También podría gustarte
- Pac 01 PidDocumento10 páginasPac 01 PidPalmer DionicioAún no hay calificaciones
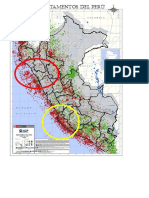
- Mapa de Simos Por Departamento PERUDocumento1 páginaMapa de Simos Por Departamento PERUPalmer DionicioAún no hay calificaciones
- Lab.2 MatlabDocumento23 páginasLab.2 MatlabPalmer DionicioAún no hay calificaciones
- Unidad I - Motor DieselDocumento66 páginasUnidad I - Motor DieselPalmer Dionicio100% (1)
- Unidad III - Sistema de LubricaciónDocumento35 páginasUnidad III - Sistema de LubricaciónPalmer Dionicio100% (1)
- Unidad IV - Sistema de EnfriamientoDocumento25 páginasUnidad IV - Sistema de EnfriamientoPalmer Dionicio100% (1)
- Unidad II - Sistema de Admisión y EscapeDocumento43 páginasUnidad II - Sistema de Admisión y EscapePalmer Dionicio100% (2)
- N Optimo Muestreo Arandano en CampoDocumento8 páginasN Optimo Muestreo Arandano en CampoPalmer DionicioAún no hay calificaciones
- Scada 2 TecsupDocumento45 páginasScada 2 TecsupPalmer Dionicio100% (1)
- Laboratorio 2 1 1 2 1Documento16 páginasLaboratorio 2 1 1 2 1Palmer DionicioAún no hay calificaciones
- Anexo - Medicion Goteros TapadosDocumento3 páginasAnexo - Medicion Goteros TapadosPalmer DionicioAún no hay calificaciones
- Anexo - Medicion Goteros TapadosDocumento3 páginasAnexo - Medicion Goteros TapadosPalmer DionicioAún no hay calificaciones
- Silabos de Fabricación y Montaje de MáquinasDocumento7 páginasSilabos de Fabricación y Montaje de MáquinasPalmer DionicioAún no hay calificaciones
- Laboratorio 2Documento24 páginasLaboratorio 2Palmer DionicioAún no hay calificaciones
- Lab.2 MatlabDocumento23 páginasLab.2 MatlabPalmer Dionicio0% (1)
- 2016-08-18-PLAN de SESIÓN de ClaseDocumento1 página2016-08-18-PLAN de SESIÓN de ClasePalmer DionicioAún no hay calificaciones
- Leccion 1 MineriaDocumento7 páginasLeccion 1 MineriaĽīīnæ Mærgærīītæ100% (1)
- FodaDocumento6 páginasFodaMarco AntonioAún no hay calificaciones
- Econometria 1Documento37 páginasEconometria 1ChileMotores Rodolfo Martinez Ariztia100% (2)
- 05 Acu Mitigacion CorralesDocumento3 páginas05 Acu Mitigacion CorralesCarlos TamayoAún no hay calificaciones
- Les Damos La Bienvenida A Nuestras Conferencias MagistralesDocumento56 páginasLes Damos La Bienvenida A Nuestras Conferencias MagistralesJimenez MaritzaAún no hay calificaciones
- DERECHO TRIBUTARIO I (CÓDIGO TRIBUTARIO) - Semana 12 Organos JurisdiccionalesDocumento4 páginasDERECHO TRIBUTARIO I (CÓDIGO TRIBUTARIO) - Semana 12 Organos JurisdiccionalesRodrigoTaipe930% (1)
- 08INTROMATDocumento11 páginas08INTROMATLautaro SolisAún no hay calificaciones
- Analisis Interno UPCDocumento34 páginasAnalisis Interno UPCAlex Román RocaAún no hay calificaciones
- Características Del NeoliberalismoDocumento3 páginasCaracterísticas Del NeoliberalismoMarielLoorGarciaAún no hay calificaciones
- Decreto 1079 de 2015Documento538 páginasDecreto 1079 de 2015Fenix Arcangel FernandezguerreroAún no hay calificaciones
- ¿Qué Es La Ruptura Laboral?Documento4 páginas¿Qué Es La Ruptura Laboral?Amador Limaco100% (1)
- The Obstacles of Enterprises in Ecuador: Las Trabas Al Emprendimiento en EcuadorDocumento11 páginasThe Obstacles of Enterprises in Ecuador: Las Trabas Al Emprendimiento en EcuadorSñr't ElizabethAún no hay calificaciones
- Contabilidad AplicadaDocumento17 páginasContabilidad AplicadaJose Luis Donairez CuyaAún no hay calificaciones
- La Revolución Industrial y La EnfermedadDocumento6 páginasLa Revolución Industrial y La EnfermedadJuan Manuel Morón OcañaAún no hay calificaciones
- Plan de Desarrollo Municipal 2020-2023 San Martin CesarDocumento86 páginasPlan de Desarrollo Municipal 2020-2023 San Martin CesarFincas ParcelasAún no hay calificaciones
- Decreto3716 H 1978Documento17 páginasDecreto3716 H 1978Bruno SantessoAún no hay calificaciones
- Carmagnani, Marcello - Las Islas Del Lujo. Productos Exóticos, Nuevos Consumos y Cultura Económica Europea, 1650-1800 PDFDocumento162 páginasCarmagnani, Marcello - Las Islas Del Lujo. Productos Exóticos, Nuevos Consumos y Cultura Económica Europea, 1650-1800 PDFSergio Daniel Buezas100% (2)
- Resumen Capitulo 14Documento6 páginasResumen Capitulo 14Gustavo Adolfo León TortorelloAún no hay calificaciones
- Tarea2 Victor Morales 201420010295Documento8 páginasTarea2 Victor Morales 201420010295Lizeth NolascoAún no hay calificaciones
- Pliego de CondicionesDocumento37 páginasPliego de CondicionesHugo FloresAún no hay calificaciones
- TP EncuestaDocumento11 páginasTP Encuestabrunowald100% (1)
- 017775-5241-Karla Mariela Vasquez RamosDocumento2 páginas017775-5241-Karla Mariela Vasquez RamosLuis VasquezAún no hay calificaciones
- Micro - Punto de Equilibrio (Oferta y Demanda)Documento51 páginasMicro - Punto de Equilibrio (Oferta y Demanda)Aldair Bg74% (84)
- Contrato de IncotermsDocumento5 páginasContrato de Incotermsclaudia100% (1)
- Caso Practico Unidad 3Documento3 páginasCaso Practico Unidad 3Paola SilvaAún no hay calificaciones
- Celso Furtado - El Mito Del Desarrollo y El Futuro Del Tercer Mundo (1974)Documento10 páginasCelso Furtado - El Mito Del Desarrollo y El Futuro Del Tercer Mundo (1974)guilmouraAún no hay calificaciones
- PycDocumento4 páginasPycPonce GprAún no hay calificaciones
- Linea de Transmision Cochabamba - La Paz EEIA Vol II PDFDocumento293 páginasLinea de Transmision Cochabamba - La Paz EEIA Vol II PDFLucio VillanuevaAún no hay calificaciones
- Contabilidad GanaderaDocumento16 páginasContabilidad Ganaderagilber100% (1)