También podría gustarte
- Diseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoDe EverandDiseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoCalificación: 3.5 de 5 estrellas3.5/5 (6)
- Manual de Soldadura Electrica Mig y TigDocumento65 páginasManual de Soldadura Electrica Mig y TigJosua Obando98% (57)
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Interpretación de planos en la fabricación de tuberías. FMEC0108De EverandInterpretación de planos en la fabricación de tuberías. FMEC0108Calificación: 1 de 5 estrellas1/5 (1)
- Prontuario de metales: Tablas para la industria metalúrgicaDe EverandProntuario de metales: Tablas para la industria metalúrgicaCalificación: 1 de 5 estrellas1/5 (1)
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Defectologia de La SoldaduraDocumento53 páginasDefectologia de La Soldadurarenebarreiro100% (18)
- Lixiviación Del Platino en Medio AcidoDocumento4 páginasLixiviación Del Platino en Medio AcidoRenzo NiquinAún no hay calificaciones
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Tipos de Cordones de Uniones Soldadas Posiciones enDocumento44 páginasTipos de Cordones de Uniones Soldadas Posiciones enneripe92% (24)
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210De EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Aún no hay calificaciones
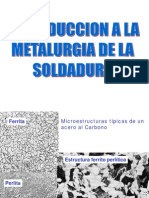
- Metalurgia de La SoldaduraDocumento25 páginasMetalurgia de La Soldaduraneripe100% (14)
- Soldadura MAG de chapas de acero al carbono. FMEC0210De EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Aún no hay calificaciones
- Procesos auxiliares de fabricación en el mecanizado por arranque de viruta. FMEH0109De EverandProcesos auxiliares de fabricación en el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- Procesos de corte y preparación de bordes. FMEC0210De EverandProcesos de corte y preparación de bordes. FMEC0210Aún no hay calificaciones
- Manual de Elctrodos para SoldarDocumento25 páginasManual de Elctrodos para SoldarCarlos TerronesAún no hay calificaciones
- Capítulo 56 - Soldadura Industrial: Clases y AplicacionesDocumento102 páginasCapítulo 56 - Soldadura Industrial: Clases y Aplicacionesjulio_salas_59100% (1)
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Defectología de La SoldaduraDocumento32 páginasDefectología de La Soldadurahgomezb3161100% (5)
- ManualdeSoldadurasEutecticCastolin PDFDocumento158 páginasManualdeSoldadurasEutecticCastolin PDFLuis MoriAún no hay calificaciones
- Manual Soldador - 2parteDocumento18 páginasManual Soldador - 2partetata faican100% (6)
- Soldadura CompletoDocumento65 páginasSoldadura CompletoJuan Pablo100% (11)
- Ensayos en Un Pavimento RigidoDocumento16 páginasEnsayos en Un Pavimento RigidoYury Lenin Ramirez100% (8)
- Montaje de soportes y ensamblaje de tuberías. FMEC0108De EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Calificación: 5 de 5 estrellas5/5 (1)
- Diseño de Caldera Pirotubular HorizontalDocumento136 páginasDiseño de Caldera Pirotubular HorizontalMiguelPacheecoAgamezAún no hay calificaciones
- Manual Soldador 1parteDocumento12 páginasManual Soldador 1partetata faican100% (7)
- Clasificación de Los ElectrodosDocumento31 páginasClasificación de Los ElectrodosCristian VasquezAún no hay calificaciones
- Proyectos Empresariales Con MS ProjectDocumento266 páginasProyectos Empresariales Con MS ProjectLuis CPAún no hay calificaciones
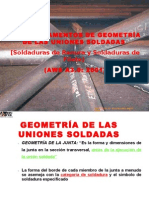
- Geometría de La Unión Soldada-09Documento78 páginasGeometría de La Unión Soldada-09Jesusislife80% (15)
- TESIS Tipos y Características de Tuberías para Elaboración de Pozos PetrolerosDocumento190 páginasTESIS Tipos y Características de Tuberías para Elaboración de Pozos PetrolerosAlexis Michelle Roca100% (3)
- Corte y mecanizado de tuberías. FMEC0108De EverandCorte y mecanizado de tuberías. FMEC0108Aún no hay calificaciones
- Metalurgia de La Soldadura 2Documento171 páginasMetalurgia de La Soldadura 2neripe98% (54)
- Aceria Electrica MONO 2009 PDFDocumento244 páginasAceria Electrica MONO 2009 PDFrdelgranado100% (1)
- Pupiletras Elementos QuimicosDocumento3 páginasPupiletras Elementos QuimicosRaul Anyosa LujanAún no hay calificaciones
- Manual de Electrodos para Soldar PDFDocumento25 páginasManual de Electrodos para Soldar PDFRuben Cruz S100% (1)
- Catalogo Soldaduras PDFDocumento233 páginasCatalogo Soldaduras PDFArnaldo Macchi Millan100% (1)
- Manual Del SoldadorDocumento647 páginasManual Del Soldadordavid dcAún no hay calificaciones
- Ntm00100 Especificaciones de Ferreteria de LineaDocumento91 páginasNtm00100 Especificaciones de Ferreteria de LineaJhonny100% (2)
- Sistemas Epitermales de Alta Sulfuracion de Au-Ag - Tacna 2014Documento38 páginasSistemas Epitermales de Alta Sulfuracion de Au-Ag - Tacna 2014Cristian' Berrios SalasAún no hay calificaciones
- Blumig CemontDocumento114 páginasBlumig Cemontivan mendozaAún no hay calificaciones
- Alcantarillados Lopez Cualla OCRDocumento198 páginasAlcantarillados Lopez Cualla OCREduardo DV83% (12)
- Manual ElectrodosDocumento175 páginasManual ElectrodosgabineitorAún no hay calificaciones
- Manual Tecnico Infra Aceros-Electrodos EtcDocumento25 páginasManual Tecnico Infra Aceros-Electrodos EtcFernando Emmanuel Serret GaliciaAún no hay calificaciones
- "Aplicación de La Soldadura en Estructuras de AluminioDocumento107 páginas"Aplicación de La Soldadura en Estructuras de AluminioSergio Fernandez quispeAún no hay calificaciones
- Soldadura en Estructuras de AluminioDocumento119 páginasSoldadura en Estructuras de AluminioEntropermanAún no hay calificaciones
- LADRILLOS REFRACTARIOS CON CENIZA DE TERMOZIPA RojasPulidoLeonardo2015Documento167 páginasLADRILLOS REFRACTARIOS CON CENIZA DE TERMOZIPA RojasPulidoLeonardo2015Sua Luish100% (1)
- Hornos IndustrialesDocumento113 páginasHornos IndustrialesMartin OrtizAún no hay calificaciones
- Aceria - Electrica - MONO - 2009 Pag 1 A 100Documento100 páginasAceria - Electrica - MONO - 2009 Pag 1 A 100Kike Torres De GanteAún no hay calificaciones
- Rafael GuevaraDocumento89 páginasRafael GuevaraSamm MendozaAún no hay calificaciones
- Blumig 243c-283c-353c-253alu35625Documento38 páginasBlumig 243c-283c-353c-253alu35625William Flores RosalesAún no hay calificaciones
- NTC1798Documento24 páginasNTC1798AlbertoAún no hay calificaciones
- PSF 305Documento8 páginasPSF 305Tecnica 2SAún no hay calificaciones
- Manual - Caddy Tig 2200iDocumento24 páginasManual - Caddy Tig 2200ijose_aupiAún no hay calificaciones
- Ext Ihxwtc23atq1ddxudn7pDocumento4 páginasExt Ihxwtc23atq1ddxudn7pChurun Naharro MegiasAún no hay calificaciones
- Vican PDFDocumento77 páginasVican PDFMichael CatalanAún no hay calificaciones
- Manual Gtaw - TigDocumento98 páginasManual Gtaw - TigJOSE REFUGIO FUJARTE SANDOVALAún no hay calificaciones
- Aguirre Guevara Oscar 2Documento129 páginasAguirre Guevara Oscar 2EmmanuelSanzAún no hay calificaciones
- Tipos y Características de Tuberías para Elaboración de Pozos PetrolerosDocumento190 páginasTipos y Características de Tuberías para Elaboración de Pozos PetrolerosVania Alejandra Ortiz100% (2)
- Norma Inst. Eléctricas CablesDocumento5 páginasNorma Inst. Eléctricas CablesLourdes Rocamora NadalAún no hay calificaciones
- Costo y Tiempo en Edificacion (Carlos Suarez Salazar)Documento255 páginasCosto y Tiempo en Edificacion (Carlos Suarez Salazar)Estrellina Silva Medina100% (13)
- Iinstalaciones DomiciliariasDocumento327 páginasIinstalaciones DomiciliariasCristinaRonAún no hay calificaciones
- Calculo de La Precipitacion NetaDocumento8 páginasCalculo de La Precipitacion NetaYury Lenin RamirezAún no hay calificaciones
- Lagunas AireadasDocumento46 páginasLagunas AireadasYury Lenin RamirezAún no hay calificaciones
- Lista Excipientes El AlquimistaDocumento7 páginasLista Excipientes El AlquimistaHelena Cubillos MoraAún no hay calificaciones
- Diseno de Botadero de Desmontes para Mina Subterranea2Documento30 páginasDiseno de Botadero de Desmontes para Mina Subterranea2Pedro Luis Coronado MendozaAún no hay calificaciones
- Gases NoblesDocumento13 páginasGases NoblesHéctor VillanuevaAún no hay calificaciones
- Informe de Analisis Quimico N°2Documento19 páginasInforme de Analisis Quimico N°2lopeichpasrauladerlinAún no hay calificaciones
- Balance FlotaciónDocumento2 páginasBalance FlotaciónSantiago Barrañón SalmónAún no hay calificaciones
- ESTEQUIOMETRIADocumento4 páginasESTEQUIOMETRIAPedro Velásquez100% (1)
- Clase 10 NitrogenoidesDocumento9 páginasClase 10 NitrogenoidesJudit Trujillo0% (1)
- Tabla Periodica Segunda FamiliaDocumento6 páginasTabla Periodica Segunda FamiliaLenny Stefany Villanueva CruzAún no hay calificaciones
- Hoja de Actividad-3-NomenclaturaDocumento4 páginasHoja de Actividad-3-NomenclaturaAugusto A Irigoyen MarquezAún no hay calificaciones
- Electrodos 2010Documento18 páginasElectrodos 2010jorgeAún no hay calificaciones
- 1bac Form InorgDocumento38 páginas1bac Form InorgHenry AguilarAún no hay calificaciones
- Ejercicios-Estequiometría 3ºESODocumento2 páginasEjercicios-Estequiometría 3ºESOJudith VillarAún no hay calificaciones
- Tabla de ValenciasDocumento1 páginaTabla de ValenciasClaudia Castillo barraganAún no hay calificaciones
- 4.6 Tubos de CobreDocumento125 páginas4.6 Tubos de Cobrepabelfael100% (1)
- Tarea Larga No 4 (Formato)Documento13 páginasTarea Larga No 4 (Formato)Ricardo Ramos100% (1)
- Quimica TVDocumento36 páginasQuimica TVVanesa Gpe Rosales MorenoAún no hay calificaciones
- PirometalurgiaDocumento3 páginasPirometalurgiaMatiasJimenezAún no hay calificaciones
- Función Sales Oxisales.Documento4 páginasFunción Sales Oxisales.Yemmy PatiñoAún no hay calificaciones
- Determinación de Oxígenos DisueltosDocumento22 páginasDeterminación de Oxígenos DisueltosSebastian ArevaloAún no hay calificaciones
- Relaciones Periódicas Entre Los ElementosDocumento3 páginasRelaciones Periódicas Entre Los ElementosLucas Escudero RamírezAún no hay calificaciones
- Metales AlcalinotérreosDocumento9 páginasMetales AlcalinotérreosgladisAún no hay calificaciones
- QI-T08-Tabla PeriodicaDocumento13 páginasQI-T08-Tabla PeriodicaJOHN NASH ACADEMIA PREAún no hay calificaciones
- Taller EstequiometríaDocumento11 páginasTaller EstequiometríaEsteban Barrios0% (2)
- Reglas NomenclaturaDocumento15 páginasReglas NomenclaturaAsun CanoAún no hay calificaciones
- Formulación Química InorgánicaDocumento24 páginasFormulación Química InorgánicajoseAún no hay calificaciones
- Cuaderno Qui 3 Sec 2 BimDocumento28 páginasCuaderno Qui 3 Sec 2 BimNiza MendezAún no hay calificaciones
- Catalogo 2016Documento92 páginasCatalogo 2016Jase Alvar Becerril JiménezAún no hay calificaciones