También podría gustarte
- OFERTA TECNICA COSAPI COAR PIURA Rev 1 PDFDocumento9 páginasOFERTA TECNICA COSAPI COAR PIURA Rev 1 PDFRonald Altamirano EchevarríaAún no hay calificaciones
- Structural Complete SetDocumento6 páginasStructural Complete SetRonald Altamirano EchevarríaAún no hay calificaciones
- Estudio de Mecanica de Suelos Casa PilotoDocumento114 páginasEstudio de Mecanica de Suelos Casa PilotoRonald Altamirano EchevarríaAún no hay calificaciones
- Structural Complete SetDocumento6 páginasStructural Complete SetRonald Altamirano EchevarríaAún no hay calificaciones
- Pres 036rev1-2018 COSAPI COAR PIURA PDFDocumento1 páginaPres 036rev1-2018 COSAPI COAR PIURA PDFRonald Altamirano EchevarríaAún no hay calificaciones
- Aclaraciones Sobre Planos PDFDocumento2 páginasAclaraciones Sobre Planos PDFRonald Altamirano EchevarríaAún no hay calificaciones
- OFERTA ECONOMICA COSAPI COAR PIURA Rev 1 PDFDocumento1 páginaOFERTA ECONOMICA COSAPI COAR PIURA Rev 1 PDFRonald Altamirano EchevarríaAún no hay calificaciones
- Recomendaciones para El Diseño, Ejecucion y Control de Anclajes Inyectados y Postensados en Suelos y Rocas - CDTDocumento100 páginasRecomendaciones para El Diseño, Ejecucion y Control de Anclajes Inyectados y Postensados en Suelos y Rocas - CDTingesimonAún no hay calificaciones
- 1-Conceptos Previos PDFDocumento65 páginas1-Conceptos Previos PDFRonald Altamirano EchevarríaAún no hay calificaciones
- Norma Tecnica Criterios Generales de Diseno para Infraestructura Educativa PDFDocumento40 páginasNorma Tecnica Criterios Generales de Diseno para Infraestructura Educativa PDFRonald Altamirano EchevarríaAún no hay calificaciones
- PS02-LN-002-Rev1-Lineamiento de Gestion Doc en Los Proyectos PDFDocumento10 páginasPS02-LN-002-Rev1-Lineamiento de Gestion Doc en Los Proyectos PDFRonald Altamirano EchevarríaAún no hay calificaciones
- 092 2017 Unheval Lemg JS PDFDocumento16 páginas092 2017 Unheval Lemg JS PDFRonald Altamirano EchevarríaAún no hay calificaciones
- PLANILLA DE PRECIOS COAR PIURA Rev 1 PDFDocumento1 páginaPLANILLA DE PRECIOS COAR PIURA Rev 1 PDFRonald Altamirano EchevarríaAún no hay calificaciones
- Manual de Evaluacion1Documento248 páginasManual de Evaluacion1jesir2Aún no hay calificaciones
- Métodos Numéricos Aplicados A La Ingeniería-Federico Dominguez Sanchez, Antonio Nieves HurtadoDocumento301 páginasMétodos Numéricos Aplicados A La Ingeniería-Federico Dominguez Sanchez, Antonio Nieves HurtadocapicaAún no hay calificaciones
- Anclajes Postensados Suelos PDFDocumento100 páginasAnclajes Postensados Suelos PDFRonald Altamirano EchevarríaAún no hay calificaciones
- FMT 13 01 IE 02 Rev2 IE 02 PDFDocumento1 páginaFMT 13 01 IE 02 Rev2 IE 02 PDFRonald Altamirano EchevarríaAún no hay calificaciones
- Metrado ArquitecturaDocumento57 páginasMetrado ArquitecturaRonald Altamirano EchevarríaAún no hay calificaciones
- Sunat Callao - Metrados SeguridadDocumento7 páginasSunat Callao - Metrados SeguridadRonald Altamirano EchevarríaAún no hay calificaciones
- Rne2009 Titulo3 em Total PDFDocumento128 páginasRne2009 Titulo3 em Total PDFRonald Altamirano EchevarríaAún no hay calificaciones
- Factibilidad Edelnor - Callao PDFDocumento5 páginasFactibilidad Edelnor - Callao PDFRonald Altamirano EchevarríaAún no hay calificaciones
- Vistas para EntregaDocumento8 páginasVistas para EntregaRonald Altamirano EchevarríaAún no hay calificaciones
- Diseño de Estructuras Metálicas PDFDocumento590 páginasDiseño de Estructuras Metálicas PDFJean Callata ChuraAún no hay calificaciones
- Eiv Minka Indice 08.08.16 PDFDocumento303 páginasEiv Minka Indice 08.08.16 PDFRonald Altamirano EchevarríaAún no hay calificaciones
- ANEXO I Panel FotograficoDocumento2 páginasANEXO I Panel FotograficoRonald Altamirano EchevarríaAún no hay calificaciones
- Rne2009 em 040Documento0 páginasRne2009 em 040Wilmer Noe Marin RojasAún no hay calificaciones
- Material Fotografico Sunat Callao PDFDocumento15 páginasMaterial Fotografico Sunat Callao PDFRonald Altamirano EchevarríaAún no hay calificaciones
- ALBAÑILERÍA ESTRUCTURAL 3ed - Héctor Gallegos, Carlos CasabonneDocumento444 páginasALBAÑILERÍA ESTRUCTURAL 3ed - Héctor Gallegos, Carlos CasabonneCesar Julio Panihuara Jara86% (37)
- Eiv Minka Indice 08.08.16 PDFDocumento303 páginasEiv Minka Indice 08.08.16 PDFRonald Altamirano EchevarríaAún no hay calificaciones
- Orp 2009Documento29 páginasOrp 2009yoselin loayza quispeAún no hay calificaciones
- Panel Fotografico FinalDocumento19 páginasPanel Fotografico FinalZcz JmezAún no hay calificaciones
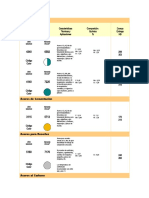
- Aceros Bonificados Codigo ColoresDocumento4 páginasAceros Bonificados Codigo ColoreshufuentsAún no hay calificaciones
- Elementos Electrónicos de Control y Detección DANIELDocumento28 páginasElementos Electrónicos de Control y Detección DANIELleinad152414Aún no hay calificaciones
- Manual Máquinas Herramientas (Torno)Documento103 páginasManual Máquinas Herramientas (Torno)Patrick Montero67% (3)
- ACT. 2 Informe - Matriz LegalDocumento8 páginasACT. 2 Informe - Matriz LegalCristian VelandiaAún no hay calificaciones
- Manual de Procedimientos Motoescrepas 631e y 631gDocumento80 páginasManual de Procedimientos Motoescrepas 631e y 631gKarlos Ramirez100% (1)
- 3ro Geografia 1° CuatrimestreDocumento12 páginas3ro Geografia 1° CuatrimestrebrailauriaAún no hay calificaciones
- Matriz de Aspectos e Impactos AmbientalesDocumento1 páginaMatriz de Aspectos e Impactos Ambientalesjohnny jouve100% (4)
- Tanque Elevado ArquitecturaDocumento5 páginasTanque Elevado ArquitecturaJessica Janeth GuadalupeAún no hay calificaciones
- DM PDFDocumento33 páginasDM PDFAntonio GabrielAún no hay calificaciones
- La Energía Eléctrica y Los Procesos QuímicosDocumento10 páginasLa Energía Eléctrica y Los Procesos QuímicosnathalieAún no hay calificaciones
- Corken Canal Lateral Multi Eta PaDocumento2 páginasCorken Canal Lateral Multi Eta PaingenerproAún no hay calificaciones
- DocxDocumento10 páginasDocxCesar GarridoAún no hay calificaciones
- Taller Quimica 1 (Segunda Clase) MarlonDocumento20 páginasTaller Quimica 1 (Segunda Clase) MarlonAlejandro CortésAún no hay calificaciones
- Cables TermocuplasDocumento13 páginasCables TermocuplasVladimir Illich PinzonAún no hay calificaciones
- Proceso e Importancia Del Reciclaje de Botellas PlasticasDocumento3 páginasProceso e Importancia Del Reciclaje de Botellas PlasticasArllely SandovalAún no hay calificaciones
- GCC-F-030 Formato Cuestionario ECCLDocumento8 páginasGCC-F-030 Formato Cuestionario ECCLMaria EscuderoAún no hay calificaciones
- Tarea4-Yenifer Contreras CostosDocumento6 páginasTarea4-Yenifer Contreras CostosDennis Vergara CastroAún no hay calificaciones
- Craqueo TermicoDocumento3 páginasCraqueo TermicoAmber MaddoxAún no hay calificaciones
- Catálogo PRODALAMDocumento24 páginasCatálogo PRODALAMdiazfran50% (2)
- Catalogo General de Pararrayos Joslyn EspDocumento84 páginasCatalogo General de Pararrayos Joslyn EspMario MoralesAún no hay calificaciones
- Lista de UtilesDocumento2 páginasLista de Utilesfelixac24.sfacAún no hay calificaciones
- Procesos de Fabricación 3Documento35 páginasProcesos de Fabricación 3Jose AponteAún no hay calificaciones
- Mecánica de Sólidos. Mecánica Del Medio ContinuoDocumento34 páginasMecánica de Sólidos. Mecánica Del Medio Continuoaker_wildchildAún no hay calificaciones
- Curso de Albañileria CondinadaDocumento108 páginasCurso de Albañileria CondinadaPedro JimenezAún no hay calificaciones
- Primer Grupo de CationesDocumento14 páginasPrimer Grupo de CationesJebuz Raskolnikov Valencia Garro100% (1)
- Diseño Sísmico de Muros EstructuralesDocumento29 páginasDiseño Sísmico de Muros EstructuralesBenjamin Chumbe RomanAún no hay calificaciones
- Álbum QuirurgicoDocumento43 páginasÁlbum QuirurgicoKarina Monsserrat83% (6)
- Diseño de Sistema de Transporte Neumático para PolvosDocumento15 páginasDiseño de Sistema de Transporte Neumático para PolvosMaría SalazarAún no hay calificaciones