También podría gustarte
- Clasificacion de S.I.Documento19 páginasClasificacion de S.I.Andrés Sebastián MorenoAún no hay calificaciones
- Tarea 1 Andres MorenoDocumento3 páginasTarea 1 Andres MorenoAndrés Sebastián MorenoAún no hay calificaciones
- P1. Organización de TalleresDocumento7 páginasP1. Organización de TalleresAndrés Sebastián MorenoAún no hay calificaciones
- P1. Organización de Talleres Semana 3Documento8 páginasP1. Organización de Talleres Semana 3Andrés Sebastián MorenoAún no hay calificaciones
- P1. Organización de Talleres Semana 9Documento17 páginasP1. Organización de Talleres Semana 9Andrés Sebastián MorenoAún no hay calificaciones
- El PlomoDocumento15 páginasEl PlomoAndrés Sebastián MorenoAún no hay calificaciones
- Sensor Es PDFDocumento139 páginasSensor Es PDFAndrés Sebastián MorenoAún no hay calificaciones
- Distribución de Espacios de TallerDocumento8 páginasDistribución de Espacios de TallerAndrés Sebastián MorenoAún no hay calificaciones
- Scanner AutomotrizDocumento9 páginasScanner AutomotrizAndrés Sebastián Moreno67% (3)
- Manual Sistema Carga Bateria Alternador Componentes Funcionamiento Regulacion Electricidad Partes Diagramas InspeccionDocumento3 páginasManual Sistema Carga Bateria Alternador Componentes Funcionamiento Regulacion Electricidad Partes Diagramas InspeccionAndrés Sebastián Moreno0% (2)
- Informe Del Reconocimiento Del Sensor de Posición Del Acelerador (TPS)Documento12 páginasInforme Del Reconocimiento Del Sensor de Posición Del Acelerador (TPS)Andrés Sebastián MorenoAún no hay calificaciones
- Maquinaria Pesada Capitulo IDocumento7 páginasMaquinaria Pesada Capitulo IAndrés Sebastián MorenoAún no hay calificaciones
- Práctica #4. Programas de Funcionamiento de Cajas Automáticas Tablero at 3007Documento9 páginasPráctica #4. Programas de Funcionamiento de Cajas Automáticas Tablero at 3007Andrés Sebastián MorenoAún no hay calificaciones
- Examen IDocumento5 páginasExamen IJose Feliciano Cespedes MunguiaAún no hay calificaciones
- Instalación GPS EspañolDocumento12 páginasInstalación GPS EspañolAndrés Sebastián MorenoAún no hay calificaciones
- Examen Psicometrico Ejemplo 3Documento4 páginasExamen Psicometrico Ejemplo 3hoap73Aún no hay calificaciones
- Informe Del Reconocimiento de Los Sistemas de Inyección, Tipos de Sensores y Actuadores en Los Vehículos Chevrolet Grand Vitara - Toyota HiluxDocumento21 páginasInforme Del Reconocimiento de Los Sistemas de Inyección, Tipos de Sensores y Actuadores en Los Vehículos Chevrolet Grand Vitara - Toyota HiluxAndrés Sebastián MorenoAún no hay calificaciones
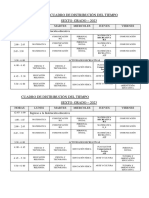
- Cuadro de Distribución Del Tiempo Sexto Grado - 2023Documento1 páginaCuadro de Distribución Del Tiempo Sexto Grado - 2023Nikole FloresAún no hay calificaciones
- Practica 4. La MedicionDocumento10 páginasPractica 4. La MedicionRuben Martinez100% (2)
- Señor PresidenteDocumento5 páginasSeñor PresidenteBriggit Isabel Salvador CapchaAún no hay calificaciones
- Presentacion - Concepto de Estado y Elementos Anteriores Al EstadoDocumento34 páginasPresentacion - Concepto de Estado y Elementos Anteriores Al EstadoMiguel GuzmánAún no hay calificaciones
- Formulario y Aprobación de Los Proyectos de Inversión SocialDocumento2 páginasFormulario y Aprobación de Los Proyectos de Inversión Socialparticipacion100% (1)
- HT Tuberia PVCDocumento2 páginasHT Tuberia PVCJose Antonio Ruiz Guerra100% (1)
- Diplomado. La Enseñanza Del Español en La Escuela Primaria. Módulo IDocumento41 páginasDiplomado. La Enseñanza Del Español en La Escuela Primaria. Módulo IMarco Mtz100% (1)
- Resumen Ponencia Jonathan LagosDocumento2 páginasResumen Ponencia Jonathan LagosJonathan LakesAún no hay calificaciones
- Localizacion Argentina - Numeracion Legal ARDocumento10 páginasLocalizacion Argentina - Numeracion Legal ARximenaAún no hay calificaciones
- Ii Simulacro de Examen de AdmisiònDocumento15 páginasIi Simulacro de Examen de AdmisiònMistefa CortezAún no hay calificaciones
- Sentencia TRPDocumento17 páginasSentencia TRPSaire DayanAún no hay calificaciones
- BolosDocumento14 páginasBolosmilenamontaAún no hay calificaciones
- Componentes de SQLDocumento4 páginasComponentes de SQLAnonymous JsV2egAún no hay calificaciones
- Catalogo de Vinos Octubre VFDocumento26 páginasCatalogo de Vinos Octubre VFEduardo Miguel PuricelliAún no hay calificaciones
- Programa EducativoDocumento47 páginasPrograma EducativoNora Bueno SalcedoAún no hay calificaciones
- Documat LaReglaDeCompania 1090081Documento19 páginasDocumat LaReglaDeCompania 1090081juan CarlosAún no hay calificaciones
- Consentimiento Informado OdontologíaDocumento2 páginasConsentimiento Informado OdontologíaPLANES ESM17Aún no hay calificaciones
- Reporte 7Documento8 páginasReporte 7nemo davoAún no hay calificaciones
- Lugar GeometricoDocumento1 páginaLugar GeometricoLuisZelaAún no hay calificaciones
- Simulacion de Procesos Rev.0Documento89 páginasSimulacion de Procesos Rev.0Gabriel MacíasAún no hay calificaciones
- Cálculo de ArmaduraDocumento7 páginasCálculo de ArmaduraFranco SanhuezaAún no hay calificaciones
- Comite Politico Patriotico Bolivariano InformeDocumento2 páginasComite Politico Patriotico Bolivariano Informepedro hernandez100% (1)
- Cultura 111Documento6 páginasCultura 111Samir OchoaghAún no hay calificaciones
- Apuntes Socorrismo FolDocumento32 páginasApuntes Socorrismo FolGloria S.Aún no hay calificaciones
- Protecto Matemáticas y C LectoraDocumento6 páginasProtecto Matemáticas y C LectoraGaby GuajardoAún no hay calificaciones
- Guia de Elaboración de ProyectosDocumento11 páginasGuia de Elaboración de ProyectosPiero Gamarra VenegasAún no hay calificaciones
- Mpid - Mpid-212 - Formatoalumnotrabajofinal 22Documento15 páginasMpid - Mpid-212 - Formatoalumnotrabajofinal 22Felix Cruz carrascoAún no hay calificaciones
- Ejemplo de Informe CompositivosDocumento2 páginasEjemplo de Informe Compositivos1212cafeAún no hay calificaciones
- Referencias Libro AncianosDocumento130 páginasReferencias Libro Ancianosjavila_CA89% (9)
- SilaboDocumento3 páginasSilabocoversol linaresAún no hay calificaciones