También podría gustarte
- 7.BUS de Corriente Continua (DC) PDFDocumento38 páginas7.BUS de Corriente Continua (DC) PDFjglunaAún no hay calificaciones
- GDL y Modos de VibraciónDocumento1 páginaGDL y Modos de VibraciónLuis Francisco Herrera GarayAún no hay calificaciones
- Plan Actualizado 2014 MIMDocumento36 páginasPlan Actualizado 2014 MIMAnonymous 8o2iZ6n0% (1)
- Vibración Libre No Amortiguada X FDocumento1 páginaVibración Libre No Amortiguada X FLuis Francisco Herrera GarayAún no hay calificaciones
- Vibración Libre XDocumento1 páginaVibración Libre XLuis Francisco Herrera GarayAún no hay calificaciones
- Vibración Forzada No AmortiguadaDocumento1 páginaVibración Forzada No AmortiguadaLuis Francisco Herrera GarayAún no hay calificaciones
- Vibración Libre AmortiguadaDocumento1 páginaVibración Libre AmortiguadaLuis Francisco Herrera GarayAún no hay calificaciones
- Pisador - Leva2.0-Análisis Estático 1-1Documento12 páginasPisador - Leva2.0-Análisis Estático 1-1Luis Francisco Herrera GarayAún no hay calificaciones
- VerbsDocumento4 páginasVerbsFrancisco AlcantaraAún no hay calificaciones
- Planta BajaDocumento1 páginaPlanta BajaLuis Francisco Herrera GarayAún no hay calificaciones
- FDocumento2 páginasFLuis Francisco Herrera GarayAún no hay calificaciones
- ProblemaDocumento1 páginaProblemaLuis Francisco Herrera GarayAún no hay calificaciones
- PoetryDocumento1 páginaPoetryLuis Francisco Herrera GarayAún no hay calificaciones
- ALAMCENAMIENTODocumento1 páginaALAMCENAMIENTOLuis Francisco Herrera GarayAún no hay calificaciones
- Diagrama DiseñoDocumento2 páginasDiagrama DiseñoLuis Francisco Herrera GarayAún no hay calificaciones
- Toefl Itp Web PDFDocumento6 páginasToefl Itp Web PDFRicardo MerinoAún no hay calificaciones
- Dos Métodos para Distribuir Las Fuerzas Horizontales A Los PorticosDocumento12 páginasDos Métodos para Distribuir Las Fuerzas Horizontales A Los PorticosraulcarooAún no hay calificaciones
- Boceto-2-Análisis Estático 1-1Documento11 páginasBoceto-2-Análisis Estático 1-1Luis Francisco Herrera GarayAún no hay calificaciones
- Lista de InstitucionesDocumento110 páginasLista de InstitucionesLuis Ángel SánchezAún no hay calificaciones
- ConjuncionesDocumento1 páginaConjuncionesLuis Francisco Herrera GarayAún no hay calificaciones
- DerivadasDocumento1 páginaDerivadasLuis Francisco Herrera GarayAún no hay calificaciones
- Calendario Académico Cuatrimestral 2020Documento1 páginaCalendario Académico Cuatrimestral 2020JuanMiranda100% (1)
- VerbsDocumento4 páginasVerbsFrancisco AlcantaraAún no hay calificaciones
- Screenshot 20200210-102229Documento1 páginaScreenshot 20200210-102229Luis Francisco Herrera GarayAún no hay calificaciones
- Planta BajaDocumento1 páginaPlanta BajaLuis Francisco Herrera GarayAún no hay calificaciones
- Sistema de CorteDocumento1 páginaSistema de CorteLuis Francisco Herrera GarayAún no hay calificaciones
- Avance ReporteDocumento25 páginasAvance ReporteLuis Francisco Herrera GarayAún no hay calificaciones
- Cit Ref (Ieee)Documento17 páginasCit Ref (Ieee)Diego Chavez LouiAún no hay calificaciones
- MPDFDocumento9 páginasMPDFLuis Francisco Herrera GarayAún no hay calificaciones
- Prac 2 Curvas Caracteristicas de Diferentes DiodosDocumento2 páginasPrac 2 Curvas Caracteristicas de Diferentes DiodosLuis AlbertoAún no hay calificaciones
- Circuitos Electricos SalasDocumento9 páginasCircuitos Electricos SalasYary LopezAún no hay calificaciones
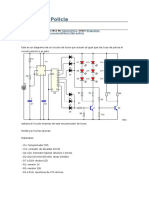
- Luces Tipo PoliciaDocumento5 páginasLuces Tipo PoliciaVictor Raul Osnayo MamaniAún no hay calificaciones
- 08 Leviton PDFDocumento24 páginas08 Leviton PDFRustbelStithMontillaAún no hay calificaciones
- Principios Funfamentales de La ElectricidadDocumento20 páginasPrincipios Funfamentales de La ElectricidadFrank Deivid Rosales BernaAún no hay calificaciones
- Trabajo 2 CorteDocumento23 páginasTrabajo 2 CorteJohn AustinAún no hay calificaciones
- Apuntes Triac y DiacDocumento14 páginasApuntes Triac y DiactavonitoAún no hay calificaciones
- Ah de Servir para AlgoDocumento10 páginasAh de Servir para AlgoMigue Muñoz NopeAún no hay calificaciones
- Electronica Aplicada IEEEDocumento6 páginasElectronica Aplicada IEEEJulian RoaAún no hay calificaciones
- Mezcladora de AudioDocumento16 páginasMezcladora de AudioMarco Antonio Perez VazquezAún no hay calificaciones
- Matriz de LED 8X8Documento9 páginasMatriz de LED 8X8mrs_slAún no hay calificaciones
- SimbologiaDocumento13 páginasSimbologiaWilson MoralesAún no hay calificaciones
- Lab 3 - Rectificadores y Fuente DC No ReguladaDocumento7 páginasLab 3 - Rectificadores y Fuente DC No ReguladaTobimainlayton MisattAún no hay calificaciones
- Actividad 1.1 Conceptos de Electrónica - 061526Documento4 páginasActividad 1.1 Conceptos de Electrónica - 061526Efren DiazAún no hay calificaciones
- Informe Cuarta EtapaDocumento22 páginasInforme Cuarta EtapaSimon HernandezAún no hay calificaciones
- Tarea 4 - Metales y MetalurgiaDocumento10 páginasTarea 4 - Metales y Metalurgialuis hernando rios molanoAún no hay calificaciones
- 16 Alarma para Automovil PDFDocumento4 páginas16 Alarma para Automovil PDFJilsevillaAún no hay calificaciones
- Informe N 1 5 Amplificadores de PotenciaDocumento18 páginasInforme N 1 5 Amplificadores de PotenciaGamers CannabitAún no hay calificaciones
- Cuestionario Capitulo-6Documento5 páginasCuestionario Capitulo-6Jesus Alejandro CalamacoAún no hay calificaciones
- Peru Holding de Turismo S.A.A. Ef 14 16 04 15Documento26 páginasPeru Holding de Turismo S.A.A. Ef 14 16 04 15Piero Yanac MelgarejoAún no hay calificaciones
- Practica 7 DispositivosDocumento7 páginasPractica 7 DispositivosSergio Alejandro PerezAún no hay calificaciones
- PRACTICA No 4 RectificadoresDocumento4 páginasPRACTICA No 4 Rectificadoressheila vianeyAún no hay calificaciones
- Práctica 3Documento6 páginasPráctica 3Kevin Ascue ContrerasAún no hay calificaciones
- Tema 02 - Fuentes de Voltaje y CorrienteDocumento9 páginasTema 02 - Fuentes de Voltaje y CorrienteCristian DíazAún no hay calificaciones
- Det. GeHPDocumento6 páginasDet. GeHPvictor manuel viera castilloAún no hay calificaciones
- Fisica 2da ParteDocumento6 páginasFisica 2da ParteJavier Gustavo Chuco ChucoAún no hay calificaciones
- Trabajo Circuitos AndresDocumento15 páginasTrabajo Circuitos Andresesteban morenoAún no hay calificaciones
- Caracteristica CuadraticaDocumento14 páginasCaracteristica CuadraticaKaren Peña ReyesAún no hay calificaciones
- Para Aportar o Consultar Una Fallas Resueltas Entre AhttpDocumento52 páginasPara Aportar o Consultar Una Fallas Resueltas Entre Ahttpindavi100% (1)