas Electrosoldadas Aceros Cox 1Estefano Escobar TapiaAún no hay calificaciones
- Ejemplo de Presupuesto de Materiales de Tapia en ExcelDocumento10 páginasEjemplo de Presupuesto de Materiales de Tapia en ExcelfunnezAún no hay calificaciones
- Tema 6 - Reparacion de Materiales CompuestosDocumento50 páginasTema 6 - Reparacion de Materiales CompuestosWoodrow FoxAún no hay calificaciones
- Comprobaciones Del Pilar C1, C4, C11, C14Documento73 páginasComprobaciones Del Pilar C1, C4, C11, C14joseoswaldo2014Aún no hay calificaciones
- Partidas A TrabajarDocumento4 páginasPartidas A TrabajarAliss GrandeAún no hay calificaciones