También podría gustarte
- Ejercicios Resueltos PotenciaDocumento6 páginasEjercicios Resueltos PotenciaLeonardo Quevedo0% (1)
- Tecnologias Combinadas (Conalep)Documento5 páginasTecnologias Combinadas (Conalep)griselda fabre40% (35)
- Historia de Ferrari Ghezzi CompressDocumento6 páginasHistoria de Ferrari Ghezzi CompressElamor DetuvidaAún no hay calificaciones
- Error de Excel - Se Produjo Un Problema Al Enviar El Comando Al ProgramaDocumento2 páginasError de Excel - Se Produjo Un Problema Al Enviar El Comando Al ProgramaulperezAún no hay calificaciones
- Cadena de Valor Guia de Analisis Del Caso Harvard 2 Ford Motor CompanyDocumento10 páginasCadena de Valor Guia de Analisis Del Caso Harvard 2 Ford Motor Companyanabelsubia99Aún no hay calificaciones
- Impacto de Las Redes Sociales Sobre Las Variables de Decision de Los AgentesDocumento30 páginasImpacto de Las Redes Sociales Sobre Las Variables de Decision de Los AgentesCatherine CaballeroAún no hay calificaciones
- Los Cinco Focos de La Mafia Colombiana 1968 1988 Elementos para Una Historia Darío Betancourt EcheverryDocumento21 páginasLos Cinco Focos de La Mafia Colombiana 1968 1988 Elementos para Una Historia Darío Betancourt EcheverryPaula VasquezAún no hay calificaciones
- Módulo: Derecho Civil 5: ContratosDocumento11 páginasMódulo: Derecho Civil 5: ContratosPaulAún no hay calificaciones
- Acero Al BoroDocumento3 páginasAcero Al BoroAdrian AnsaldiAún no hay calificaciones
- CTTO PF ESR ServiciosDocumento4 páginasCTTO PF ESR ServiciosDaniel Tudela HigueraAún no hay calificaciones
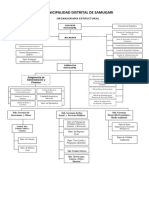
- SamugariDocumento1 páginaSamugariRubén Michca HuayllaniAún no hay calificaciones
- Ciclo Hidrologico, Cuencas, Gestion y ManejoDocumento14 páginasCiclo Hidrologico, Cuencas, Gestion y ManejoNatali LugoAún no hay calificaciones
- Demanda de Divorcio Por Corregir Del Señor PazosDocumento4 páginasDemanda de Divorcio Por Corregir Del Señor PazosTahiry VillamarAún no hay calificaciones
- Practica #3 - Mecanismos Del AutomovilDocumento3 páginasPractica #3 - Mecanismos Del AutomovilCristian Najar OcharanAún no hay calificaciones
- Certificado de Nacido Vivo Antecedente para El Registro CivilDocumento1 páginaCertificado de Nacido Vivo Antecedente para El Registro CivilISABELLA ESTUDIOSAún no hay calificaciones
- Nestle Fitness Comportamiento Del ConsumidorDocumento13 páginasNestle Fitness Comportamiento Del ConsumidorfercespedesAún no hay calificaciones
- Localidad de UsmeDocumento69 páginasLocalidad de Usmesilvia casallasAún no hay calificaciones
- Sesión 05Documento25 páginasSesión 05Alejandro ParedesAún no hay calificaciones
- Iso 22001Documento25 páginasIso 22001Caroline Alexandra Campos TasaycoAún no hay calificaciones
- Semana 11 - Tarea Académica 2 - Parte 2 - Esquema de Redacción FINALDocumento9 páginasSemana 11 - Tarea Académica 2 - Parte 2 - Esquema de Redacción FINALKassandra MirandaAún no hay calificaciones
- Modelamiento Introduccion Al TemaDocumento7 páginasModelamiento Introduccion Al TemaCristian Lujan MorejonAún no hay calificaciones
- Infografía Costo Justo Tiempo.Documento3 páginasInfografía Costo Justo Tiempo.KEVYN IGUARDIAAún no hay calificaciones
- Clase 1 CURSO - Infancias y PantallasDocumento24 páginasClase 1 CURSO - Infancias y PantallasAnalia AniAún no hay calificaciones
- Taller Varios, Medidas de Resumen ESTADISTICA INACAPDocumento1 páginaTaller Varios, Medidas de Resumen ESTADISTICA INACAPEduardo VillegasAún no hay calificaciones
- Curriculum Ruhela Actualizado-2021Documento13 páginasCurriculum Ruhela Actualizado-2021BRIANAún no hay calificaciones
- ACTA DE REUNION DE PADRES DE FAMILIA DEL 6to GRADO PDFDocumento3 páginasACTA DE REUNION DE PADRES DE FAMILIA DEL 6to GRADO PDFRosse Mary SalazarAún no hay calificaciones
- Trabajo Se SeguridadDocumento6 páginasTrabajo Se SeguridadMega Inversiones Jaen100% (1)
- Anexo 5 - Matriz 1 - Analisis de Riesgos - 219017 - 2Documento260 páginasAnexo 5 - Matriz 1 - Analisis de Riesgos - 219017 - 2Talento Humano Educación SantanderAún no hay calificaciones
- Manual Uso NewDocumento33 páginasManual Uso Newjoaking1992Aún no hay calificaciones
- Prius PDFDocumento132 páginasPrius PDFJorge Ruz100% (1)