También podría gustarte
- Ejemplo de Un Programa CNC para TornoDocumento13 páginasEjemplo de Un Programa CNC para TornoArnulfo Perez Perez0% (1)
- Ejercicios TornoDocumento12 páginasEjercicios TornoUriel RamírezAún no hay calificaciones
- Programacion Segun Codigo Iso Torno FagorDocumento9 páginasProgramacion Segun Codigo Iso Torno FagorxxtataxxAún no hay calificaciones
- 7 CNC RoscaDocumento1 página7 CNC RoscaWilson YucraAún no hay calificaciones
- EjemploDocumento8 páginasEjemploFRANCISCO SAUL ALCOCER SALAZARAún no hay calificaciones
- Códigos Generales y MisceláneosDocumento1 páginaCódigos Generales y MisceláneosGabriela Fernández100% (1)
- Códigos Generales: G&M para Tornos CNCDocumento2 páginasCódigos Generales: G&M para Tornos CNCYeidher Aldair Arias ReyesAún no hay calificaciones
- Apuntes Rapidos HaasDocumento7 páginasApuntes Rapidos HaasCARLOS PRUDENCIO DE GRACIAAún no hay calificaciones
- Ejercicio CNCDocumento13 páginasEjercicio CNCMario EspinozaAún no hay calificaciones
- Practicas para El Torno CNCDocumento16 páginasPracticas para El Torno CNCOttmar ObregónAún no hay calificaciones
- Fundamentacion Codigos G Y M HNC 21TDocumento8 páginasFundamentacion Codigos G Y M HNC 21TDIEGO ARMANDO VANEGAS DUQUEAún no hay calificaciones
- Vibraciones MecanicasDocumento5 páginasVibraciones MecanicasErnesto LariosAún no hay calificaciones
- Practica de CNCDocumento11 páginasPractica de CNCJaimeAún no hay calificaciones
- CNC FresaDocumento31 páginasCNC FresaaamarosaAún no hay calificaciones
- Pasos para El Ranurado y TaladradoDocumento7 páginasPasos para El Ranurado y TaladradoKevin Amaña FloresAún no hay calificaciones
- TPN° 4 - Medición Directa e Indirecta de Ángulos PDFDocumento13 páginasTPN° 4 - Medición Directa e Indirecta de Ángulos PDFCharly MonterosAún no hay calificaciones
- Tipos de VirutaDocumento31 páginasTipos de VirutaMiriam Trejo Martinez50% (2)
- Elementos Maquinas - Correas PDFDocumento11 páginasElementos Maquinas - Correas PDFFranco Miguel Pino MarcielAún no hay calificaciones
- Problemas de MecanizadoDocumento63 páginasProblemas de MecanizadoHubert Mihaly Altamirano Aguilar0% (1)
- Codigos G y M1Documento16 páginasCodigos G y M1Cristino Cid CruzAún no hay calificaciones
- Practica No 5 Torno Inventor MatercamDocumento15 páginasPractica No 5 Torno Inventor MatercamHyde Duque AiniAún no hay calificaciones
- Torno CNCDocumento35 páginasTorno CNCmemo4861100% (2)
- Torno CNCDocumento52 páginasTorno CNCEdgardo Melquíades Quiliche Gutiérrez100% (1)
- Practica 1 Manual de Configuracion WinUnisoft.Documento16 páginasPractica 1 Manual de Configuracion WinUnisoft.Luis Fernando Muñoz UrbinaAún no hay calificaciones
- Torno Reporte PeonDocumento12 páginasTorno Reporte PeonErnesto PulidoAún no hay calificaciones
- Informe # 4 Operacion Del Centro de Mecanizado Vertical Leadwell v-30Documento41 páginasInforme # 4 Operacion Del Centro de Mecanizado Vertical Leadwell v-30ChristiaNdrés Carvajal50% (2)
- Ejercicios y Tablas - Ajuste y ToleranciaDocumento7 páginasEjercicios y Tablas - Ajuste y ToleranciaJu AnAún no hay calificaciones
- Condiciones de Corte en El FresadoDocumento3 páginasCondiciones de Corte en El Fresadoluis mujicaAún no hay calificaciones
- Torno y Fresa (Ejemplos)Documento28 páginasTorno y Fresa (Ejemplos)JESUS ALEJANDRO FLORES SERRATOAún no hay calificaciones
- El Factor Humano y Las Máquinas CDocumento4 páginasEl Factor Humano y Las Máquinas CLeliz Crispin100% (2)
- Ejercicio Combinados de MecanizadosDocumento8 páginasEjercicio Combinados de MecanizadosLaura Emperatriz Coque GallegosAún no hay calificaciones
- Practica 3 AjedrezDocumento53 páginasPractica 3 AjedrezAlexis Vilcape100% (1)
- Manual Torno HNC-21TDocumento25 páginasManual Torno HNC-21TYURLEY TATIANA VARGA TORDECILLA100% (1)
- 5 Introducción Ciclo de TaladradoDocumento17 páginas5 Introducción Ciclo de TaladradopacorradoAún no hay calificaciones
- Ejercicio TorneadoDocumento1 páginaEjercicio TorneadoMichael ChamorroAún no hay calificaciones
- Respuesta Del Yunque de Un Martillo de ForjaDocumento19 páginasRespuesta Del Yunque de Un Martillo de ForjaMoncayo Matute Freddy PatricioAún no hay calificaciones
- Actividad 8 Manufactura Integrada Por ComputadoraDocumento30 páginasActividad 8 Manufactura Integrada Por ComputadoraluisAún no hay calificaciones
- Códigos de Programación de Máquinas Herramientas CNCDocumento21 páginasCódigos de Programación de Máquinas Herramientas CNCGerardo DiazAún no hay calificaciones
- Ejercicios Mecanismos PIÑON CREMALLERA Y TORNLLO Y TUERCADocumento2 páginasEjercicios Mecanismos PIÑON CREMALLERA Y TORNLLO Y TUERCAManuel Bailén McevoyAún no hay calificaciones
- Prácticas Fresadora .2 PDFDocumento35 páginasPrácticas Fresadora .2 PDFLuis CarlosAún no hay calificaciones
- TPN 2 Arboles y Ejes 2017 Problemas ResueltosDocumento29 páginasTPN 2 Arboles y Ejes 2017 Problemas ResueltosDamian GutierrezAún no hay calificaciones
- Torno 2Documento2 páginasTorno 2JuanAún no hay calificaciones
- Resumen de Ciclos de FANUCDocumento4 páginasResumen de Ciclos de FANUCDavid ObrienAún no hay calificaciones
- Practica 1.1 A 1.3Documento54 páginasPractica 1.1 A 1.3Jesus Leopoldo Velazquez NuñezAún no hay calificaciones
- 5 Cálculos Pples en TroquelesDocumento33 páginas5 Cálculos Pples en TroquelesfelipeAún no hay calificaciones
- Flowline MASTERCAMDocumento16 páginasFlowline MASTERCAMAlex Omar GuamánAún no hay calificaciones
- Procesos de ManufacturaDocumento21 páginasProcesos de ManufacturacarAún no hay calificaciones
- Operaciones de Mecanizado y Máquina HerramientaDocumento35 páginasOperaciones de Mecanizado y Máquina HerramientaCarlosSantanaAún no hay calificaciones
- Fresadora 1Documento40 páginasFresadora 1María Fernanda Zapata Gonnella100% (3)
- CavDocumento8 páginasCavOrlando VelecelaAún no hay calificaciones
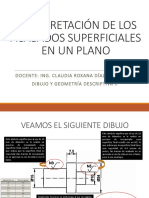
- Interpretación de Los Acabados Superficiales en Un PlanoDocumento3 páginasInterpretación de Los Acabados Superficiales en Un PlanoMichelle LópezAún no hay calificaciones
- Calibracion de Herramienta en El Software Swansoft CNCDocumento4 páginasCalibracion de Herramienta en El Software Swansoft CNCMadaiAcostaPerezAún no hay calificaciones
- Ejemplo Pieza Torneado CNC Con WINUNISOFT PDFDocumento5 páginasEjemplo Pieza Torneado CNC Con WINUNISOFT PDFarnaldodsAún no hay calificaciones
- Tiempos de MecanizadoDocumento11 páginasTiempos de MecanizadoBilly davilaAún no hay calificaciones
- Plan de Trabajo Mecanizado Torno PapaleloDocumento6 páginasPlan de Trabajo Mecanizado Torno Papalelodubal suarezAún no hay calificaciones
- Documento PDFDocumento3 páginasDocumento PDFSantiago PeralesAún no hay calificaciones
- Códigos para TorneadoDocumento4 páginasCódigos para TorneadoCris ASAún no hay calificaciones
- Codigos GyMDocumento4 páginasCodigos GyMMario LópezAún no hay calificaciones
- Minidiccionario de GDocumento4 páginasMinidiccionario de GJonathan GonzalezAún no hay calificaciones
- Código GDocumento9 páginasCódigo GSofia Chacon ChamorroAún no hay calificaciones
- Carpeta GokuDocumento3 páginasCarpeta Gokucarlos luciano najarAún no hay calificaciones
- Pie de MetroDocumento4 páginasPie de MetroDiego Ignacio Pefaur MuñozAún no hay calificaciones
- Hoja de Proceso de Un Chuck Del TornoDocumento7 páginasHoja de Proceso de Un Chuck Del TornoAlexander AliagaAún no hay calificaciones
- Catalogo 2022 PARTE 1Documento26 páginasCatalogo 2022 PARTE 1angel condorAún no hay calificaciones
- Formato de Listado de HerramientaDocumento20 páginasFormato de Listado de HerramientaYefferson rodriguezAún no hay calificaciones
- Consolidado Plantas de Transformacion 26 Atffs 09 PDFDocumento27 páginasConsolidado Plantas de Transformacion 26 Atffs 09 PDFSelene Marin VilcaAún no hay calificaciones
- Ejercicio Clase Subprogramas 2Documento8 páginasEjercicio Clase Subprogramas 2JULIAN DAVID BALANTA CASTROAún no hay calificaciones
- Carta Tecnologica Pieza FinalDocumento4 páginasCarta Tecnologica Pieza FinalCarol Rodriguez ChaconAún no hay calificaciones
- Serviacoples Y Mangueras Del Llano LtdaDocumento200 páginasServiacoples Y Mangueras Del Llano Ltdacamilo parrAún no hay calificaciones
- Herramientas TecnicosDocumento12 páginasHerramientas TecnicosDayani Rodriguez ChiAún no hay calificaciones
- Estudio Comparativo de Durabilidad de Las Brocas en Perforacion en Mineria SuperficialDocumento1 páginaEstudio Comparativo de Durabilidad de Las Brocas en Perforacion en Mineria SuperficialAlcides Roa RománAún no hay calificaciones
- Herra Ferretero 10 11 23Documento9 páginasHerra Ferretero 10 11 23Joses JosesAún no hay calificaciones
- Catalogo Avante 2020Documento17 páginasCatalogo Avante 2020PEDROAún no hay calificaciones
- Sesion 8 - Aceros de PerforacionDocumento13 páginasSesion 8 - Aceros de PerforaciondavidAún no hay calificaciones
- Formato de InspeccionDocumento2 páginasFormato de InspeccionEduardo RodriguezAún no hay calificaciones
- Cálculo y Diseño de Voladura en Construcción de CarreterasDocumento13 páginasCálculo y Diseño de Voladura en Construcción de CarreterasLuis Victor MoisesAún no hay calificaciones
- Prensa en CDocumento7 páginasPrensa en CJhon Miranda VelasquezAún no hay calificaciones
- Pets 17-Instalacion de Tuberia de DrenajeDocumento3 páginasPets 17-Instalacion de Tuberia de Drenajejuan gabriel salinas acostaAún no hay calificaciones
- Suplemento 15.1Documento178 páginasSuplemento 15.1Manuel Fuentes GutierrezAún no hay calificaciones
- 1 Formato Work-FactorDocumento2 páginas1 Formato Work-FactorDianey Morales AguilarAún no hay calificaciones
- Maquinas Electricas Portales de MaderaDocumento3 páginasMaquinas Electricas Portales de MaderamelissaAún no hay calificaciones
- Manual de SULLAIR FinalDocumento24 páginasManual de SULLAIR Finalpacman2803100% (1)
- Supplement 17.1 SPADocumento155 páginasSupplement 17.1 SPAManuel Fuentes GutierrezAún no hay calificaciones
- Calculos MecanizadoDocumento3 páginasCalculos Mecanizadojorgefernando98100% (1)
- Planilla de Mtrados Partidas NuevasDocumento54 páginasPlanilla de Mtrados Partidas NuevasPercy LÓPEZ COHAILAAún no hay calificaciones
- Catalogo FerreteriasDocumento66 páginasCatalogo FerreteriasmariaAún no hay calificaciones
- TbladeMaquinasH Sanchez Velazquez AramDocumento2 páginasTbladeMaquinasH Sanchez Velazquez AramAram SánchezAún no hay calificaciones
- Practica Taladro VerticalDocumento2 páginasPractica Taladro VerticalDiana CamilaAún no hay calificaciones
- Hojas de Procesos5Documento2 páginasHojas de Procesos5Franklin SanchezAún no hay calificaciones
- Ilovepdf MergedDocumento9 páginasIlovepdf MergedMarco Antonio Challanca QuispeAún no hay calificaciones