También podría gustarte
- Ejemplo Calculo de Muelles para TroquelesDocumento4 páginasEjemplo Calculo de Muelles para TroquelesjdcarvajalAún no hay calificaciones
- 1 Nacimiento de Un Barreno en EspanolDocumento54 páginas1 Nacimiento de Un Barreno en EspanolDavid Rodriguez100% (1)
- Embutición y EstampadoDocumento29 páginasEmbutición y EstampadoErick GoyesAún no hay calificaciones
- Diseños de Troqueles Dados y MatricesDocumento33 páginasDiseños de Troqueles Dados y MatricesClaudia Santiago100% (2)
- Mant TroqueladoraDocumento33 páginasMant Troqueladoramfhp28131960% (5)
- Cuaderno CargasDocumento17 páginasCuaderno CargasCshAún no hay calificaciones
- Exposición EstampadoDocumento30 páginasExposición EstampadoDianitha MendezAún no hay calificaciones
- Procesos de TroqueladoDocumento24 páginasProcesos de TroqueladoEmilio GarcíaAún no hay calificaciones
- Embutido ProfundoDocumento7 páginasEmbutido ProfundoJhonathan Leo Uchamaco NoaAún no hay calificaciones
- Lamina DoDocumento5 páginasLamina DoRenzo CespedesAún no hay calificaciones
- D ElectrotecniDocumento2 páginasD ElectrotecnimarcosAún no hay calificaciones
- Informe 05 EMBUTIDODocumento22 páginasInforme 05 EMBUTIDOSandra Mirella Toribio RodriguezAún no hay calificaciones
- Teoría de La Embutición de PlanchasDocumento26 páginasTeoría de La Embutición de PlanchasGerbercp Condori PalaciosAún no hay calificaciones
- Operaciones de EstiradoDocumento2 páginasOperaciones de EstiradoGerson Delgado FarfanAún no hay calificaciones
- Proceso de Embutido v4Documento9 páginasProceso de Embutido v4César Manuel Linch PeñaAún no hay calificaciones
- U.D. (3,6) Procesos, Herramienta y Utensilios de Conformado y Deformación de La ChapaDocumento75 páginasU.D. (3,6) Procesos, Herramienta y Utensilios de Conformado y Deformación de La ChapajoseAún no hay calificaciones
- 4 DEFORMACION PLASTICA - EMBUTIDO TEORIA y PROB 2019 - ENVIAR PDFDocumento3 páginas4 DEFORMACION PLASTICA - EMBUTIDO TEORIA y PROB 2019 - ENVIAR PDFGreg Javier SaavedraAún no hay calificaciones
- Ejercicios de ExtrusiónDocumento13 páginasEjercicios de ExtrusiónCristy B-flyAún no hay calificaciones
- Fluidez ColdDocumento27 páginasFluidez ColdElio CRAún no hay calificaciones
- Diseño Matriceria Corte 7Documento13 páginasDiseño Matriceria Corte 7Mayra QuizhpeAún no hay calificaciones
- Guia. Practica 12. EmbuticionDocumento13 páginasGuia. Practica 12. EmbuticionMiguel VelasquezAún no hay calificaciones
- FundicionDocumento26 páginasFundicionTatiana PadillaAún no hay calificaciones
- La MatriceriaDocumento19 páginasLa MatriceriaIsi JulkAún no hay calificaciones
- ActividaddobladoDocumento2 páginasActividaddobladoJorge David Vivas RojasAún no hay calificaciones
- Cuestionario CHAPA P2Documento9 páginasCuestionario CHAPA P2Jonathan Araya CarvajalAún no hay calificaciones
- Corte de Roscas Machelos y TerrajasDocumento13 páginasCorte de Roscas Machelos y TerrajasArmando Espinosa VegaAún no hay calificaciones
- Cuestionario de Laminado-2Documento2 páginasCuestionario de Laminado-2Misael VicencioAún no hay calificaciones
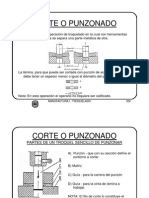
- Corte o PunzonadoDocumento28 páginasCorte o PunzonadoRafael Ramírez Medina0% (1)
- DanlyIEM Postes Bujes PulgadasDocumento40 páginasDanlyIEM Postes Bujes PulgadasLeo VillagránAún no hay calificaciones
- Modulo Trazado Corte Lamina MetalicaDocumento103 páginasModulo Trazado Corte Lamina MetalicaFernando Pacheco MochaAún no hay calificaciones
- Colado en Molde PermanenteDocumento19 páginasColado en Molde Permanenteascharlyx50% (2)
- Preguntas Del Capitulo 14Documento3 páginasPreguntas Del Capitulo 14andyAún no hay calificaciones
- TroquelaciónDocumento16 páginasTroquelaciónjavbuitAún no hay calificaciones
- Aceros Marenvejecibles - PresentacionDocumento10 páginasAceros Marenvejecibles - PresentacionJaime Tene EscobarAún no hay calificaciones
- Moldeo Metalico Por Gravedad para La ManDocumento18 páginasMoldeo Metalico Por Gravedad para La ManLoxan MartinezAún no hay calificaciones
- Plan de Control - ExtrusionDocumento8 páginasPlan de Control - ExtrusionJuan K Monts100% (1)
- Cuestionario 30Documento14 páginasCuestionario 30andyAún no hay calificaciones
- LIBROModeladoProcesosManufactura PDFDocumento279 páginasLIBROModeladoProcesosManufactura PDFSaúl VázquezAún no hay calificaciones
- Parte 3 Fundición de Metales - Diseño, Materiales y EconomíaDocumento16 páginasParte 3 Fundición de Metales - Diseño, Materiales y EconomíaMatii Galdámez VerdejoAún no hay calificaciones
- Embutición y Diseño Constructivo de MatricesDocumento9 páginasEmbutición y Diseño Constructivo de MatricesKitman Achahui MartinezAún no hay calificaciones
- Plegado de ChapaDocumento28 páginasPlegado de ChapajencopaAún no hay calificaciones
- Plano 12Documento1 páginaPlano 12Francisco José OlivaresAún no hay calificaciones
- Tema B-Desarrollo-IN179-Ex-Final-2022-1 - 220705 - 095931Documento9 páginasTema B-Desarrollo-IN179-Ex-Final-2022-1 - 220705 - 095931Jorge Bautista FernandezAún no hay calificaciones
- Libro de MAQUINASDocumento74 páginasLibro de MAQUINASKata MedinaAún no hay calificaciones
- Libro de Matematicas CuanticasDocumento4 páginasLibro de Matematicas CuanticasPaul SoriaAún no hay calificaciones
- Laminación No PlanaDocumento15 páginasLaminación No PlanaCristian ZavaletaAún no hay calificaciones
- Diseño de RisersDocumento31 páginasDiseño de Risersjduran_307951Aún no hay calificaciones
- Sillabus MATRICERIA 2013-IDocumento4 páginasSillabus MATRICERIA 2013-IAnonymous Uq56yDYAún no hay calificaciones
- Calculo de Desarrollo de Una Pieza DobladaDocumento5 páginasCalculo de Desarrollo de Una Pieza DobladaElver RiveraAún no hay calificaciones
- Me Temple y RevenidoDocumento13 páginasMe Temple y Revenidoapi-26360100100% (10)
- Matriceria Cuestionario 1Documento8 páginasMatriceria Cuestionario 1Jose Ernesto Pillajo Cabezas100% (1)
- Primera Etapa de Reduccion de VelocidadDocumento14 páginasPrimera Etapa de Reduccion de VelocidadMiguelRodriguezCalderonAún no hay calificaciones
- F Cap 02-01 Proceso de FundiciónDocumento12 páginasF Cap 02-01 Proceso de Fundiciónbetsibel100% (1)
- Tema 2-PLEGADO Y CILINDRADODocumento12 páginasTema 2-PLEGADO Y CILINDRADORa Ca100% (1)
- Fundición y ColadaDocumento10 páginasFundición y ColadaFortino Gil OrtizAún no hay calificaciones
- CUESTIONARIO 11 Tecno2Documento15 páginasCUESTIONARIO 11 Tecno2jua ArgolloAún no hay calificaciones
- Calculador de Tornillo Sin Fin y Corona MétricosDocumento4 páginasCalculador de Tornillo Sin Fin y Corona MétricosHugo BenaventeAún no hay calificaciones
- Estampado de Chapa en FríoDocumento22 páginasEstampado de Chapa en Fríolucas100% (2)
- Preguntas Cualitativas Capitulo 15:" Extrusion Y Estirado (Trefilado) de Metales"Documento5 páginasPreguntas Cualitativas Capitulo 15:" Extrusion Y Estirado (Trefilado) de Metales"alex oliveraAún no hay calificaciones
- Fabricacion en Fundicion Gris Del Tambor de FrenoDocumento20 páginasFabricacion en Fundicion Gris Del Tambor de FrenoFernando RoblesAún no hay calificaciones
- Clase 3 MatriceriaDocumento18 páginasClase 3 MatriceriaDavy JonesAún no hay calificaciones
- Forja de MaterialesDocumento26 páginasForja de MaterialesD'yanara Kasandra Guerra RiegaAún no hay calificaciones
- Practica #7 Proceso de Conformado en FrioDocumento10 páginasPractica #7 Proceso de Conformado en FrioHolver SivinchaAún no hay calificaciones
- Desmontaje y montaje de elementos de aluminio. TMVL0309De EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Aún no hay calificaciones
- Diapositivas-Sustentacion TesisDocumento15 páginasDiapositivas-Sustentacion TesisJhonatan SepulvedaAún no hay calificaciones
- Alimentador Peterson Roll FeedDocumento4 páginasAlimentador Peterson Roll Feedazaelg_5100% (1)
- Identificacion de La MarcaDocumento9 páginasIdentificacion de La Marcaslme88Aún no hay calificaciones
- Conformado de Chapa MetalicaDocumento2 páginasConformado de Chapa MetalicaChampion PaltánAún no hay calificaciones
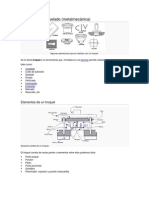
- TROQUELADODocumento25 páginasTROQUELADOfabriockfpAún no hay calificaciones
- Troqueladora Electro-NeumaticaDocumento27 páginasTroqueladora Electro-NeumaticaErick Hernández100% (1)
- Proyecto Troquel de CorteDocumento49 páginasProyecto Troquel de CorteSantiago MedinaAún no hay calificaciones
- Dobladora OptimizacionprocDocumento88 páginasDobladora OptimizacionprocAntonio CamachoAún no hay calificaciones
- TroquelesDocumento3 páginasTroquelesEugge FerreyraAún no hay calificaciones
- NTP - 067 Troqueladora y Minerva de Presión PlanaDocumento6 páginasNTP - 067 Troqueladora y Minerva de Presión PlanaDiego Fernando Trujiillo ValderramaAún no hay calificaciones
- Actividad 3 de Procesos de ManufacturaDocumento3 páginasActividad 3 de Procesos de ManufacturajonatanAún no hay calificaciones
- Forja PDFDocumento57 páginasForja PDFLulu Muñoz RossiAún no hay calificaciones
- Qué Es Una Prensa DobladoraDocumento4 páginasQué Es Una Prensa DobladoraJhimmy Paul Chura TiconaAún no hay calificaciones
- Perfiladora DavidDocumento12 páginasPerfiladora DavidJesusSalazar'Aún no hay calificaciones
- Tipos de Tapas de Recipientes Bajo Presion InternaDocumento3 páginasTipos de Tapas de Recipientes Bajo Presion InternaMarisol SampayoAún no hay calificaciones
- Tecno 2Documento11 páginasTecno 2Sinoestampo CrecemipenaAún no hay calificaciones
- TroquelesDocumento25 páginasTroquelesjavierpapiricoAún no hay calificaciones
- Grupal PreventivoDocumento13 páginasGrupal PreventivoFausto ChavezAún no hay calificaciones
- Operaciones Sobre LaminaDocumento60 páginasOperaciones Sobre LaminaCristian Velasquez PeñaAún no hay calificaciones
- Troqueles y TroqueladoDocumento4 páginasTroqueles y TroqueladoDeysi Pech CetinaAún no hay calificaciones
- Tipos de MatricesDocumento3 páginasTipos de MatricesErnesto HernandezAún no hay calificaciones
- Examen de Procesos I - EjercicioDocumento3 páginasExamen de Procesos I - EjerciciocasaberoAún no hay calificaciones
- Diapositivas Pintex FinalDocumento50 páginasDiapositivas Pintex FinalSandra Juliana Bautista RiveraAún no hay calificaciones
- TroqueladoDocumento14 páginasTroqueladoDaniel PereaAún no hay calificaciones
- Máquina para Film SopladoDocumento9 páginasMáquina para Film SopladoPiter FernandezAún no hay calificaciones
- Capìtulo 10 Schey Procesos de Conformado de LàminaDocumento36 páginasCapìtulo 10 Schey Procesos de Conformado de LàminaMiguel Angel López NavarreteAún no hay calificaciones