También podría gustarte
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109De EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- Olivo SimbologiaDocumento34 páginasOlivo SimbologiaJose Luis MunueraAún no hay calificaciones
- Diseño de Experimentos: Estrategias y análisis en ciencias e ingenieríasDe EverandDiseño de Experimentos: Estrategias y análisis en ciencias e ingenieríasAún no hay calificaciones
- Rediseño del laboratorio de soldadura de la Universidad UTEDe EverandRediseño del laboratorio de soldadura de la Universidad UTEAún no hay calificaciones
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Circuito FielDocumento4 páginasCircuito FielGianfranco Perez Gutierrez50% (2)
- WolverineDocumento4 páginasWolverineLaura BührerAún no hay calificaciones
- Predicción y optimización de emisiores y consumo mediante redes neuronales en motores diéselDe EverandPredicción y optimización de emisiores y consumo mediante redes neuronales en motores diéselAún no hay calificaciones
- UF0906 - Elaboración del plan de aprovisionamiento, costes y documentación técnica en instalaciones de climatización y ventilaciónDe EverandUF0906 - Elaboración del plan de aprovisionamiento, costes y documentación técnica en instalaciones de climatización y ventilaciónAún no hay calificaciones
- 4 1 3 Metodo HeuristicoDocumento4 páginas4 1 3 Metodo Heuristicogervin_delgadoing0% (1)
- Balanceo de LineasDocumento62 páginasBalanceo de LineasJose Rodolfo G CAún no hay calificaciones
- EVIDENCIA1Documento21 páginasEVIDENCIA1aymeepc_793486170Aún no hay calificaciones
- Manufactura y Balanceo de LineasDocumento14 páginasManufactura y Balanceo de LineasIsidro GonzalezAún no hay calificaciones
- UF1253 - Diagnóstico de deformaciones estructuralesDe EverandUF1253 - Diagnóstico de deformaciones estructuralesAún no hay calificaciones
- Planeamiento Operacional de MinadoDocumento50 páginasPlaneamiento Operacional de MinadoHender Samuel Teran Espinoza100% (1)
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- Indice Memoria Descriptiva de Proyecto.Documento10 páginasIndice Memoria Descriptiva de Proyecto.Samuel Lira AstorgaAún no hay calificaciones
- Introducción Al Psoc5Lp: Teoría y aplicaciones prácticaDe EverandIntroducción Al Psoc5Lp: Teoría y aplicaciones prácticaAún no hay calificaciones
- Trabajo Obligatorio ELECTRÓNICA DIGITAL SEASDocumento14 páginasTrabajo Obligatorio ELECTRÓNICA DIGITAL SEASAntonio Sacristán Abad33% (3)
- 1 Cuadernillo VocalesDocumento29 páginas1 Cuadernillo VocalesLidia Riveros RamirezAún no hay calificaciones
- Metasploit 2 PDFDocumento66 páginasMetasploit 2 PDFArgelYañezAún no hay calificaciones
- Calculo de La Flota de Equipos de TransporteDocumento5 páginasCalculo de La Flota de Equipos de TransporteRoberto Carlos Segovia VieraAún no hay calificaciones
- Presentación OCEAN ALPHA ARBITRAGE PDFDocumento13 páginasPresentación OCEAN ALPHA ARBITRAGE PDFManuelAarónFajardoGarcíaAún no hay calificaciones
- R 82781Documento9 páginasR 82781edgar_meca1000Aún no hay calificaciones
- Elementos de Maquinas y Fundamentos de Diseño IIDocumento3 páginasElementos de Maquinas y Fundamentos de Diseño IIOrcus NelAún no hay calificaciones
- Práctica Calificada 02 LDI - 1614911786Documento1 páginaPráctica Calificada 02 LDI - 1614911786Carlos Raúl Morey ParedesAún no hay calificaciones
- Lab 02 - RecursividadDocumento5 páginasLab 02 - Recursividaderick joseAún no hay calificaciones
- Hu-Op-Pro-026 Procedimiento Operacion Con Rodillo CompactadorDocumento10 páginasHu-Op-Pro-026 Procedimiento Operacion Con Rodillo CompactadorCarlos RojasAún no hay calificaciones
- Guia de Analisis NodalDocumento5 páginasGuia de Analisis NodalJuan CastañedaAún no hay calificaciones
- Plan de Producción Teoria y Caso PrácticoDocumento7 páginasPlan de Producción Teoria y Caso PrácticojupemeroAún no hay calificaciones
- Plan de Producción Teoria y Caso PrácticoDocumento7 páginasPlan de Producción Teoria y Caso PrácticoPaola Vera ChavezAún no hay calificaciones
- Funciones Cal y While FANUC LR Mate 200icDocumento3 páginasFunciones Cal y While FANUC LR Mate 200icserolfitnas100% (1)
- Laboratorio Pic 1Documento8 páginasLaboratorio Pic 1elediccAún no hay calificaciones
- Aplicaciones Contables Excel IDocumento91 páginasAplicaciones Contables Excel ImaribelaveAún no hay calificaciones
- Practica 1 VISTASDocumento4 páginasPractica 1 VISTASCARLOS DANIEL HERNANDEZ HERNANDEZAún no hay calificaciones
- Volumen Vi. Estudio Geotecnico para El Diseño Del Pavimento - Final DicDocumento66 páginasVolumen Vi. Estudio Geotecnico para El Diseño Del Pavimento - Final DicCR Josue PAún no hay calificaciones
- Informe de Practica5Documento21 páginasInforme de Practica5Bryan Mdlo100% (1)
- BARCAZA de CARGA LIQUIDA - Sistema de Carga y DescargaDocumento7 páginasBARCAZA de CARGA LIQUIDA - Sistema de Carga y DescargaRusbel RiosAún no hay calificaciones
- Trabajo 746 FinalDocumento4 páginasTrabajo 746 FinalUnidad de Logística de la Evaluación CLMetropolitano100% (1)
- OCS y GLPIDocumento30 páginasOCS y GLPIhteran20Aún no hay calificaciones
- Informe de Compatibilidad Ing RitaDocumento11 páginasInforme de Compatibilidad Ing RitajoseantoniobcAún no hay calificaciones
- Tarea 4Documento14 páginasTarea 4percy236Aún no hay calificaciones
- Practicas Lab. Base de Datos II UnificadaDocumento6 páginasPracticas Lab. Base de Datos II UnificadaMINATO YtAún no hay calificaciones
- Practica y Examenes IO2 UNI 2013-3Documento10 páginasPractica y Examenes IO2 UNI 2013-3Jaime HowardAún no hay calificaciones
- PDF Medicion W DLDocumento65 páginasPDF Medicion W DLKaren HuarsayaAún no hay calificaciones
- Caso Productividad 01Documento2 páginasCaso Productividad 01Emerson Rodrigo YMAún no hay calificaciones
- FMA IA-63 Pampa II - Presente y FuturoDocumento14 páginasFMA IA-63 Pampa II - Presente y FuturoTam ArgentoAún no hay calificaciones
- Trabajo 738-748 FinalDocumento5 páginasTrabajo 738-748 FinalUnidad de Logística de la Evaluación CLMetropolitanoAún no hay calificaciones
- Huber Huaman - Rendimientos y Productividad en EquiposDocumento12 páginasHuber Huaman - Rendimientos y Productividad en EquiposHuber Huaman100% (1)
- Taller FinalDocumento12 páginasTaller FinalPaula Katherine Medina VallejoAún no hay calificaciones
- El Ciclo Del Retrabajo - TraduccionDocumento6 páginasEl Ciclo Del Retrabajo - Traduccionyuricruz87Aún no hay calificaciones
- Nucleo SODocumento16 páginasNucleo SOellobolocochonAún no hay calificaciones
- Enunciado Del ProyectoDocumento4 páginasEnunciado Del ProyectoPamela TrejosAún no hay calificaciones
- Examenes Finales y SustiDocumento5 páginasExamenes Finales y Sustijhoel20Aún no hay calificaciones
- Balanceo de LineasDocumento2 páginasBalanceo de LineasEdson Flores Solis100% (1)
- Marco Legal y Contable de Las Depreciaciones en El SalvadorDocumento18 páginasMarco Legal y Contable de Las Depreciaciones en El SalvadorMIGUELAún no hay calificaciones
- Laboratorio 03Documento10 páginasLaboratorio 03Christian Alejandro Fanola SalazarAún no hay calificaciones
- Guía 10 - Ejercicios de VLSMDocumento3 páginasGuía 10 - Ejercicios de VLSMlgallardovAún no hay calificaciones
- Easy SysprepDocumento8 páginasEasy SysprepAdrián CanAún no hay calificaciones
- Switch CaseDocumento6 páginasSwitch CaseWari Ymber Flores DueñasAún no hay calificaciones
- Eeid-322 - Cuaderno Semana 3Documento12 páginasEeid-322 - Cuaderno Semana 3josefernando2018ofiAún no hay calificaciones
- Tesis - LoniDocumento102 páginasTesis - LoniLoni Rodriguez AcostaAún no hay calificaciones
- Manuel POnce PDFDocumento6 páginasManuel POnce PDFLoni Rodriguez AcostaAún no hay calificaciones
- Trabajo de Seguridad, Ergonomia e Higiene en El Trabajo Elaborado Por La Bach. RODRÍGUEZ ACOSTA LEYDIDocumento17 páginasTrabajo de Seguridad, Ergonomia e Higiene en El Trabajo Elaborado Por La Bach. RODRÍGUEZ ACOSTA LEYDILoni Rodriguez AcostaAún no hay calificaciones
- Syllabus de MicrobiologíaDocumento20 páginasSyllabus de MicrobiologíaLoni Rodriguez AcostaAún no hay calificaciones
- TA Diapositivas Maestria USAT 3de5 CRMDocumento18 páginasTA Diapositivas Maestria USAT 3de5 CRMLoni Rodriguez AcostaAún no hay calificaciones
- ERP Enterprise Resource Planning: Dr. Ernesto Yep Maestría de Ingeniería Industrial Escuela de Post GradoDocumento35 páginasERP Enterprise Resource Planning: Dr. Ernesto Yep Maestría de Ingeniería Industrial Escuela de Post GradoLoni Rodriguez Acosta100% (1)
- Programación de MetasDocumento49 páginasProgramación de MetasLoni Rodriguez Acosta100% (1)
- 1 Sesion 01 - La Gestion Del Tiempo PDFDocumento12 páginas1 Sesion 01 - La Gestion Del Tiempo PDFLoni Rodriguez AcostaAún no hay calificaciones
- #7 Ch4 Programación EnteraDocumento68 páginas#7 Ch4 Programación EnteraLoni Rodriguez Acosta100% (1)
- Subastas Beneficas Online AEFundraisingDocumento12 páginasSubastas Beneficas Online AEFundraisingLoni Rodriguez AcostaAún no hay calificaciones
- Abrir Puertos Cantv Modem AR21RU-V2 y Router TP-link - Team Hardware VenezuelaDocumento4 páginasAbrir Puertos Cantv Modem AR21RU-V2 y Router TP-link - Team Hardware VenezuelaCarlos Rolando Ifill LangaigneAún no hay calificaciones
- 6º Boletin Arit - RM - Alge BocetoDocumento11 páginas6º Boletin Arit - RM - Alge BocetoGrescia NikolAún no hay calificaciones
- Rovio - Andry BirdsDocumento6 páginasRovio - Andry BirdsMelissa PaezAún no hay calificaciones
- BetPlay - Apuestas Deportivas, Apuestas en Vivo y TragamonedasDocumento5 páginasBetPlay - Apuestas Deportivas, Apuestas en Vivo y Tragamonedasdavid100% (1)
- Unidades Opticas PDFDocumento8 páginasUnidades Opticas PDFJuanAún no hay calificaciones
- ENSAYODocumento2 páginasENSAYOBrayan ZambranaAún no hay calificaciones
- Clan - Ventrue (Spanish)Documento3 páginasClan - Ventrue (Spanish)Jack RubyAún no hay calificaciones
- Criptoaritmetica - RMDocumento1 páginaCriptoaritmetica - RMAndre AlegreAún no hay calificaciones
- Est 7Documento2 páginasEst 7Quimica TecnologiaAún no hay calificaciones
- Lev Polugaevsky, Maestro de La SicilianaDocumento12 páginasLev Polugaevsky, Maestro de La Sicilianaoscar l lopezAún no hay calificaciones
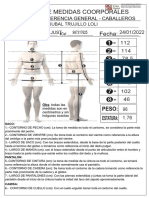
- Formato - Toma de Medidas Corporales - Gerencia General (F)Documento2 páginasFormato - Toma de Medidas Corporales - Gerencia General (F)jubal_trujilloAún no hay calificaciones
- Guion Escena de Aquí A La Eternidad (1953)Documento2 páginasGuion Escena de Aquí A La Eternidad (1953)Manuel Monfort GómezAún no hay calificaciones
- Juegos Unigermana - UNIGERMANADocumento73 páginasJuegos Unigermana - UNIGERMANACortes JAAún no hay calificaciones
- Diagrama 10 Árbol de Expansión MínimaDocumento4 páginasDiagrama 10 Árbol de Expansión MínimaYeyetzi MojicaAún no hay calificaciones
- Ore Wo Suki Nano Wa Omae Dake Ka Yo Novela Ligera Volumen 1 Capitulo 2Documento43 páginasOre Wo Suki Nano Wa Omae Dake Ka Yo Novela Ligera Volumen 1 Capitulo 2Huanca NicolásAún no hay calificaciones
- Aplicación de Las Reglas de DivisibilidadDocumento2 páginasAplicación de Las Reglas de DivisibilidadRonald ChenAún no hay calificaciones
- Examen de HISTORIA 3ero Pri.Documento2 páginasExamen de HISTORIA 3ero Pri.Marco Benites ChancoAún no hay calificaciones
- Imagenes de Sonic y Shadow Amor - Búsqueda de GoogleDocumento1 páginaImagenes de Sonic y Shadow Amor - Búsqueda de Googletoma smellsAún no hay calificaciones
- Trabajo Matemática Segundo Básico NombreDocumento2 páginasTrabajo Matemática Segundo Básico NombreDaniel Antón RAún no hay calificaciones
- In IcialDocumento6 páginasIn IcialdsdsdsdsAún no hay calificaciones
- Práctica Calificada 15Documento6 páginasPráctica Calificada 15Frecia NeyraAún no hay calificaciones
- Tercer Grado 2019Documento1 páginaTercer Grado 2019Paolita Teffi AlvarezAún no hay calificaciones
- Practica de Fisica Ii EjerciciosDocumento2 páginasPractica de Fisica Ii EjerciciosCarlos CobeñasAún no hay calificaciones
- Memoria de Solo Lectura (ROM)Documento2 páginasMemoria de Solo Lectura (ROM)KERPAún no hay calificaciones
- La Computadora y Sus Partes para Primero de PrimariaDocumento28 páginasLa Computadora y Sus Partes para Primero de PrimariaWILLIAM CARLOS PARIONA MUCHAAún no hay calificaciones
- Mame Instrucciones y ConfigDocumento21 páginasMame Instrucciones y Configdsola_70% (1)