También podría gustarte
- Prid - Prid-601 - Trabajo Final PDFDocumento4 páginasPrid - Prid-601 - Trabajo Final PDFGuillermo PariatonAún no hay calificaciones
- UNE-EN 1090-2-2019 - UnlockedDocumento222 páginasUNE-EN 1090-2-2019 - UnlockedCarmen Rodriguez Polo100% (2)
- Ejercicios de Autoestudio - U13Documento10 páginasEjercicios de Autoestudio - U13Guillermo Pariaton70% (10)
- Traduccion de Guidelines For Opent Pit Slope DesignDocumento9 páginasTraduccion de Guidelines For Opent Pit Slope DesignGustavo Gutierrez TurpoAún no hay calificaciones
- Material de Reforzamiento U6Documento2 páginasMaterial de Reforzamiento U6Guillermo PariatonAún no hay calificaciones
- Material de Reforzamiento U7Documento2 páginasMaterial de Reforzamiento U7Guillermo PariatonAún no hay calificaciones
- Material de Reforzamiento U6Documento2 páginasMaterial de Reforzamiento U6Guillermo PariatonAún no hay calificaciones
- Material de Reforzamiento U6Documento2 páginasMaterial de Reforzamiento U6Guillermo PariatonAún no hay calificaciones
- Material de Reforzamiento U5Documento1 páginaMaterial de Reforzamiento U5Guillermo PariatonAún no hay calificaciones
- Material de Reforzamiento U6Documento2 páginasMaterial de Reforzamiento U6Guillermo PariatonAún no hay calificaciones
- Material de Reforzamiento U7Documento2 páginasMaterial de Reforzamiento U7Guillermo PariatonAún no hay calificaciones
- Módulo 1. Uso de La Plataforma BlackboardDocumento27 páginasMódulo 1. Uso de La Plataforma BlackboardGuillermo PariatonAún no hay calificaciones
- El Arte Del EspionajeDocumento34 páginasEl Arte Del EspionajeGuillermo PariatonAún no hay calificaciones
- Ayrton Vilchez ArevaoDocumento12 páginasAyrton Vilchez ArevaoGuillermo PariatonAún no hay calificaciones
- Redes y Seguridad InformáticaDocumento1 páginaRedes y Seguridad InformáticaGuillermo PariatonAún no hay calificaciones
- Ejercicios de Autoestudio - U6Documento7 páginasEjercicios de Autoestudio - U6Guillermo PariatonAún no hay calificaciones
- Guía Rápida FORTINET AcademyDocumento3 páginasGuía Rápida FORTINET AcademyGuillermo PariatonAún no hay calificaciones
- AzuritaDocumento3 páginasAzuritaCristhian GuerraAún no hay calificaciones
- Historia Del Registro CBLDocumento54 páginasHistoria Del Registro CBLAndrea Vanessa Huerta GonzalezAún no hay calificaciones
- Perforación y Dureza de RocasDocumento4 páginasPerforación y Dureza de RocasMiguel SalcedoAún no hay calificaciones
- FT BarrasDocumento8 páginasFT BarrasEd GonzalesAún no hay calificaciones
- Cat N30 Mod 16 Dic 2014Documento41 páginasCat N30 Mod 16 Dic 2014Alexis Zapata Yman100% (1)
- Suelos EspecialesDocumento59 páginasSuelos EspecialesZohar D. ML100% (1)
- Zhu2009 en EsDocumento3 páginasZhu2009 en EsIvan Alexander Salazar VargasAún no hay calificaciones
- ArtículoDocumento22 páginasArtículoJesus GH257Aún no hay calificaciones
- Cuestionario 1 JahsDocumento19 páginasCuestionario 1 JahsLeonardo Cardona ramirezAún no hay calificaciones
- Spit Guía Técnica FijacionesDocumento126 páginasSpit Guía Técnica FijacionesKan De MoorAún no hay calificaciones
- Informe 7Documento4 páginasInforme 7Laura ParraAún no hay calificaciones
- Productos Por VencerDocumento2 páginasProductos Por VencerFutbolAmateur De La Provincia de MelipillaAún no hay calificaciones
- JOMINYDocumento11 páginasJOMINYSantiago OrbeaAún no hay calificaciones
- Catalogo Lubricantes Industria tcm7-586754 tcm13-37189Documento57 páginasCatalogo Lubricantes Industria tcm7-586754 tcm13-37189Jhonmar JhonmarAún no hay calificaciones
- Informe Practica TorsionDocumento15 páginasInforme Practica TorsionGerman EsparzaAún no hay calificaciones
- Semana 9Documento41 páginasSemana 9KEYLA DORCAS SIPION RAMIREZAún no hay calificaciones
- Tarrico - Provedores EncuadernaciónDocumento13 páginasTarrico - Provedores EncuadernaciónPhilologusAún no hay calificaciones
- 312e9a HojadeseguridadduchagrafitoDocumento1 página312e9a HojadeseguridadduchagrafitoAlfredo PachecoAún no hay calificaciones
- Problemas Gravimetría 2016Documento2 páginasProblemas Gravimetría 2016Ruben0% (1)
- TDS Xclo Solvente UniversalDocumento2 páginasTDS Xclo Solvente UniversalAugusto BellezaAún no hay calificaciones
- Método QDocumento4 páginasMétodo QAlexiaAún no hay calificaciones
- GE-PE-TCS Ver 01 Procedimiento Tendido de Cable Subterraneo Rev.14.02.18Documento16 páginasGE-PE-TCS Ver 01 Procedimiento Tendido de Cable Subterraneo Rev.14.02.18ronald salvatierraAún no hay calificaciones
- 2 Calicata 1 Analisis QuimicoDocumento12 páginas2 Calicata 1 Analisis QuimicoInfra HuatasaniAún no hay calificaciones
- 4.-Miembros Sometidos A Carga Axial y MomentoDocumento41 páginas4.-Miembros Sometidos A Carga Axial y MomentoAnaBelle RLAún no hay calificaciones
- La Degradación de Lós Desechós: Clase 2 " "Documento17 páginasLa Degradación de Lós Desechós: Clase 2 " "Alfredo LópezAún no hay calificaciones
- FDS Propano PropilenoDocumento8 páginasFDS Propano Propilenocristian100% (1)
- AntirayasDocumento3 páginasAntirayasUrielAún no hay calificaciones
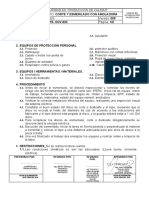
- Pets 23 - Corte y Esmerilado Con AmoladoraDocumento1 páginaPets 23 - Corte y Esmerilado Con AmoladoraLeafar Lopez HuaynateAún no hay calificaciones