También podría gustarte
- 1.2 Formato de Carta de Exposicion de MotivosDocumento1 página1.2 Formato de Carta de Exposicion de MotivosPolet Camara RuizAún no hay calificaciones
- FGHDocumento178 páginasFGHPascual RuizAún no hay calificaciones
- Protesta Facultad JonaDocumento1 páginaProtesta Facultad JonaAlison SánchezAún no hay calificaciones
- Las Fuentes de ElectricidadDocumento3 páginasLas Fuentes de ElectricidadPascual RuizAún no hay calificaciones
- 02 Guía para Elaborar ProyectosDocumento1 página02 Guía para Elaborar ProyectosPascual RuizAún no hay calificaciones
- Las Fuentes de ElectricidadDocumento1 páginaLas Fuentes de ElectricidadPascual RuizAún no hay calificaciones
- Practica 2Documento5 páginasPractica 2Pascual RuizAún no hay calificaciones
- Formato Apa GeneralDocumento18 páginasFormato Apa GeneralJonathan' Cuotto Dellán'Aún no hay calificaciones
- Velasquez LMFDocumento90 páginasVelasquez LMFPascual RuizAún no hay calificaciones
- InstruccionesDocumento1 páginaInstruccionesPascual RuizAún no hay calificaciones
- Practica 5Documento7 páginasPractica 5Pascual RuizAún no hay calificaciones
- Valvulas y Actuadores - Mayo17Documento46 páginasValvulas y Actuadores - Mayo17Pascual RuizAún no hay calificaciones
- Circ Basicos Nov17Documento3 páginasCirc Basicos Nov17Elizabeth RazoAún no hay calificaciones
- EconomiaDocumento27 páginasEconomiaPascual RuizAún no hay calificaciones
- Circ Basicos Nov17Documento3 páginasCirc Basicos Nov17Elizabeth RazoAún no hay calificaciones
- Fundament Neum May17Documento21 páginasFundament Neum May17Pascual RuizAún no hay calificaciones
- Valvulas y Actuadores - Mayo17Documento46 páginasValvulas y Actuadores - Mayo17Pascual RuizAún no hay calificaciones
- Tabla Lazo AbiertoDocumento1 páginaTabla Lazo AbiertoPascual RuizAún no hay calificaciones
- IntrodPLC Sep17Documento19 páginasIntrodPLC Sep17Pascual RuizAún no hay calificaciones
- Paper Técnico 4 Lecciones Aportadas Por El Terremoto de Caracas A La IncorporacióDocumento25 páginasPaper Técnico 4 Lecciones Aportadas Por El Terremoto de Caracas A La IncorporacióNayla VelazcoAún no hay calificaciones
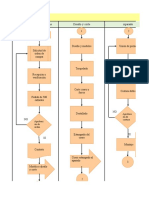
- Diagrama de FlujoDocumento16 páginasDiagrama de FlujoJaneth VasquezAún no hay calificaciones
- Componentes Fisicos de La Infraestructura Del TransporteDocumento20 páginasComponentes Fisicos de La Infraestructura Del TransporteAndrés AsturiasAún no hay calificaciones
- 10.1.4 Packet Tracer - Configure Initial Router SettingsDocumento13 páginas10.1.4 Packet Tracer - Configure Initial Router SettingsCoor. Infraestructura - Daniel SuarezAún no hay calificaciones
- Requisitos Proyectos BID LabDocumento2 páginasRequisitos Proyectos BID LabarturocalleAún no hay calificaciones
- Media KIT Revista Norte Minero 2014Documento5 páginasMedia KIT Revista Norte Minero 2014Lance EspinozaAún no hay calificaciones
- Plan - de - Emergencia Electrical TreasureDocumento46 páginasPlan - de - Emergencia Electrical TreasureAngelica RodriguezAún no hay calificaciones
- MICROBIOLOGÍADocumento2 páginasMICROBIOLOGÍAAngely ArévaloAún no hay calificaciones
- Control Automático de Un Motor de C.D.Documento3 páginasControl Automático de Un Motor de C.D.Alondran Torres PerezAún no hay calificaciones
- Implementacion Programa de FarmacovigilanciaDocumento76 páginasImplementacion Programa de FarmacovigilanciaCarolina CeballosAún no hay calificaciones
- NOVENA DE LA RENDICIÓN-CUADERNO DE TRABAJO-3 RespDocumento9 páginasNOVENA DE LA RENDICIÓN-CUADERNO DE TRABAJO-3 Respoctavioescobar5628100% (1)
- 6.6 El Procedimiento de ComprasDocumento29 páginas6.6 El Procedimiento de ComprasGerry FieldsAún no hay calificaciones
- SYLLABUS BIOLOGÍA II AM2 P24 Firma TutorDocumento4 páginasSYLLABUS BIOLOGÍA II AM2 P24 Firma TutorFranklyn VelazquezAún no hay calificaciones
- Unidad Iii - Ingenieria de SistemasDocumento35 páginasUnidad Iii - Ingenieria de SistemasIsabel CamachoAún no hay calificaciones
- Chevrotronica IIDocumento80 páginasChevrotronica IILeandro LópezAún no hay calificaciones
- Fuente Regulada 0 A 15V - 2A (Protección Contra Cortocircuitos)Documento2 páginasFuente Regulada 0 A 15V - 2A (Protección Contra Cortocircuitos)osmar rafael monsalve valenciaAún no hay calificaciones
- Rúbricas Aulas MultigradoDocumento6 páginasRúbricas Aulas Multigradoanaceci7120% (1)
- Práctica Medición de Cigueñal Huayta Juarez WilmerDocumento3 páginasPráctica Medición de Cigueñal Huayta Juarez WilmerLizethAún no hay calificaciones
- Ficha - ConjuntosDocumento1 páginaFicha - ConjuntosWilson Sanchez100% (2)
- Planificacion Semestral 4Documento24 páginasPlanificacion Semestral 4Claudia YañezAún no hay calificaciones
- Urbanismo 2Documento39 páginasUrbanismo 2marianayulAún no hay calificaciones
- SENAEDocumento29 páginasSENAEKate ZuñigaAún no hay calificaciones
- Viva EsSaludDocumento45 páginasViva EsSaludLeady Mabel Gines MedinaAún no hay calificaciones
- Examen Final - Dificultades en El AprendizajeDocumento11 páginasExamen Final - Dificultades en El AprendizajeIngrid SánchezAún no hay calificaciones
- Proyecto Pedagógico Historia y GeografíaDocumento4 páginasProyecto Pedagógico Historia y GeografíaCarmen Cabral0% (1)
- Resumen Segundo Parcial Filosofía Del DerechoDocumento5 páginasResumen Segundo Parcial Filosofía Del DerechoTomás RodrigoAún no hay calificaciones
- YanakonaDocumento98 páginasYanakonaAngela WhsmAún no hay calificaciones
- Informe Ablandamiento Anillo y BolaDocumento8 páginasInforme Ablandamiento Anillo y BolaVictor RojasAún no hay calificaciones
- Geomecanica Cori Puno PDFDocumento109 páginasGeomecanica Cori Puno PDFWalter ApazaAún no hay calificaciones
- Planos y Modelos A Realizarse en El Curso - PtarDocumento25 páginasPlanos y Modelos A Realizarse en El Curso - PtarEver Ivan Alvites RodriguezAún no hay calificaciones