También podría gustarte
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Desmontaje y montaje de elementos de aluminio. TMVL0309De EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Aún no hay calificaciones
- PolykenDocumento2 páginasPolykenVictor Sebastian Flores Oñate100% (1)
- Torque Bridas Clase 150 Hasta 24 PulgsDocumento1 páginaTorque Bridas Clase 150 Hasta 24 PulgsErick Ornelas Laviada100% (2)
- Tubería conducción diámetros interiores exteriores pesos API ASTMDocumento4 páginasTubería conducción diámetros interiores exteriores pesos API ASTMCustodioCastillo100% (1)
- Criterios de inspección para recepción de tuberías recubiertasDocumento2 páginasCriterios de inspección para recepción de tuberías recubiertasPool Rmos DiazAún no hay calificaciones
- Pro-cme-07.Procedimiento Prueba de HermeticidadDocumento6 páginasPro-cme-07.Procedimiento Prueba de HermeticidadCarlo Lara100% (1)
- 50 Esparragos para Valvula MariposaDocumento1 página50 Esparragos para Valvula MariposaJuan Carlos CastroAún no hay calificaciones
- Tabla de Torque ChestertonDocumento7 páginasTabla de Torque ChestertonLucas Cifuentes AbacaAún no hay calificaciones
- SpeedBlast abrasivo ecológico silicato de hierroDocumento13 páginasSpeedBlast abrasivo ecológico silicato de hierroJR RZAún no hay calificaciones
- Informe Tintes PenetrantesDocumento8 páginasInforme Tintes PenetrantesAlejandro Gallardo MedinaAún no hay calificaciones
- Tabla de Pres. y Tiemp. Pruebas HidrostaticasDocumento1 páginaTabla de Pres. y Tiemp. Pruebas HidrostaticasCARLOS ALBERTOAún no hay calificaciones
- PMO-PR-12, PROCEDIMIENTO DE PRUEBAS NEUMATICAS Pads de RefuerzoDocumento6 páginasPMO-PR-12, PROCEDIMIENTO DE PRUEBAS NEUMATICAS Pads de RefuerzoCesarHernandezAún no hay calificaciones
- It-026-2018 Inspección Visual Preliminar Tanque g1Documento9 páginasIt-026-2018 Inspección Visual Preliminar Tanque g1Hhl ElvisAún no hay calificaciones
- Jet Zinc Primer 910Documento2 páginasJet Zinc Primer 910HDiazAún no hay calificaciones
- Bridas Ciegas Tipo 8Documento4 páginasBridas Ciegas Tipo 8Carlos Kcho AsportAún no hay calificaciones
- 52 Tabla de Torques para Valvulas MariposaDocumento1 página52 Tabla de Torques para Valvulas Mariposajronetto50% (2)
- Codos de Radio Largo y Radio Corto PDFDocumento2 páginasCodos de Radio Largo y Radio Corto PDFJesusDiFabio100% (3)
- Tabla 6.1. Criterio de Aceptación de Inspección VisualDocumento1 páginaTabla 6.1. Criterio de Aceptación de Inspección Visualaluis_770% (1)
- Aceros Inoxidables-WpsDocumento103 páginasAceros Inoxidables-WpsHoover Ortiz100% (1)
- Tabla de Torques para Valvulas MariposaDocumento1 páginaTabla de Torques para Valvulas MariposaROBERTO CARLOS GALINDO CASTELLONAún no hay calificaciones
- Registro inspección soldaduraDocumento6 páginasRegistro inspección soldaduraManuel BautistaAún no hay calificaciones
- Comal para TuberiaDocumento1 páginaComal para TuberiaJR RZAún no hay calificaciones
- Informe Medicion EspesoresDocumento20 páginasInforme Medicion EspesoresCamiloAún no hay calificaciones
- Split TeeDocumento4 páginasSplit TeeVictor Hugo FloresAún no hay calificaciones
- Torque EsparragosDocumento15 páginasTorque EsparragosOliver Darien Abreo MorenoAún no hay calificaciones
- Prueba HidrostaticaDocumento10 páginasPrueba HidrostaticaRichitzoAún no hay calificaciones
- Tablas de M2 de Tuberia de AceroDocumento38 páginasTablas de M2 de Tuberia de AceroVeronica Blas Toledo100% (1)
- PE715 Proceso Reparación de Soldaduras Rev-1Documento8 páginasPE715 Proceso Reparación de Soldaduras Rev-1jorgeantonia3101Aún no hay calificaciones
- Espirometalicos Ficha TecnicaDocumento2 páginasEspirometalicos Ficha Tecnicaespanolasa100% (1)
- It Dit 44 Control Dimensional Tanques Rev.0Documento18 páginasIt Dit 44 Control Dimensional Tanques Rev.0Jeka BetaAún no hay calificaciones
- Tabla de Empaque Esparragos y TorqueDocumento1 páginaTabla de Empaque Esparragos y Torqueandreazuv100% (1)
- Boletin No 4 Holiday Detector Alto VoltajeDocumento4 páginasBoletin No 4 Holiday Detector Alto VoltajeRonny MorenoAún no hay calificaciones
- Ficha Tecnica STOPAQ Wrappingband CZH 2018Documento2 páginasFicha Tecnica STOPAQ Wrappingband CZH 2018daniel_break_1100% (3)
- Diseño de Asas de IzajeDocumento1 páginaDiseño de Asas de IzajeJuan Miguel Piedra Vilchez100% (1)
- Criterios de inspección para tuberías recubiertasDocumento2 páginasCriterios de inspección para tuberías recubiertasJuan Torres100% (3)
- Pintura AreaDocumento1 páginaPintura Areaangel gabriel perez valdez100% (2)
- Pesos UboltDocumento1 páginaPesos UboltJose Pulido CalderonAún no hay calificaciones
- Catalogo FlangesDocumento21 páginasCatalogo FlangesPancho BascuñanAún no hay calificaciones
- Tabla 6.1 Aws D1.1 2010Documento1 páginaTabla 6.1 Aws D1.1 2010Jona Gomz100% (3)
- Soldadura Acanalada o de InserciónDocumento5 páginasSoldadura Acanalada o de InserciónFernando Rosales OleaAún no hay calificaciones
- ASTM A105 Análisis MaterialDocumento1 páginaASTM A105 Análisis Materialjairo lopez mezaAún no hay calificaciones
- PREGUNTAS API en Blanco (Ok)Documento9 páginasPREGUNTAS API en Blanco (Ok)MarceloToccoAún no hay calificaciones
- 16 - OxicorteDocumento2 páginas16 - OxicorteMemelas FerMax100% (7)
- Electrodo Lincoln GRICU 8Documento1 páginaElectrodo Lincoln GRICU 8Jose Luis Perez JimenezAún no hay calificaciones
- LONGITUD DE ESPARRAGOS EN BRIDAS STD CLASE 150 (ASME 16.5, ASME 16.47 SERIE 'A' y 'B')Documento1 páginaLONGITUD DE ESPARRAGOS EN BRIDAS STD CLASE 150 (ASME 16.5, ASME 16.47 SERIE 'A' y 'B')Miguel Martinez Guerrero100% (2)
- Plan Prueba HidrostaticaDocumento16 páginasPlan Prueba HidrostaticaGabriel Herrera RiveraAún no hay calificaciones
- Tablas de Torque - 150#Documento1 páginaTablas de Torque - 150#sergio100% (2)
- Bridas - Tabla de Clases Segun Temperatura y Presion PDFDocumento1 páginaBridas - Tabla de Clases Segun Temperatura y Presion PDFSergio PluchinskyAún no hay calificaciones
- Comales para Pruebas HidrostaticasDocumento2 páginasComales para Pruebas HidrostaticasoscarAún no hay calificaciones
- Ficha Tecnica - Cople de Acero Galvanizado y Negro 511-220 - ES61113N & 5...Documento1 páginaFicha Tecnica - Cople de Acero Galvanizado y Negro 511-220 - ES61113N & 5...ingrafapremixAún no hay calificaciones
- Dimensiones críticas de ranurado por laminación y corteDocumento4 páginasDimensiones críticas de ranurado por laminación y corteAzul En Abril100% (1)
- Especificaciones Ranurada Estandar 25.01-SPADocumento4 páginasEspecificaciones Ranurada Estandar 25.01-SPADaniel GuerreroAún no hay calificaciones
- Cuidados Al Diseñar para Galvanizado en CalienteDocumento8 páginasCuidados Al Diseñar para Galvanizado en CalienteOmar MorteoAún no hay calificaciones
- Manual de Galvanizado 2016Documento4 páginasManual de Galvanizado 2016Edgar Gabriel Sanchez DominguezAún no hay calificaciones
- Regla de Oro Versión 9Documento13 páginasRegla de Oro Versión 9R. Raziel Vergara Z.Aún no hay calificaciones
- Acero de Refuerzo (UNAM) PDFDocumento87 páginasAcero de Refuerzo (UNAM) PDFjaimed_47Aún no hay calificaciones
- Catalogo de Placas de Orificio Rev. 1.1Documento7 páginasCatalogo de Placas de Orificio Rev. 1.1Pherx JhossAún no hay calificaciones
- Tubería para H2oDocumento3 páginasTubería para H2oHusa GomezAún no hay calificaciones
- Diseño de Piezas para Galvanizado en Caliente CBBA PDFDocumento8 páginasDiseño de Piezas para Galvanizado en Caliente CBBA PDFjaimelora100% (1)
- E-01Documento1 páginaE-01Aw HvAún no hay calificaciones
- E-02Documento1 páginaE-02Aw HvAún no hay calificaciones
- IS-02Documento1 páginaIS-02Aw HvAún no hay calificaciones
- IS-03Documento1 páginaIS-03Aw HvAún no hay calificaciones
- IE-02Documento1 páginaIE-02Aw HvAún no hay calificaciones
- IG-01Documento1 páginaIG-01Aw HvAún no hay calificaciones
- E-05Documento1 páginaE-05Aw HvAún no hay calificaciones
- E-04Documento1 páginaE-04Aw HvAún no hay calificaciones
- E-07Documento1 páginaE-07Aw HvAún no hay calificaciones
- IS-05Documento1 páginaIS-05Aw HvAún no hay calificaciones
- IS-04Documento1 páginaIS-04Aw HvAún no hay calificaciones
- IS-06Documento1 páginaIS-06Aw HvAún no hay calificaciones
- IS-07Documento1 páginaIS-07Aw HvAún no hay calificaciones
- IE-05Documento1 páginaIE-05Aw HvAún no hay calificaciones
- 752 Galvanizador en FrioDocumento2 páginas752 Galvanizador en FrioAw HvAún no hay calificaciones
- Permiso de Trabajo en Altura - ContratistasDocumento1 páginaPermiso de Trabajo en Altura - ContratistasAw HvAún no hay calificaciones
- 421 Capa Protectora CristalinaDocumento2 páginas421 Capa Protectora CristalinaAw HvAún no hay calificaciones
- Análisis de trabajo seguroDocumento2 páginasAnálisis de trabajo seguroAw HvAún no hay calificaciones
- Termómetro de Indicación Digital (LT-065-2019 - 2019-03-20)Documento4 páginasTermómetro de Indicación Digital (LT-065-2019 - 2019-03-20)Aw HvAún no hay calificaciones
- Resultados de Examen de Admisión Cepre UNA PunoDocumento19 páginasResultados de Examen de Admisión Cepre UNA PunoWilder MontenegroAún no hay calificaciones
- 763 Transformador de OxidoDocumento2 páginas763 Transformador de OxidoAw HvAún no hay calificaciones
- Bases de Cerco Perimetrico Ok - 20220812 - 161132 - 151Documento60 páginasBases de Cerco Perimetrico Ok - 20220812 - 161132 - 151Aw HvAún no hay calificaciones
- Standares de CancamosDocumento12 páginasStandares de CancamosAw HvAún no hay calificaciones
- Relacion de Ingresantes y No Ingresantes Examen General 2021Documento42 páginasRelacion de Ingresantes y No Ingresantes Examen General 2021Aw HvAún no hay calificaciones
- Polisiloxanos PSX - 700Documento5 páginasPolisiloxanos PSX - 700Aw HvAún no hay calificaciones
- Procedimiento Especifico de TrabajoDocumento11 páginasProcedimiento Especifico de TrabajoAw HvAún no hay calificaciones
- Resultados examen de admisión Escuela de Gestión Pública y Desarrollo Social UNM 2020-IIDocumento40 páginasResultados examen de admisión Escuela de Gestión Pública y Desarrollo Social UNM 2020-IIYamilet VCAún no hay calificaciones
- Recubrimiento epoxi novolac resistente para tanques de almacenamiento químicosDocumento4 páginasRecubrimiento epoxi novolac resistente para tanques de almacenamiento químicosAw HvAún no hay calificaciones
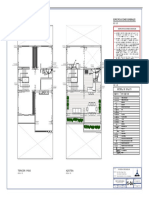
- Plano de 10x20 Metros (Primer Piso)Documento1 páginaPlano de 10x20 Metros (Primer Piso)Aw HvAún no hay calificaciones
- L@nr@a - D Ma L@iads Ma Dl@nai) Dc@ki4,8,3 XkqjfaxDocumento57 páginasL@nr@a - D Ma L@iads Ma Dl@nai) Dc@ki4,8,3 XkqjfaxAw HvAún no hay calificaciones