También podría gustarte
- Check List Cuchillo AutoretractilDocumento1 páginaCheck List Cuchillo AutoretractilLuis Santelices VarasAún no hay calificaciones
- Reglamento para Uso de LockersDocumento3 páginasReglamento para Uso de LockersarturoitesmAún no hay calificaciones
- Diseño de BotaderosDocumento22 páginasDiseño de BotaderosPedro Alejandro Zamorano UlloaAún no hay calificaciones
- Banco Preguntas Oficiales PNPDocumento1050 páginasBanco Preguntas Oficiales PNPmartingoytizolo100% (12)
- Informe de Iluminacion - 2Documento7 páginasInforme de Iluminacion - 2Jonathan CárcamoAún no hay calificaciones
- Diseño de Instalaciones MinerasDocumento35 páginasDiseño de Instalaciones MinerasRicardo Salinas100% (1)
- PC 2Documento33 páginasPC 2Jeyson Miguel Mercado ChirinosAún no hay calificaciones
- SEM14Documento12 páginasSEM14Jeyson Miguel Mercado ChirinosAún no hay calificaciones
- Tarea Semana 8Documento3 páginasTarea Semana 8Jeyson Miguel Mercado ChirinosAún no hay calificaciones
- FichasssDocumento10 páginasFichasssJeyson Miguel Mercado ChirinosAún no hay calificaciones
- Formulacion de ProyectosDocumento4 páginasFormulacion de ProyectosJeyson Miguel Mercado ChirinosAún no hay calificaciones
- Examen FinalDocumento20 páginasExamen FinalJeyson Miguel Mercado ChirinosAún no hay calificaciones
- Acv S14Documento7 páginasAcv S14Jeyson Miguel Mercado ChirinosAún no hay calificaciones
- Semana 5 - PDF - Indicaciones para La Tarea Académica 1Documento5 páginasSemana 5 - PDF - Indicaciones para La Tarea Académica 1Jeyson Miguel Mercado ChirinosAún no hay calificaciones
- PC2 Contabilidad General-1Documento5 páginasPC2 Contabilidad General-1Jeyson Miguel Mercado ChirinosAún no hay calificaciones
- 3 Prac Calif 3invest OperatDocumento8 páginas3 Prac Calif 3invest OperatJeyson Miguel Mercado ChirinosAún no hay calificaciones
- AsdasdasdasdaDocumento2 páginasAsdasdasdasdaJeyson Miguel Mercado ChirinosAún no hay calificaciones
- PC1Documento1 páginaPC1Jeyson Miguel Mercado ChirinosAún no hay calificaciones
- Pc3 Contabilidad GeneralDocumento4 páginasPc3 Contabilidad GeneralJeyson Miguel Mercado ChirinosAún no hay calificaciones
- GrifoDocumento2 páginasGrifoJeyson Miguel Mercado ChirinosAún no hay calificaciones
- Final IntegradorDocumento183 páginasFinal IntegradorJeyson Miguel Mercado ChirinosAún no hay calificaciones
- Acta de Constitucion Del ProyectoDocumento5 páginasActa de Constitucion Del ProyectoJeyson Miguel Mercado ChirinosAún no hay calificaciones
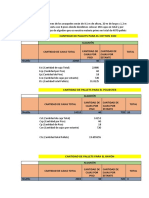
- Cantidad de PalletsDocumento2 páginasCantidad de PalletsJeyson Miguel Mercado ChirinosAún no hay calificaciones
- El ProductoDocumento29 páginasEl ProductoJeyson Miguel Mercado ChirinosAún no hay calificaciones
- Olp, OcpDocumento10 páginasOlp, OcpJeyson Miguel Mercado ChirinosAún no hay calificaciones
- PC3 Contabilidad GeneralDocumento4 páginasPC3 Contabilidad GeneralJeyson Miguel Mercado ChirinosAún no hay calificaciones
- PC2 ConatabilidadDocumento12 páginasPC2 ConatabilidadJeyson Miguel Mercado ChirinosAún no hay calificaciones
- Estado de Situacion Financiera AlicorpDocumento2 páginasEstado de Situacion Financiera AlicorpJeyson Miguel Mercado ChirinosAún no hay calificaciones
- Preguntas Entrevista EstructuradaDocumento2 páginasPreguntas Entrevista EstructuradaCesar Jose Avendaño BriceñoAún no hay calificaciones
- Cómo Está Formada La Brigada de Primeros AuxiliosDocumento2 páginasCómo Está Formada La Brigada de Primeros AuxiliosAlberto DomínguezAún no hay calificaciones
- 1.2 Calidad en El Servicio.Documento5 páginas1.2 Calidad en El Servicio.Jaxel Zur ZebdreAún no hay calificaciones
- Tarea1 TornosDocumento5 páginasTarea1 TornosPedro Vergara VazquezAún no hay calificaciones
- Presas de TierraDocumento50 páginasPresas de Tierradenihtg83% (12)
- I-GER-09 Armada de Andamios Vrs 1Documento9 páginasI-GER-09 Armada de Andamios Vrs 1efrencarvajalcAún no hay calificaciones
- Maquinaria PesadaDocumento7 páginasMaquinaria PesadaRicardo Miguel Samanamud AceroAún no hay calificaciones
- Actividad de Aprendizaje 13 Evidencia 1 Tecnologias de La Informacion y La ComunicacionDocumento5 páginasActividad de Aprendizaje 13 Evidencia 1 Tecnologias de La Informacion y La ComunicacionJULIAN ARIAS CASTROAún no hay calificaciones
- Plantilla Colpensiones 2021Documento3 páginasPlantilla Colpensiones 2021Luisa RomeroAún no hay calificaciones
- Mision Argentina en Libia 1974 Ministerio de Bienestar Social de La Nacion PDFDocumento61 páginasMision Argentina en Libia 1974 Ministerio de Bienestar Social de La Nacion PDFFernanDiazAún no hay calificaciones
- Navarro - Arely - Ecuaciones Cuadraticas 100Documento3 páginasNavarro - Arely - Ecuaciones Cuadraticas 100SandovalGabrielaAún no hay calificaciones
- Fichas PDFDocumento236 páginasFichas PDFKemaa SGAún no hay calificaciones
- Modelos de Linea de EsperaDocumento16 páginasModelos de Linea de EsperaLara Andrade IgnacioAún no hay calificaciones
- LIDERAZGODocumento3 páginasLIDERAZGOCésar Alonso Saavedra AlamaAún no hay calificaciones
- Activación Catalizadores - HDTDocumento12 páginasActivación Catalizadores - HDTJuan Carlos Castaño TorresAún no hay calificaciones
- Inyectores DieselDocumento11 páginasInyectores DieselJose Antonio Apaza OrtizAún no hay calificaciones
- Trabajo de Calidad 2 (Taller)Documento8 páginasTrabajo de Calidad 2 (Taller)Carmen Florez RomeroAún no hay calificaciones
- Factores Determinantes Del AprendizajeDocumento3 páginasFactores Determinantes Del Aprendizajeblaz27100% (1)
- MaquinasDocumento8 páginasMaquinasSantiago Albino Flores ChavarriaAún no hay calificaciones
- Libro - Taller de Negocios - Finanl1Documento655 páginasLibro - Taller de Negocios - Finanl1Elkin Roy Arotinco Cuadros100% (1)
- 1re Laboratorio de Electronica de Potencia Fim-UniDocumento19 páginas1re Laboratorio de Electronica de Potencia Fim-UniHenry Rivas LauraAún no hay calificaciones
- Reglamento Edif BarilocheDocumento14 páginasReglamento Edif Barilocheromina100% (1)
- Tarifa 2021Documento298 páginasTarifa 2021Marco Rodriguez FernandezAún no hay calificaciones
- Entorno TecnológicoDocumento17 páginasEntorno TecnológicoBalinha TropaAún no hay calificaciones