Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Cur So TP Moper Adores
Cargado por
Alejandro PerezTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Cur So TP Moper Adores
Cargado por
Alejandro PerezCopyright:
Formatos disponibles
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
MANTENIMIENTO PRODUCTIVO
TOTAL (TPM) PARA OPERADORES
DR. PRIMITIVO REYES AGUILAR
Abril, 2007
Mail. Primitivo_reyes@yahoo.com / Cel. 044 55 52 17 49 12
Pgina 1 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
CONTENIDO
MDULO 1. CONCEPTOS BSICOS DEL TPM
MDULO 2. MANTENIMIENTO AUTNOMO
19
MDULO 3. EVENTOS KAIZEN
34
Pgina 2 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
MDULO 1. CONCEPTOS BSICOS DEL TPM
1.1 Introduccin
Despus de haber implantado las 5ss, y sabiendo que es la parte inicial de un
proceso de mejora continua en cualquier organizacin, estamos en condiciones de
iniciar con la implantacin del TPM. Las funciones de mantenimiento dentro de las
empresas industriales, se ha entendido tradicionalmente como un mal necesario,
sin embargo la funcin que desempea el mantenimiento es primordial, ya que de
esto depende garantizar la capacidad de una empresa.
Conforme se incrementa el nivel de automatizacin, la calidad, la productividad, el
costo, los inventarios, la seguridad, la salud y la tasa o salida de produccin, cada
vez dependen ms del equipo de produccin.
Entre los beneficios del TPM se encuentran:
Productividad: incremento en la productividad del personal; valor
agregado por persona; tasa de operacin; y fallas reducidas.
Calidad: reduccin de defectos en proceso; defectos del producto; quejas y
devoluciones.
Costo: Reduccin en personal; en costos de mantenimiento; en energa
Entrega: reduccin de inventarios, incremento en vueltas de inventario.
Seguridad / Medio ambiente: cero accidentes, cero contaminantes.
Moral: incremento de generacin de ideas, juntas de grupos pequeos y
participacin del personal.
Las cuatro etapas de desarrollo del TPM
El mantenimiento preventivo se introduce en los 1950s, el mantenimiento
productivo en los 1960s. El desarrollo del TPM se inicia en los 1970s. El periodo
previo a 1950, puede referirse como un periodo de mantenimiento correctivo.
Etapa 1. Mantenimiento correctivo de fallas
Pgina 3 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
Etapa 2. Mantenimiento preventivo y predictivo
Etapa 3. Mantenimiento productivo
Etapa 4. Mantenimiento productivo total (TPM)
Definicin del TPM
La palabra Total tiene varias implicaciones. A continuacin se describen los
significados de esta palabra:
Eficiencia Total
Mantenimiento Total
Participacin Total
El primer aspecto de la palabra total de Mantenimiento Productivo Total,
es conseguir una excelente eficiencia total del equipo. El segundo es aplicar un
sistema de mantenimiento total para todo el tiempo de vida til del equipo,
involucrando
prevencin
del
mantenimiento,
mantenimiento
preventivo
predictivo, mantenimiento correctivo planeado y mejora del mantenimiento. Y el
tercer aspecto de la palabra total es la participacin total del personal, desde la
gente que est en la planta hasta los gerentes y directivos.
En resumen, el Mantenimiento Productivo Total es la bsqueda de la
eficiencia productiva, mediante la participacin de los operadores y el
involucramiento de las funciones de soporte, para prevenir fallas y paros de
la operacin del equipo y del proceso.
Objetivos
El objetivo final es maximizar la efectividad operacional del equipo con el
involucramiento de los operadores.
Pgina 4 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
Se enfoca a mejorar el tiempo efectivo y reducir el volumen de producto
defectuoso, predecir y prevenir fallas as como permitir la participacin de los
recursos humanos y facilitar la administracin visual. El Mantenimiento Productivo
Total:
Busca maximizar la eficiencia de los equipos (mejora de la eficiencia).
Busca establecer un sistema para mantener el equipo maximizando su
vida til de utilizacin.
El
Mantenimiento
Productivo
Total
opera
en
todas
las
reas
involucradas con los equipos, incluyendo la planeacin, utilizacin y el
rea de mantenimiento.
Permite desarrollar habilidades y experiencia con todos los empleados
involucrados.
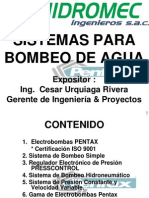
Fallas en la vida del equipo
Tasa de falla Lamda
Sin TPM
Con TPM
Mortalidad
infantil
Vida til
Desgaste
Fig. 1.1 Aumento de la vida til por medio del TPM
Pgina 5 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
Enfoque del TPM
CERO FALLAS
Exponer defectos escondidos y
prevenir fallas antes que ocurran.
Administracin
Tpica del
Mantenimiento
FALLA
Tornillos
flojos
Suciedad
Defectos escondidos
Incorrecta
lubricacin
Planta Escondida
Velocidad
Sobrecalentamiento
Desgaste
Administracin Mantenimiento
Manufactura Clase Mundial
Polvo
Una falla es la
punta del Iceberg
Ruidos
Deformaciones
Grietas
Materiales
adheridos
Juegos
Otras
anormalidades
Fugas
10
Fig. 1.2 Prevencin de fallas y paros mayores con TPM
En el Mantenimiento Productivo Total, la mayor parte de la inspeccin y
mantenimiento del equipo (limpieza, lubricacin, reajustes, etc.), es llevado a cabo
personalmente por el mismo operador. Puede ponerse en prctica de manera
simple: Si el equipo es tratado con cuidado, entonces las fallas y defectos
decrecern gradualmente.
1.2 Las seis grandes prdidas
El concepto de Mantenimiento Productivo Total incluye eliminar las prdidas y
elevar el equipo a su mxima eficiencia. Siempre existen las prdidas, desde las
debidas a descomposturas, cambios y preparaciones, hasta prdidas por defectos,
administracin y ajustes. La variacin siempre esta presente, dependiendo de la
naturaleza y tipo de industria, pero el Mantenimiento Productivo Total generaliza
estas prdidas y se refiere a ellas como Las 6 Grandes Perdidas.
Pgina 6 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
Para alcanzar la efectividad total del equipo, el TPM trabaja para eliminar las seis
grandes prdidas que son obstculos para la efectividad del equipo:
Fig. 1.3 Ejemplos de Prdidas
1. Al intentar arrancar la mquina
Tenia el Limit Switch bloqueado
15 minutos de retrazo
FALLA DE
MQUINA
Limit
Switch
21
2. De repente se rompi un engrane
De la mquina, mantenimiento tard
60 minutos en repararla
FALLA DE
MQUINA
22
Pgina 7 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
3. Una mquina se par por nivel de
Aceite abajo del mnimo, se le rellen
pero se par 15 minutos
Falla de
equipo
Luz indicadora
de bajo nivel
25
4. El supervisor al tomar tiempo
se da cuenta que la mquina
procesa 20 piezas por hora en
lugar de 30. No se podr cumplir
con el pedido del cliente
Velocidad de
avance de mquina
muy abajo de tiempo
VELOCIDAD
REDUCIDA
26
Pgina 8 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
5. La puerta no cierra adecuadamente y varias
veces el operador debe mantener cerrado el
switch de seguridad, aunque toma 20
segundos hoy ha fallado 30 veces dando 10
minutos de tiempo muerto
PAROS
CORTOS
Limit Switch
27
6. Los operadores nuevos no fueron
capacitados, generando tiempos
muertos por falta de partes en otros
procesos por 30 minutos
28
Pgina 9 de 35
CURSO DE TPM PARA OPERADORES
7. Se realiz un cambio de modelo de
producto en la mquina, tom 40 minutos
hacer el cambio y los ajustes
P. REYES / ABRIL 2007
Ajustes de
precisin
ok!
CAMBIO
DE TIPO
29
Se contabilizaron los tiempos muertos
ocurridos por diferentes causas dando 266
minutos de prdida
Concepto Falla de
de perdida equipo
Cambio de
Paros Caida de
Hta. De
Reparacin Error Tiempo
modelo y
Arranque
cortos velocidad
corte
de defecto humano total
ajuste
Tiempo 75 min. 10 min. 28 min. 50 min. 40 min. 3 min. 30 min. 30 min. 266min.
30
Pgina 10 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
Tiempo muerto:
1. Falla del equipo al salir fuera de operacin, por falta de mantenimiento o
partes desgastadas.
2. Preparacin y ajuste
Prdidas de velocidad
3. Trabajo en vaco y paros menores debido a operacin anormal de sensores,
bloqueos de transportadores, etc.
4. Velocidad reducida - debida a discrepancias entre la velocidad diseada y real
del equipo, por operacin anormal del equipo, falta de entrenamiento.
5. Rendimiento reducido por arranque de mquinas y ajustes hasta que la
produccin es estable.
Defectos:
6. Defectos de proceso - debidos a desperdicios y defectos de calidad a ser
reparados.
En el caso de procesos continuos, se tienen prdidas por paros que resultan del
propio trabajo o de los ajustes regulares presupuestados en el plan anual de
mantenimiento por las cuales el equipo debe ser detenido.
Existen tambin prdidas por fallas del proceso. Estas resultan por la ocurrencia
de problemas con las materias primas, derrames o atascos hasta errores
operativos. Existen luego las prdidas normales relativas a la produccin,
derivadas del arranque y paro de las plantas. Estas son las mayores prdidas de
la operacin de las plantas.
Pgina 11 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
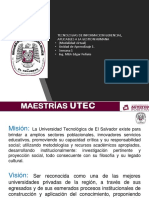
1.3 Mediciones en el TPM
La efectividad operacional del equipo (OEE)
es una medicin del tiempo
disponible, desempeo y calidad. Cuando el equipo es nuevo se espera que haga
un cierto nmero de partes en un cierto periodo de tiempo con un nivel predecible
de calidad durante la vida til del equipo. Esto se denomina la Funcin Estndar.
En TPM, cada vez que el equipo no cumpla las expectativas por cualquier razn,
se tiene una prdida (o falla) de la funcin estndar.
SEIS GRANDES
PERDIDAS
1
PRDIDA POR
EQUIPOS
TIEMPO DE OPERACIN
FALLAS
PRDIDA
TIEMPO TRABAJANDO
PRDIDA POR CAMBIO
DE MODELO Y AJUSTES
PRDIDA POR GIRO EN
VACIO Y PAROS CORTOS
POR
PAROS
PRDIDA
TIEMPO NETO
DE OPERACIN
POR
CADA DE
VELOCIDAD
PRDIDA POR CAIDA
DE VELOCIDAD
PRDIDA
TIEMPO DE
OPERACIN POR
CON VALOR DEFECTOS
5 PRDIDA POR DEFECTOS
DE PROCESOS
PRDIDA POR
ARRANQUE
13
Fig. 1.4 Efecto de las 6 grandes prdidas
Pgina 12 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
Anlisis de Prdidas
365 das al ao por 24 horas (8,760 horas)
TIEMPO DE FABRICACION
TIEMPO DE OPERACIN
TIEMPO REAL
DE OPERACIN
Prdidas no
programadas
Prdidas por
rendimiento
TIEMPO OPER.
CON VALOR Prdidas por
calidad
AGREGADO
EGE
146 das al ao por 24
horas (3,504 horas)
Prdidas
programadas
OPORTUNIDAD
TIEMPO DE CARGA
$
TPM
GAP
PLANTA ESCONDIDA
12
Fig. 1.5 Anlisis de prdidas
La OEE mide la eficiencia disponible en el tiempo (tiempo disponible planeado del
equipo contra tiempo no planeado o tiempo muerto), el desempeo (nmero de
partes hechas comparadas contra las tasas estndar), y la calidad (nmero de
defectos comparados contra el nmero de partes hechas).
Un OEE del 100% significa que hay cero tiempos muertos y cero defectos.
Primeramente, el tiempo que se supone que el equipo estar operando es
tratado como horas de carga. Las prdidas, por ejemplo, de descomposturas,
cambios, preparaciones, desgaste de herramental y cambio y arranques, son
totalizadas y clasificadas como prdidas por paro y por tanto, deducidas.
Lo que queda son las horas operativas del equipo, pero las prdidas
debidas, por ejemplo, a paros menores, baja velocidad de operacin y prdidas de
desempeo, an tienen que ser deducidas antes de que las horas de produccin
verdaderas salgan a relucir. Solamente despus de deducir las prdidas por
defectos y retrabajos, obtenemos las horas fundamentales de operacin; esto es,
Pgina 13 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
las horas reales de generacin de valor. La tasa de operacin, calculada de esta
forma, es la efectividad total del equipo y nos indica si el Mantenimiento Productivo
Total est trabajando.
Generalmente las tasas de operacin del equipo son tan altas como estas
prdidas lo permiten. En casi todos los lugares de trabajo, la eficiencia total del
equipo previa a la introduccin del Mantenimiento Productivo Total, va de un 40 a
un 60% (en el mejor de los casos). Esto significa que el equipo est siendo
utilizado efectivamente solo la mitad del tiempo.
Esta es la realidad. El Mantenimiento Productivo Total puede mejorar esta
eficiencia total del equipo a un 85% o mejor, esto es, que la productividad del
equipo existente pudiera ser simplemente duplicada.
La efectividad del equipo se determina con base en su disponibilidad, su eficiencia
de desempeo y eficiencia de calidad como sigue:
Pgina 14 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
ETE = Disponibilidad X Tasa de Eficiencia X Tasa de Calidad
Ejemplo: ETE = 0.87 x 0.50 x 0.98 x 100 = 42.6 %
EQUIPOS
SEIS GRANDES
PERDIDAS
1
TIEMPO DE OPERACIN
2
PRDIDA
TIEMPO TRABAJANDO
PRDIDA POR CAMBIO
DE MODELO Y AJUSTES
Disponibilidad:
Tiempo Disponible - Tiempo Muerto X 100
Tiempo Disponible
Ejemplo: 460 mins. - 60 mins x 100 = 87%
460 mins.
POR
PAROS
PRDIDA
POR
CADA DE
VELOCIDAD
TIEMPO NETO
DE OPERACIN
PRDIDA POR
FALLAS
TIEMPO DE PRDIDA
OPERACIN POR
CON VALOR DEFECTOS
PRDIDA POR GIRO EN
VACIO Y PAROS CORTOS
PRDIDA POR CAIDA
DE VELOCIDAD
5 PRDIDA POR DEFECTOS
DE PROCESOS
6
PRDIDA POR
ARRANQUE
Tasa de Eficiencia:
Ciclo de tpo. ideal x cantidad procesada X 100
Tiempo Operativo
Ejemplo: 0.5min/unid x 400unid x 100 = 50%
400 mins.
Tasa de Calidad:
Cant. procesada - Cantidad Defectuosa X 100
Cantidad Procesada
Ejemplo: 400 unid. - 8unid x 100 = 98%
400unid
14
Fig.
1.6
Medicin
de
la
efectividad
con
las
grandes
prdidas
La disponibilidad
La tasa de operacin o disponibilidad se basa en la relacin del tiempo de
operacin, al tiempo de carga:
Disponibilidad = tiempo de operacin / tiempo de carga =
= (tiempo de carga tiempo muerto) / tiempo de carga
El tiempo de carga es el tiempo disponible por da o mes, obtenido del tiempo
disponible total menos el tiempo muerto planeado. El tiempo muerto planeado es
el tiempo programado para actividades planeadas de mantenimiento.
Pgina 15 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
Por ejemplo:
Un turno de 8 horas tiene 480 minutos, si el tiempo muerto planeado por da es 20
minutos, el tiempo de carga por da ser 460 minutos.
Si adems se suman los tiempos muertos por los conceptos siguientes: fallas 20
minutos, ajustes 20 minutos, y paros 20 minutos, con un total de 60 minutos.
El tiempo de operacin = tiempo de carga tiempo muerto por fallas y ajustes =
460 60 = 400 minutos.
La disponibilidad = 400 / 460 x 100 = 87%
Eficiencia de desempeo
La eficiencia del desempeo es el producto de la tasa de la velocidad de
operacin y la tasa de operacin neta.
La tasa de velocidad de operacin = tiempo de ciclo terico / tiempo de ciclo real
Por ejemplo:
Si el ciclo de operacin por artculo es de 0.5 minutos y el tiempo de ciclo real es
de 0.8 minutos, se tiene:
Tasa de velocidad de operacin = 0.5 / 0.8 x 100 = 0.625 = 62.5%
La tasa neta de operacin mide el mantenimiento de una velocidad dada sobre un
periodo de tiempo dado. Calcula prdidas resultantes de paros menores, as como
las prdidas que no se registran en las bitcoras, tales como pequeos problemas
y ajustes.
Tasa neta de operacin = Tiempo real de proceso / Tiempo de operacin =
= Cantidad procesada x tiempo de ciclo real / tiempo de operacin.
Pgina 16 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
Por ejemplo si el nmero de artculos procesados por da es de 400, el tiempo de
ciclo real es de 0.8 minutos y el tiempo de operacin es de 400 minutos.
Tasa neta de operacin = (400 x 0.8 / 400 ) x 100 = 80%
Las prdidas causadas por paros menores es del 20%.
Eficiencia de desempeo=Tasa neta de operacin x tasa de velocidad de operacin =
Eficiencia desempeo = Cantidad procesada x tiempo de ciclo real x tiempo de ciclo ideal
Tiempo de operacin
Tiempo de ciclo real
Eficiencia de desempeo = Cantidad procesada x tiempo de ciclo ideal =
Tiempo de operacin
Eficiencia de desempeo =( 400 x 0.5 ) / 400 x 100 = 50%
(0.625 x 0.80 x 100 = 50%)
Si la tasa de calidad es del 98%, entonces la efectividad operacional del equipo
es:
Efectividad operacional del equipo (OEE) = Disponibilidad x Eficiencia de
desempeo x Tasa de calidad de productos = (0.87 x 0.50 x 0.98 x 100) = 42.6%
Con base en la experiencia, las condiciones ideales son:
Disponibilidad ... mayor a 90%
Eficiencia de desempeo... mayor a 95%
Tasa de calidad de productos ... mayor a 99%
Eficiencia total del equipo ... mayor al 85%
Pgina 17 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
1.4 Acciones para cero fallas
Para eliminar las fallas se deben exponer los defectos escondidos y atacarlos
antes de que el equipo falle. Las siguientes cinco acciones ayudan a eliminar las
fallas:
1. Mantener bien controladas las condiciones bsicas (limpieza, lubricacin,
atornillado y ajustes).
2. Apego a procedimientos adecuados de operacin
3. Restablecer la deterioracin
4. Mejorar debilidades en diseo
5. Mejora de habilidades de operacin y mantenimiento
Fig. 1.7 Diagrama de flujo de acciones para evitar fallas
Pgina 18 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
MDULO 2. MANTENIMIENTO AUTNOMO
2.1 Introduccin
La falta de conciencia en relacin al TPM genera situaciones como las siguientes:
Equipo sucio o descuidado
Tuercas y tornillos flojos, producen inestabilidad visible
Fugas de filtros de aire que requieren ser removidos y limpiados
Lubricantes sucios, requieren cambio
Instrumentos de medicin sucios dificultan su lectura
Ruidos anormales en bombas hidrulicas
Mquinas con vibracin y ruidos
Superficies sucias
Fig. 1.8 Situacin anterior al mantenimiento autnomo
Pgina 19 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
Fig. 1.9 Fricciones por falta de trabajo en equipo
El mantenimiento autnomo promueve conciencia en el equipo, la concienciacin
en el equipo se refiere a cuatro habilidades: (1) descubrir anormalidades; (2)
atender anormalidades; (3) establecer condiciones ptimas del equipo; (4)
mantener el equipo en ptimas condiciones.
Atender
anormalidades
Descubrir
anormalidades
Establecer
condiciones
ptimas del equipo
Mantener el equipo
en ptimas
condiciones
Fig. 1.10 Habilidades del equipo de mantenimiento autnomo
Pgina 20 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
Objetivos del mantenimiento autnomo:
Eliminar las seis mayores prdidas e incrementar la efectividad operacional
del equipo por medio de actividades de grupos pequeos con el apoyo de la
administracin.
Educar a los empleados en conocimientos y habilidades relacionados con
los equipos.
Mejorar el equipo, cambiar los mtodos de trabajo, y revitalizar el lugar de
trabajo.
Asegurar la calidad del producto al 100% estableciendo y manteniendo
condiciones para cero defectos
Educacin y entrenamiento
Los operadores no dominan las habilidades en un da, es un proceso secuencial
que tarda tiempo:
Nivel 1
Reconocer
anormalidades
como tales.
Prepararse
mentalmente y
fsicamente para
mejorar el equipo.
Nivel 2
Comprender las
funciones y
estructura del
equipo (cuando son
normales y cuando
son anormales)
Nivel 3
Conocer la relacin
entre la precisin
del equipo y la
calidad
Pgina 21 de 35
Nivel 3
Poder realizar
reparaciones del
equipo
CURSO DE TPM PARA OPERADORES
Fig. 1.11 Cuidados a la mquina
Fig. 1.12 Cuidados al personal
Pgina 22 de 35
P. REYES / ABRIL 2007
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
2.2 Ocho pasos en el desarrollo de mantenimiento autnomo
Paso
1. Realizar limpieza inicial
Metas
- Eliminar todo el polvo y
partculas para prevenir la
deterioracin acelerada
- Identificar problemas
escondidos al limpiar y
corregirlos
- Familiarizarse con el
equipo y ser sensible a sus
necesidades
- Atacar los problemas en
equipo de trabajo; aprender
habilidades de liderazgo
** La limpieza es inspeccin
Puntos a enfatizar
Los empleados aprenden
gradualmente que la
limpieza es inspeccin y los
resultados van ms all de
tener el equipo brillante.
2. Atender causas de
equipo sucio
- Eliminar causas de
suciedad; prevenir la
generacin de rebabas o
polvo y contaminantes
- Mejorar la confiabilidad del
equipo al evitar que se
acumule polvo y suciedad
en el equipo
- Ampliar el alcance de los
esfuerzos de mejora de
individuos a equipos
pequeos
- Estar orgullosos de
implementar las mejoras
Mientras se mejora el
mantenimiento del equipo,
los operadores no solo
conocen como se mejora el
equipo, sino que se
preparan para continuar
trabajando en equipos
pequeos
3. Mejorar reas difciles de
limpiar
** Evitar dispersin de
partculas localizndolas **
- Reducir el tiempo
necesario para limpieza y
lubricacin
- Mejorar la mantenabilidad
por medio de limpieza y
lubricacin mejorada
- Aprender como
trasparentar la gestin por
medio de controles visuales
simples
- Estar orgullosos de
implementar las mejoras
** Difcil de limpiar significa
difcil de inspeccionar **
Pgina 23 de 35
Mientras se mejora el
mantenimiento del equipo,
los operadores no solo
conocen como se mejora el
equipo, sino que se
preparan para continuar
trabajando en equipos
pequeos
CURSO DE TPM PARA OPERADORES
4. Estandarizar actividades
de mantenimiento
5. Desarrollar actividades
de inspeccin generales
6. Realizar inspeccin
autnoma
- Controlar los tres factores
clave para prevenir la
deterioracin: limpieza,
lubricacin y apretar
tornillos y tuercas.
- Emitir estndares
provisionales de limpieza
rutinaria, lubricacin, e
inspeccin
- Comprender la
importancia de mantener la
calidad por medio de
equipos pequeos
- Estudiar las funciones
bsicas y estructura del
equipo
** Decisiones firmes y
adherencia firme **
- Aprender a identificar las
condiciones ptimas de
desempeo y tener
habilidad para el
diagnstico
- Trabajar con los tcnicos
de mantenimiento para
aprender los tres factores
clave para prevenir la
deterioracin
- Realizar una inspeccin
general de las partes
principales del equipo para
reemplazar las partes
desgastadas y mejorar la
confiabilidad
- Modificar el equipo para
facilitar la inspeccin (y
mantenimiento)
- Cultivar el sentido de
liderazgo y membresa
aprendiendo de los
operadores ms
experimentados
** Formar operadores
concientes del equipo que
puedan hacerle ajustes **
- Usar listas de verificacin
y procedimientos
estandarizados
efectivamente
Pgina 24 de 35
P. REYES / ABRIL 2007
Emitiendo y revisando los
procedimientos estndar,
los operadores comprenden
que as como la gente que
mantiene el equipo, deben
tomar, implementar y
promover sus propias
decisiones de
mantenimiento.
Los operadores aprenden
los puntos vitales de su
equipo por medio de estudio
e instruccin, mejoran sus
habilidades por medio de la
prctica, y confirman su
nivel de logro por medio de
pruebas.
Los miembros del equipo
prueban su comprensin y
adherencia a puntos de
inspeccin importantes
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
- Mejorar la confiabilidad
operacional y clarificar
condiciones anormales.
- Reconocer la operacin
correcta, anormalidades, y
acciones correctivas
apropiadas
- Fomentar la autonoma
creando sus propias listas
de verificacin
7. Organizar y administrar el
lugar de trabajo
8. Motivar la administracin
autnoma
** Educar a miembros del
equipo a que estn
concientes de su equipo y
administrar sus condiciones.
- Asegurar la calidad y la
seguridad estandarizando el
trabajo en planta,
procedimientos de orden y
limpieza y mejorando la
productividad
- Estandarizar las
cantidades y el
almacenamiento de
inventarios en proceso,
inventarios de materia
prima, productos,
refacciones, jigs, y
herramentales
- Facilitar la administracin
del mantenimiento
implementando controles
visuales
** Taller de estandarizacin
y administracin de
condiciones **
- Trabajar juntos en las
mejoras que ayudarn a
lograr las mtricas
organizacionales
- Colectar y analizar datos
del equipo orientados a
mejorar la confiabilidad,
mantenabilidad y
operabilidad
- Promover la mejora
continua
- Aprender a registrar y
analizar datos del equipo y
realizar reparaciones
simples del equipo
Pgina 25 de 35
Este paso refuerza la
estandarizacin de
reglamentaciones y
controles, mejora de
estndares, y uso de
controles visuales para
facilitar la administracin del
mantenimiento.
Las actividades del
operador se monitorean
para que sean consistentes
con las metas de la
organizacin.
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
** Realizar actividades de
mejora que refuercen las
polticas de la organizacin
**
El proceso de capacitacin y desarrollo de habilidades se facilita realizando
actividades de mantenimiento autnomo como sigue:
Actividades de
TPM
Mantenimiento
autnomo
Pasos
Mejoras al
equipo
Nivel 1
Eliminar
deterioracin
acelerada
Exponer y
corregir
anormalidades
en el equipo
1. Realizar
limpieza inicial
2. Atender
causas de equipo
sucio
3. Mejorar reas
difciles de
limpiar
Eliminar prdidas
crnicas por
cuellos de botella
en produccin
Nivel 2
Eliminar fallas
Nivel 3
Eliminar
defectos
Nivel 4
Operacin
rentable
Comprender las
funciones y
estructura del
equipo
4. Estandarizar
actividades de
mantenimiento
5. Desarrollar
habilidades
generales de
inspeccin
Comprender la
relacin entre
equipo y calidad
Facilitar el
mantenimiento
autnomo del
equipo
8. Administrar
autnomamente
Mantener cero
defectos
Pgina 26 de 35
6. Realizar
inspeccin
autnoma
7. Organizar y
administrar el
lugar de trabajo
Establecer
condiciones para
cero defectos
Grupos
pequeos para
cero defectos.
Hacer el equipo
altamente
productivo
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
Mantimiento
autnomo
1. Limpieza inicial
2. Atender causas
de equipo sucio
3. Mejorar reas
dficiles de limpiar
4. Estandarizar
actividades de
mantenimiento
Mantimiento
autnomo
7. Organizar y
establecer
prioridades
8. Gestin
autnoma
Mantimiento
autnomo
5. Habilidades
generales de
inspeccin
6. Inspeccin
autnoma
Cambiar la
forma de
pensar
Motivacin
Cambio
Equipo
- Limpieza es
inspeccin
- La inspeccin
revela
anormalidades
- Se corrigen las
anormalidades
Defectos y
fallas
reducidos
Cambiar
como la
gente
piensa y
acta
Logro de
cero
defectos y
cero paros
Cam
bio
Acciones
de cambio
- La restauracin y
mejora orienta a
mejores resultados
- Los buenos
resultados motivan
a todos
Revitalizacin a travs del mantenimiento autnomo
Fig. 1.13 Influencia positiva del mantenimiento autnomo
2.3 Apoyo de la gerencia en el mantenimiento autnomo
La participacin activa de la gerencia es crucial para el xito del mantenimiento
autnomo, las actividades de la gerencia incluyen apoyar la motivacin de los
trabajadores, realizar inspecciones y evaluaciones, capacitar y realizar estudios
especiales de mantenimiento productivo.
Las 3 actividades clave para los grupos pequeos son: (1) voluntad para trabajar o
motivarse; (2) habilidades apropiadas; y (3) ambiente de apoyo.
Pgina 27 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
Los grupos pequeos deben utilizar las tres actividades clave para el
mantenimiento autnomo: reuniones frecuentes, un tablero de actividades, y
lecciones de un punto.
Reuniones
Durante las reuniones, los miembros de grupos pequeos ejercitan y desarrollan
su liderazgo y habilidades de trabajo en equipo.
Las reuniones deben ser:
1. Un momento para reflexionar y revisar.
2. Un momento para hacer mejoras
3. Un momento para pensar acerca de la relacin entre anormalidades y las seis
mayores prdidas.
4. Un momento para desarrollar habilidades de observacin y mejora.
5. Un momento para promover adherencia (vgr. Para asegurar el desempeo de
las responsabilidades de mantenimiento).
6. Un momento para tormenta de ideas y planes de mejora.
Tablero de boletn de actividades
Es una herramienta para desarrollo de planes y polticas, para el listado y
asignacin de prioridades a problemas, y para generar y documentar las
soluciones. Tambin ayuda a establecer un propsito comn y comprensin entre
miembros del grupo.
Pgina 28 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
Figura 1.14 Tablero de boletn de actividades de TPM
Pgina 29 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
Ejemplos de formatos de apoyo:
a) Ejemplo de procedimiento de Mantenimiento autnomo
No.
Parte
LIMPIEZA
Unidad A
Motor
LUBRICACIN
Dentro del
tanque
Dentro del
convertidor
En la flecha
INSPECCIN
Motor
polvo?
Vlvula
Ajuste
1
2
1
2
Espec.
Mtodo
Herramienta Tiempo Da Sem.
Limpia
Limpia
Limpiador
Limpiador
A
A
4Hrs.
3Hrs.
Ver
nivel
Ver
nivel
Ver
nivel
Visual
5Hrs.
Visual
3Hrs.
Visual
3Hrs.
Or, oler,
tocar
Visual
Paro, llamar
al tcnico
Paro, llamar
al tcnico
30
min.
20 min.
Mes
O
O
Op.
Op.
6
Op.
meses
6
Op.
meses
6
Op.
meses
Op.
Op.
b) Ejemplos de estndar de limpieza y lubricacin
No.
reas de limpieza Categora
Alrededor del marco
Cuerpo principal y alrededores
Ventana de mirilla
Bomba y vlvulas de aceite
Dentro del bobinador
No.
reas de lubricacin Categora
Lubricador
Engranes de friccin
Engrane mayor
Bomba automtica
Puntos de lubricacin
Estndares
de limpieza
Sin
Mtodos de
limpieza
Remover con
Herramientas
de limpieza
Tiempo de
limpieza
15 min.
Pgina 30 de 35
Da
Por
Semana
O
Mes
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
desperdicio de barra de
hule
acero
Nivel de
aceite fcil de
limpiar
Limpiar con
borra
3 min.
Sin aceite y
polvo
Limpiar con
borra
10 min.
Estndares
de
lubricacin
Nivel de
aceite entre
lmites alto y
bajo
Aceite
adecuado
Mtodos de
lubricacin
Tiempo de Da
lubricacin
Semana
Llenar a
mano
10 min.
Usar
aplicador de
aceite
3 min.
Introducir
aceite con
esptula
5 min.
Engrane bien
lubricado
Equipo de
lubricacin
c) Carta de lubricacin (en base a esquema del equipo numerado)
No. Lugares
1
3
2
4
5
1
1
Nombre
Palanca de
mesa
Palanca
lateral
Flecha de
motor
Manija
Caja de
engranes
Lubricante
Super multi
68
Da
O
Sem.
Por
Op.
Op.
Op.
Super multi
10
Regulador automtico de lubricacin
A. Partes metlicas de tornillos
B. Superficie de mesa
C. Tornillo maestro
Mes
O
O
Op.
Tasa
2 a 3 gotas / minuto
2 a 3 gotas / minuto
2 a 3 gotas / minuto
Pgina 31 de 35
Mes
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
d) Lista de verificacin de mantenimiento autnomo
Lugares
Tiempo 1L
Lubricacin
Palanca de
mesa
Manija de
corte
Limpieza
Manija
lateral
Herramental
de mquina
Inspeccin
Polea
Husillo
Switch lmite
2M
3M
4J
5V
8L
9M
10M 11J 12V 15L 16M
20 min.
QQ QQ QQ QQ
QQ QQ QQ
10 min.
QQ QQ
3 horas
QQ QQ QQ
5 horas
QQ QQ QQ QQ
QQ QQ QQ
20 min.
5 min.
10 min.
QQ QQ QQ
QQ QQ QQ
QQ QQ QQ QQ QQ QQ QQ QQ
QQ QQ QQ QQ QQ QQ QQ QQ
QQ
QQ
QQ
QQ
QQ
QQ QQ QQ QQ
QQ QQ QQ
QQ
QQ
QQ
QQ
QQ
QQ
QQ
QQ
e) Ejemplo de organizacin y orden:
Enfoque
Responsabilidad del
operador
Trabajo
Jigs y herramentales
Instrumentos de medicin y
dispositivos a prueba de
error
Precisin del equipo
Operacin y tratamiento de
anormalidades
Elementos
Organizar estndares sobre las responsabilidades de los
operadores; apegarse a ellos con fe, incluyendo registro
de datos.
Promover operaciones organizadas y ordenadas as como
control visual de inventarios en proceso, productos,
defectos, desperdicio, y consumibles (como pintura).
Mantenerlos organizados y fciles de encontrar con control
visual; establecer estndares para precisin y reparacin.
Tener inventarios exactos y asegurar que funciones
adecuadamente; inspeccionarlos y corregir su
deterioracin; preparar estndares para inspeccin.
El operador debe verificar la precisin de su equipo
( cmo afecta a la calidad) y estandarizar procedimientos.
Establecer y monitorear operaciones, preparacin /
ajustes, y condiciones de proceso; estandarizar
inspecciones de calidad; mejorar habilidades de solucin
de problemas.
Pgina 32 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
Lecciones de un punto
Cuando los miembros del equipo toman conciencia de de sus habilidades, pueden
reconocer que habilidades les faltan. En esta actividades faltantes, se les da
capacitacin especfica, con una duracin de no ms de 10 minutos, a esto se le
denomina lecciones de un punto.
Niveles de habilidad
Nivel del operador
Descripcin
No tiene conocimientos suficientes sobre
los principios, estndares, procedimientos y
equipos.
No sabe
Sabe slo la teora
Tiene los conocimientos, pero no sabe
como aplicarlos en la prctica
Conoce en algn grado
Puede usar el conocimiento en algn grado
en la prctica, pero no es consistente
Sabe con certeza
Ha aprendido la habilidad suficientemente y
puede practicarlo consistentemente en la
prctica
Las lecciones de un punto se dividen en tres tipos:
Tipo
Conocimiento bsico
Descripcin
Llenar vacos y confirmar conocimientos
fundamentales
Ejemplos de reparacin
Se usa un evento de reparacin real con
operadores experimentados como
entrenadores
Reforzar habilidades especficas o reas
de conocimiento para prevenir recurrencia
de problemas
Ejemplos de mejora
Ensear a la gente como tomar acciones
correctivas efectivas contra anormalidades
a travs de casos de estudio reales
Pgina 33 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
MDULO 3. EVENTOS KAIZEN PARA MANTENIMIENTO
AUTNOMO
A. Seleccionar un rea piloto y hacer un mapa del proceso.
B. Analizar los componentes clave del proceso (Tipo A paran el proceso; Tipo
B causan fallas de funcionamiento; Tipo C se pueden reemplazar sin
afectar el proceso).
C. Hacer una limpieza inicial e inspeccin
D. Colectar datos de C y D y analizarlos, y determinar la Efectividad
Operacional del Equipo (OEE).
E. Dar prioridad a mejoras
F. Tomar acciones de reparacin, limpieza, ordenar refacciones, etc.
G. Crear plan de accin para las mejoras.
H. Crear listas de verificacin de Mantenimiento Productivo (listas de limpieza,
lubricacin, apriete y ajustes)
I. Revisar plan de accin y revisar prioridades
J. Tormenta de ideas, roles de mantenimiento preventivo, responsabilidades y
frecuencias, completar las listas de verificacin.
K. Reportar a la gerencia
L. Reconocimiento al equipo
M. Definir el seguimiento al plan de accin (semanal)
N. Evaluar resultados
Pgina 34 de 35
CURSO DE TPM PARA OPERADORES
P. REYES / ABRIL 2007
Ejercicio: Hacer una propuesta de mejora con el mtodo Kaizen:
A. Seleccionar un proceso e identificar un equipo de trabajo.
B. Hacer un mapa del proceso y de las operaciones.
C. Identificar las partes tipo A. Es necesario Parar el proceso para su reemplazo;
Tipo B. Es necesario parar una parte del proceso para su reemplazo; C. Se
pueden reemplazar sin parar el proceso.
D. Para las tipo A desarrollar listas de verificacin para limpieza, lubricacin,
aprietes y ajustes menores (tomar como referencia los formatos ejemplo).
E. Desarrollo de un plan de mantenimiento autnomo (tomar como referencia los
formatos ejemplo).
F. Desarrollo de un plan de auditora y seguimiento.
Pgina 35 de 35
También podría gustarte
- Alejandro Plagiari - Persuasión InstantáneaDocumento94 páginasAlejandro Plagiari - Persuasión InstantáneaPsicosistemas92% (13)
- Compendio de Leyes Del Sector Educacion de Honduras - Digital - FormatoDocumento300 páginasCompendio de Leyes Del Sector Educacion de Honduras - Digital - FormatoAndrews Menjivar100% (1)
- Pentax HidromecDocumento85 páginasPentax HidromecMiguel Acero100% (3)
- PE-PRY-055 REV.0 Cambio de Balde A Martillo Martillo A Balde y Balde de Diferentes DimensionDocumento11 páginasPE-PRY-055 REV.0 Cambio de Balde A Martillo Martillo A Balde y Balde de Diferentes DimensionMarco cartes100% (1)
- BPF 059 2015Documento94 páginasBPF 059 2015Brenda Pamela100% (1)
- AJINOMOTODocumento11 páginasAJINOMOTOPiero Paolo0% (1)
- De Tal Palo Tal Astilla PDFDocumento11 páginasDe Tal Palo Tal Astilla PDFMónica Mishell PérezAún no hay calificaciones
- M Cor Sib 01.01 Manual SibDocumento13 páginasM Cor Sib 01.01 Manual SibWara PacsiAún no hay calificaciones
- Evidencia Blog Calidad Del Servicio SENADocumento4 páginasEvidencia Blog Calidad Del Servicio SENAYulyza Mercedes RamosAún no hay calificaciones
- Reglamento Técnico Ecuatoriano Rte Inen 022Documento3 páginasReglamento Técnico Ecuatoriano Rte Inen 022John VelásquezAún no hay calificaciones
- Evaluacion 3 DesarrolloDocumento6 páginasEvaluacion 3 Desarrolloangelo romeroAún no hay calificaciones
- Semana 9 (Supervisión y Control) - DR SotoDocumento59 páginasSemana 9 (Supervisión y Control) - DR SotoDokhurAún no hay calificaciones
- Que Es La ISO 9001Documento38 páginasQue Es La ISO 9001WagnerSIlverAún no hay calificaciones
- Archivo Nolasco para PlagioDocumento81 páginasArchivo Nolasco para PlagioJosue CarelaAún no hay calificaciones
- TIGE-M-V - Semana1-Unidad1-Las TICs y Su Aplicacion A La Gestion Del Talento HumanoDocumento43 páginasTIGE-M-V - Semana1-Unidad1-Las TICs y Su Aplicacion A La Gestion Del Talento HumanoDiana PintoAún no hay calificaciones
- Dossier de Prensa - Fast Good Management - Volumen I - Francisco Alcaide HernándezDocumento11 páginasDossier de Prensa - Fast Good Management - Volumen I - Francisco Alcaide HernándezFrancisco Alcaide HernándezAún no hay calificaciones
- Investigacion DocumentalDocumento18 páginasInvestigacion DocumentalKarla Paola Zarco IzazagaAún no hay calificaciones
- Control Semana 7Documento4 páginasControl Semana 7Juan Carlos Briega AstorgaAún no hay calificaciones
- Trabajo de Creacion de EmpresaDocumento6 páginasTrabajo de Creacion de EmpresaCatalina GomezAún no hay calificaciones
- Trabajo de GradoDocumento98 páginasTrabajo de GradoMaria De Los Angeles YomeyeAún no hay calificaciones
- Trabajo de InvestigacionDocumento12 páginasTrabajo de InvestigacionXavier VelásquezAún no hay calificaciones
- Guía de Declaración de Misión y VisiónDocumento19 páginasGuía de Declaración de Misión y VisiónKarla Sevilla100% (1)
- Perfil Local Multiuso Molinos Cajanleque v6Documento43 páginasPerfil Local Multiuso Molinos Cajanleque v6Humberto ChumbiaucaAún no hay calificaciones
- Población, Medio Ambiente y Crecimiento Económico: ¿Tres Piezas Incompatibles Del Desarrollo Sostenible?Documento17 páginasPoblación, Medio Ambiente y Crecimiento Económico: ¿Tres Piezas Incompatibles Del Desarrollo Sostenible?Denisse Zamudio NavidadAún no hay calificaciones
- Preguntas EdnaDocumento5 páginasPreguntas EdnaStefany Martinez67% (3)
- Enfoque Emergentes de La Contabilidad de CostosDocumento9 páginasEnfoque Emergentes de La Contabilidad de Costoshackermine234Aún no hay calificaciones
- Manual de Curso Auditoria Del Control InternoDocumento23 páginasManual de Curso Auditoria Del Control InternoDiego Elesban Rosales SalgadoAún no hay calificaciones
- Caso Practico de Plan Tactico CMAC CuzcoDocumento58 páginasCaso Practico de Plan Tactico CMAC CuzcoDannaMaribelLcAún no hay calificaciones
- Y212 ES2 06+IndAutoSelection2016 PDFDocumento420 páginasY212 ES2 06+IndAutoSelection2016 PDFCarlos Maldonado AlmeidaAún no hay calificaciones
- Ensayo Profesional de La SaludDocumento2 páginasEnsayo Profesional de La SaludKatherineAún no hay calificaciones