Sensores Calibracin & Conexin
1. Peso Sarta (Hook Load) a. Transductor hidrulico (Peso del equipo, lazo interior) b. Transductor hidrulico (Registrador manual, lazo interior) c. TCE y TCL 2. Torque Rotaria a. Elctrico (SCR Diesel-Elctrico) b. Hidrulico 3. Presin de Bomba a. Transductor hidrulico b. Diafragma de presin de bomba, elctrico 4. Flujo 5. Volumen de Presas a. Ultrasnico b. Probeta Varilla (5-20) 6. Total Gas 7. Emboladas y RPM de rotaria a. Proximidad inductivo (Turck) b. Proximidad Magntico c. Limit (Whisker) 8. Profundidad a. Encoder (Incremental) 9. Conexiones comunes de Top Drive y Calibracin 10. Especificaciones de conexin para alarma/corneta 11. Esquema de canales para DAQ Standard 12. Especificaciones de conexin - Referencia rpida
Instrumentacin MD Totco
Pgina 1 de 29
�Conteos de RAWSS
Qu son y cmo son calculados? Para ponerlo de manera simple, los conteos de RAWS son determinados por la entrada del canal y lo que a su vez seleccionamos como channel type en el DAQ. Cuando seleccionamos corriente o voltaje en el tipo de canal, el DAQ determina que tanta seal es igual a UN RAWS. Usando los valores de RAWS MIN con valor Mnimo y RAWS MAX con el valor mximo se determinar una escala lineal para dicho canal. La escala lineal se consigue en la mayora de los casos usando el algoritmo Estndar (Standard Algorithm) en el DAQ. El Ejemplo 1, que se describe a continuacin, nos ayudar a entender como se correlaciona lo aqu comentado. Ejemplo 1: RAWS MAX = 4095 RAWS MIN = 700 VALUE MAX = 100 VALUE MIN = 0
*NOTA: EL CANAL SELECCIONADO ES DE 0-5 VDC
RAWS MAX RAWS MIN = 3395
VALUE MAX VALUE MIN = 100
Ahora, queremos saber cuantos RAWS equivalen a 1. Tomamos (RAWS MAX RAWS MIN) en este caso es 3395, esto es cuantos RAWSS debe moverse para igualar al 100 desde 0. A continuacin dividimos 3395 / 100 y obtenemos 34. Hemos determinado que cada incremento de 34 RAWS la lectura aumenta en 1. Usando este mtodo podemos determinar si la lectura de nuestro canal es correcta o si hay algo externo al DAQ causando problemas. Ver ejemplo 2. Ejemplo 2: Usando la calibracin del ejemplo 1 podemos determinar si la lectura de nuestro canal es correcta. La lectura actual en RAWS es de 2700, el valor actual es 62; usando el mtodo descrito anteriormente sabemos que se requiere un incremento de 34 para aumentar el valor en 1, de tal manera que 62*34 seran 2108 y que para 2700 correspondera un valor de 79. Esto nos ayuda a determinar que nuestro problema est en el programa del DAQ o en la tarjeta digital, y no en nuestro sensor. Este mtodo puede ser usado en cualquier canal o sensor.
Instrumentacin MD Totco
Pgina 2 de 29
�Peso Sarta (Hook Load) Transductor hidrulico (Sistema de peso del Equipo)
Los sensores hidrulicos de peso de sarta se conectan en lnea con el sistema indicador de peso del equipo. En la mayora de las ocasiones el transductor se conecta entre la celda de carga en el ancla y el indicador de peso en el piso de perforacin. Este transductor usa conexin de 2 hilos al DAQ en un canal de 24Vdc (corriente) usando las terminales Source y Signal Tipo de Transductor: 1 Kpsi Transductor (Sistema de Fluido Hidrulico) 100 psi Transductor (Sistema de Aire) Requerimientos: 1. Base para montar el sensor Libre de obstculos Sin riesgo de daos durante transporte del equipo 2. Conectores adecuados que se ajusten a los conectores actuales Conector rpido (Cobre o Acero) Conector enroscable MD (Acero) 3. Cinta tefln para las roscas. Procedimiento: 1. Coloque las conexiones al transductor usando cinta tefln para sellar fugas. 2. Usando una bomba manual, bombee lquido a travs del sensor para desplazar cualquier burbuja de aire. 3. Cuando el equipo est en cuas, (peso igual o menor a 30K), coloque el transductor en la lnea. 4. Conecte la laptop al DAQ y ejecute el Calconf para calibrar el sistema Calibracin: Calibracin mnimo: El equipo debe estar en cuas. Aceptar los RAWSS actuales (por ejemplo: 750 900 RAWSS) y escriba el valor actual que se lee en el indicador de peso. El archivo maestro del DAQ predefine las lneas de guarnido a 10, por lo tanto si el peso que se lee es de 30Klbs, la calibracin correcta sera de 3.0. Calibracin mximo (Esta puede realizarse de 2 maneras): 1. Usando las lecturas actuales. Mientras el equipo sostiene peso, sin estar en el fondo y fuera de cuas, acepte el conteo de RAWSS como la Calibracin mximo y escriba el valor actual que se lee en el indicador de peso. El archivo maestro del DAQ predefine las lneas de guarnido a 10, por lo tanto si el peso que se lee es de 200Klbs, la calibracin correcta sera de 20.0. 2. Calibracin estndar. Use el valor de RAWSS de 3750 y el peso mximo permitido por el indicador de peso. Si el indicador de peso tiene un valor mximo de 500klbs, la calibracin correcta sera de 50.0
Instrumentacin MD Totco
Pgina 3 de 29
�Peso Sarta (Hook Load) Transductor hidrulico (Registrador Manual)
Sensores de peso de sarta hidrulicos conectados en lnea con los sistemas de registrador mecnicos del equipo. En muchas ocasiones el transductor se conecta entre el diafragma de la lnea muerta o la celda de carga en el ancla y el registrador mecnico en la caseta del perforador. Este transductor usa conexin de 2 hilos al DAQ en un canal de 24Vdc (corriente) usando las terminales Source y Signal Tipo de Transductor: 100 psi Transductor 1 Kpsi Transductor (Sistema Sensator) Requerimientos: 1. Base para montar el sensor Libre de obstculos Sin riesgo de daos durante transporte del equipo 2. Conectores adecuados que se ajusten a los conectores actuales Conector rpido (Cobre o Acero) Conector enroscable MD (Acero) 3. Cinta tefln para las roscas. Procedimiento: 1. Coloque las conexiones al transductor usando cinta tefln para sellar fugas 2. Usando una bomba manual, bombee lquido a travs del sensor para desplazar cualquier cmara de aire. 3. Cuando el equipo est en cuas, (peso igual o menor a 30K), coloque el transductor en la lnea 4. Conecte la laptop al DAQ y ejecute el Calconf para calibrar el sistema Calibracin: Calibracin mnimo: El equipo debe estar en cuas. Aceptar los RAWSS actuales como la Calibracin mnimo (por ejemplo: 750 900 RAWSS) y escriba el valor actual que se lea en el registrador mecnico (por ejemplo: 1.0 a 4.0). El archivo maestro del DAQ predefine las lneas de guarnido a 10, por lo tanto si el peso que se lee es de 30Klbs, la calibracin correcta sera de 3.0. Calibracin mximo (Esta puede realizarse de 2 maneras): 1. Usando las lecturas actuales. Mientras el equipo sostiene peso, sin estar en el fondo y fuera de cuas, acepte el conteo de RAWSS como la Calibracin mxima y escriba el valor actual que se lee en el registrador mecnico. El archivo maestro del DAQ predefine las lneas de guarnido a 10, por lo tanto si el peso que se lee es de 200Klbs, la calibracin correcta sera de 20.0. 2. Calibracin estndar. Use el valor de RAWS de 3750 y el peso mximo permitido por el cilindro del registrador. Si el registrador tiene un valor mximo de 400klbs, la calibracin correcta sera de 40.0
Instrumentacin MD Totco
Pgina 4 de 29
�Peso Sarta (Hook Load) TCE & TCL (Transductores para lnea muerta)
TCE & TCL son transductores para lnea muerta, lo que significa que estn anexados a una seccin del cable de perforacin que conecta la corona con el ancla. Estos transductores usan una conexin de 2 hilos al DAQ en un canal de 24Vdc (corriente) usando las terminales Source y Signal Montado: 1. Debe montarse de 8 a 15 FT por arriba del piso de perforacin. (Esto previene que cualquier herramienta o mquina pueda golpear al sensor) 2. El plato trasero del TCL o TCE debe encarar al perforador de tal manera que las cuerdas o los cables no se enreden en la manivela 3. Una cuerda debe unir al sensor con la torre de tal manera que se eviten las cadas libres o desliz hacia el piso de perforacin. 4. El sensor debe ser montado y ajustado fuertemente cuando el equipo est en cuas. 5. El ajuste debe ser lo ms fuerte posible, hecho a mano.
Calibracin: Calibracin mnimo: El equipo debe estar en cuas. Aceptar los RAWS actuales como la Calibracin mnimo (por ejemplo: 750 900 RAWS) y escriba el valor actual que se lea en el indicador de peso (por ejemplo: 1.0 a 4.0). El archivo maestro del DAQ predefine las lneas de guarnido a 10, por lo tanto si el peso que se lee es de 30Klbs, la calibracin correcta sera de 3.0. Calibracin mximo: Usando las lecturas actuales. Mientras el equipo sostiene peso, sin estar en el fondo y fuera de cuas, acepte el conteo de RAWS como la calibracin mxima y escriba el valor actual que se lee en el indicador de peso. El archivo maestro del DAQ predefine las lneas de guarnido a 10, por lo tanto si el peso que se lee es de 200Klbs, la calibracin correcta sera de 20.0.
Instrumentacin MD Totco
Pgina 5 de 29
�Torque Rotaria (Rotary Torque) Elctrico
El torque elctrico usa un sensor llamado Dona de Torque. Este sensor trabaja midiendo la electricidad que pasa entre el malacate y el cuarto de SCR. Si la formacin se vuelve ms dura durante la perforacin, la mesa de rotaria requerir ms electricidad para mantener la misma velocidad. El incremento en la energa demandado ser detectado por la DONA y una seal ser transmitida al DAQ. El sensor de torque elctrico requiere energa de dos fuentes. El canal es de 5Vdc (voltaje) pero requiere un suministro desde una terminal de 24Vdc en el DAQ. Montaje: La Dona abraza al cable de alimentacin que conecta el cuarto de SCR con el malacate. En la mayora de los casos hay una conexin para el positivo, neutro y tierra localizados en la parte posterior del malacate. Calibracin: Calibracin mnimo: Cuando el equipo esta sin operar y la mesa de rotaria no est girando, acepte los RAWS (0100) y el mnimo valor de cero. Calibracin mximo: Para una calibracin exacta el equipo debe estar perforando. Mientras la mesa de rotaria est girando acepte los RAWS actuales y escriba el valor del torque que se lee en el indicador de la consola del perforador. Usualmente hay diferencias de cmo le gusta ver el torque a los usuarios. Algunos clientes prefieren ver una grfica lineal con pequeos picos durante la perforacin. Esto requiere ajustes del filtro (Filter) y la velocidad de actualizacin (Update rate). *Nota: Mantenga presente que un filtro alto produce retraso en la velocidad en que el valor se muestra en el Rigsense. El valor de filtro aceptado generalmente es de 75% y un velocidad de actualizacin de (2-4 segundos).
Instrumentacin MD Totco
Pgina 6 de 29
�Torque Rotaria (Rotary Torque) Hidrulico
Los sensores para torque de rotaria hidrulico se conectan en lnea con el sensor del torque hidrulico del equipo dentro del guarda cadena. El sensor empuja fluido a travs del sistema haciendo que se registre el torque en el manmetro de la consola. Estos transductores usan una conexin de 2 hilos al DAQ en un canal de 24Vdc (corriente) usando las terminales Source y Signal Tipo de Transductor: 1 Kpsi Transductor (Sistema de Fluido Hidrulico) 500 psi Transductor Requerimientos: 1. Base para montar el sensor Libre de obstculos Sin riesgo de daos durante transporte del equipo Montaje en consola de ser posible. 2. Conectores adecuados que se ajusten a los conectores actuales Conector rpido (Acero) Conector enroscable MD (Acero) 3. Cinta tefln para las roscas. Procedimiento: 1. Coloque las conexiones al transductor usando cinta tefln para sellar fugas 2. Usando una bomba manual, bombee lquido a travs del sensor para desplazar cualquier cmara de aire. 3. Cuando el equipo est en cuas, (peso igual o menor a 30K), coloque el transductor en la lnea 4. Conecte la laptop al DAQ y ejecute el Calconf para calibrar el sistema Calibracin: Calibracin mnimo: Cuando el equipo esta sin operar y la mesa de rotaria est girando sin estar en el fondo, acepte los RAWSS (750-1000) y el mnimo valor de cero. Calibracin mximo: Use las lecturas actuales. Mientras el equipo est perforando acepte los RAWS actuales y escriba el valor del torque que se lee en el indicador de la consola del perforador. El valor de filtro aceptado generalmente es de 75% y un velocidad de actualizacin de (2-4 segundos).
Instrumentacin MD Totco
Pgina 7 de 29
�Presin de Bomba (Pump pressure) Transductor Hidrulico
Los transductores hidrulicos de presin de bomba se conectan en lnea con el sistema de presin de bomba del equipo o en otro diafragma especficamente para el transductor de Rigsense. El sensor empuja fluido a travs del sistema haciendo que se registre presin en el manmetro de la consola. Estos transductores usan una conexin de 2 hilos al DAQ en un canal de 24Vdc (corriente) usando las terminales Source y Signal Tipo de Transductor: 5 Kpsi Transductor 10 Kpsi Transductor 12 Kpsi Transductor 20 Kpsi Transductor Requerimientos: 1. Base para montar el sensor Libre de obstculos Sin riesgo de daos durante transporte del equipo Montaje en consola de ser posible. 2. Conectores adecuados que se ajusten a los conectores actuales Conector rpido (Acero) Conector enroscable MD (Acero) 3. Cinta tefln para las roscas. Procedimiento: 1. Coloque las conexiones al transductor usando cinta tefln para sellar fugas 2. Usando una bomba manual, bombee lquido a travs del sensor para desplazar cualquier cmara de aire. 3. Cuando el equipo no est perforando, coloque el transductor en la lnea
*Nota: Puede ser necesario empujar el diafragma firmemente despus de conectar el transductor. Para evitar que el diafragma estalle, simplemente ajstelo firmemente con la mano.
4. Conecte la laptop al DAQ y ejecute el Calconf para calibrar el sistema Calibracin: Calibracin mnimo: Cuando el equipo est parado y las bombas apagadas, acepte los RAWS y escriba el valor mnimo de cero Calibracin mximo (Esta puede realizarse de 2 maneras): 1. Usando las lecturas actuales. Mientras el equipo perfora, acepte el conteo de RAWS como la calibracin mxima y escriba el valor actual que se lee en el indicador de presin. 2. Calibracin estndar. Use el valor de RAWS de 3750 y la presin mxima permitida en el manmetro de presin. Si el manmetro tiene un valor mximo de 5000psi, la calibracin correcta sera de 5000. Instrumentacin MD Totco Pgina 8 de 29
�Presin de Bomba (Pump pressure) Transductor electrnico de Diafragma
Los transductores electrnicos de diafragma se montan directamente en el Stand Pipe del equipo y sustituyen al diafragma hidrulico de presin de bomba. Estos transductores usan una conexin de 2 hilos al DAQ en un canal de 24Vdc (corriente) usando las terminales Source y Signal. Los transductores electrnicos de diafragma pueden medir presiones de 5Kpsi y 15Kpsi.
Calibracin: Calibracin mnimo: Cuando el equipo est parado y las bombas apagadas, acepte los RAWSS y escriba el valor mnimo de cero Calibracin mximo (Esta puede realizarse de 2 maneras): 3. Usando las lecturas actuales. Mientras el equipo perfora, acepte el conteo de RAWS como la Calibracin mxima y escriba el valor actual que se lee en el indicador de presin. 4. Calibracin estndar. Use el valor de RAWS de 3750 y la presin mxima permitida en el transductor electrnico de diafragma. Si el transductor electrnico de diafragma tiene un valor mximo de 5kpsi, la calibracin correcta sera de 5000.
Instrumentacin MD Totco
Pgina 9 de 29
�Sensor de Flujo (Flow sensor)
Los sensores de Flujo se montan en lnea en el tubo que va desde el tubo conductor hasta las temblorinas del equipo. El diseo simple de paletas permite una calibracin fcil, cuando la paleta cuelga libremente la lectura de flujo es de 0%. Inversamente cuando la paleta se encuentra totalmente extendida hacia atrs la lectura es del 100%. El sensor de flujo usa un canal de 5Vdc (Voltaje). Calibracin del sensor: 1. Desconecte el cable que va del sensor al DAQ, del bloque de terminales dentro del sensor de flujo. 2. La paleta debe estar colgando libremente, posicin 0%. 3. Conecte un voltmetro en modo de medir resistencia (OHM) entre el Pin 1 (Verdetierra) y Pin 2 (Blanco-seal) a. Lectura correcta debe ser: 1.45k ohms o 1450 ohms. b. Si la lectura es incorrecta, afloje el juego de tornillos en la flecha de transmisin y gire (MUY DESPACIO) la flecha usando un desarmador pequeo. c. Gire la flecha hasta que se obtenga la lectura correcta y apriete nuevamente los tornillos. d. Con el voltmetro conectado, levante y baje la paleta para verificar el cambio en la resistencia elctrica. e. Paleta abajo = 1450 ohms Paleta arriba = 0.0 4. Reconecte el cable que va del sensor al DAQ (Ver diagrama) Calibracin en el DAQ: Calibracin mnimo: Sin flujo y con la paleta hasta abajo, acepte el valor de RAWS MIN; este es nuestro 0%. RAWS aceptables se encuentran entre (150-400) Calibracin mximo: Levante la paleta toda, hasta arriba, y acepte la lectura actual como RAWS MAX; este es nuestro 100%. RAWS aceptables se encuentran entre (2000 2600)
Instrumentacin MD Totco
Pgina 10 de 29
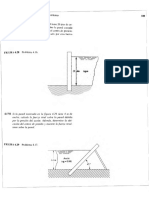
�Sensor Ultrasnico para Presas (Ultrasonic Tank Probes)
Un sensor ultrasnico emite una serie de pulsos ultrasnico desde el transductor. Cada pulso es reflejado como ECO desde el lquido y sensado por la cabeza del sensor. El tiempo que le toma viajar al pulso hacia el lquido y de regreso es medido y convertido a distancia que se muestra en una pantalla de cristal lquido (LCD). Posteriormente, la seal se convierte a un valor en miliampere y se enva al DAQ para su procesamiento. Los sensores ultrasnicos requieren de un canal de 24Vdc (corriente) Montaje: El sensor debe colocarse perpendicular al tanque que se va a monitorear. Idealmente el sensor debe montarse en un soporte adecuado arriba de la rejilla del tanque. Para evitar picos en la seal, el sensor no debe ser asentado dentro de un soporte metlico. El rango mnimo de sensibilidad es de 10 (25cm), por lo que el sensor debe estar como mnimo a esta distancia, sobre el punto mximo a medir de lodo. Calibracin del sensor: Las medidas que se necesitan previo a la calibracin del sensor son la distancia desde el sensor hasta el fondo de la presa y la distancia desde el sensor hasta el punto ms alto del volumen mximo de lodo. Las medidas deben tomarse desde la cabeza del sensor. *Nota: En el volumen mximo, la cabeza del sensor debe estar por lo menos 10 por arriba. 1. Abra la tapa de proteccin del sensor. 2. El sensor por default despliega la distancia actual al encenderse. 3. Presione los botones 20 y 4 al mismo tiempo, una sola vez. Esta es la distancia hasta el fondo del tanque. Use los botones 20 4 para ajustar la distancia. Una vez que la distancia sea la correcta observaremos el valor actual en la pantalla de cristal lquido. Esta es la 4. Presione los botones 20 y 4 al mismo tiempo, una sola vez. distancia hasta la parte superior del tanque. Use los botones 20 4 para ajustar la distancia. Una vez que la distancia sea la correcta observaremos el valor actual en la pantalla de cristal lquido. 5. Presione los botones 20 y 4 al mismo tiempo, tres veces. (Blanking). Este valor debe ser igual o menor al ingresado en el punto anterior (4). Una vez que la distancia sea la correcta observaremos el valor actual en la pantalla de cristal lquido. (Fail-safe). 6. Presione los botones 20 y 4 al mismo tiempo, cinco veces. Este valor debe ser 3. Una vez que la distancia sea la correcta observaremos el valor actual en la pantalla de cristal lquido.
Instrumentacin MD Totco
Pgina 11 de 29
�Sensor Ultrasnico para Presas (Ultrasonic Tank Probes) Continuacin
Calibracin en el DAQ: Calibracin mnimo: Si el sensor se configur bien, el valor de RAWS mnimo debe ser de 750 y le corresponde el valor mnimo de 0. Calibracin mximo: Si el sensor se configur correctamente, el valor de RAWS max debe ser de 3750. Para encontrar el volumen mximo de la presa use la siguiente frmula: L = Longitud de la Presa (Pies) W = Ancho de la Presa (Pies) H = Alto de la Presa (Pulgadas) Bbls por pulgada = (L)(W) * 0.0148 (Bbls por pulgada) * H = Volumen mximo presa.
Instrumentacin MD Totco
Pgina 12 de 29
�Sensor de Varilla para Presas (Stick Tank Probes) Modelos de 5, 8, 10, 15 y 20
Los sensores de varilla son los ms viejos y el mtodo tradicional para medir los volmenes en las presas. El sensor consiste de un eje hueco (varilla) que se extiende a lo alto del tanque. Uno de sus extremos descansa sobre el fondo del tanque y el otro extremo se sujeta arriba de la parilla del mismo. Se aade una esfera que se desliza a lo largo de la varilla. La esfera flota en la superficie del lodo, abriendo y cerrando contactos a lo largo de la varilla. El movimiento de la esfera origina diferentes resistencias electrnicas, las cuales son enviadas al DAQ para su procesamiento. Las varillas requieren de un canal de 5Vdc (voltaje) Montaje: Estos sensores si no son asegurados de manera firme y segura, pueden caerse fcilmente dentro del tanque y ser destruidos por los agitadores. De la misma manera, las esferas deben poder viajar a lo largo de la varilla sin golpear o atorarse en tuberas o vlvulas sumergidas. Calibracin en el DAQ: Calibracin mnimo: El anillo retenedor de la esfera debe colocarse 6 arriba de la punta inferior de la varilla. En este punto los RAWS MIN deben ser de 58. Para encontrar el volumen mnimo del tanque, use la siguiente frmula. L = Longitud de la Presa (Pies) W = Ancho de la Presa (Pies) Bbls por pulgada = (L)(W) * 0.0148 (Bbls por pulgada) * 6 = Volumen mnimo presa. Calibracin mximo: Los RAWS MAX correctos son 2468. Para encontrar el valor correcto de la calibracin mxima use la siguiente frmula. L = Longitud de la Presa (Pies) W = Ancho de la Presa (Pies) (L) * (W) = Calibracin mxima
Instrumentacin MD Totco
Pgina 13 de 29
�Total Gas (Gas Watch II)
El sensor del Gas Watch II extrae gases C1 a C7 del lodo en la seccin de las temblorinas. La unidad consiste de 3 componentes: agitador de gas, botella de filtro (Depsito Glycol), y el analizador de gas. El agitador de gas est equipado con un aspa que agita el lodo que pasa a travs de ella. Existe un vaco leve que jala las muestras de aire, que rodean al agitador, a travs de un tubo hacia la botella de filtro. Esta botella est llena hasta la mitad ya sea de glycol o anticongelante. La humedad se extrae de la muestra de aire en la botella y se pasa al analizador de gas a travs de un pequeo tubo. El analizador de gas emite un rayo infrarrojo a travs de la muestra de aire. El procesador calcula la velocidad de absorcin del infrarrojo en las partculas de gas y emite una seal de corriente en el rango de los 4-20mA, dicha seal se enva al DAQ. El sensor no requiere calibracin interna y usa un canal de 24Vdc (corriente). El Gas Watch II usa las terminales Signal y Ground en el DAQ. Montaje: El agitador de gas se coloca boja abajo en el depsito de descarga, en el rea de temblorinas, de tal manera que las aspas del agitador hagan contacto con el lodo. Consulte con el Rig Manager o Perforador para encontrar la temblorina de uso ms frecuente. Asegrese que todas las mangueras del sistema estn bien conectadas y alejadas de objetos que las puedan cortar o golpear. El agitador y el analizador de gases requieren de una alimentacin de 110Vac. El agitador tambin puede usar alimentacin de 220Vac, en caso de requerirse. Calibracin: Calibracin mnimo: Cuando no hay presencia de Gas o el equipo an no est perforando en zona de gases C1 a C7, los RAWS MIN deben ser aproximadamente de 750 con valor de 0. Calibracin mximo (Dos rangos de calibracin): Regin de las costas del Golfo usen RAWS MAX de 3750 y valor mximo de 5000 unidades. Todas las otras regiones usen RAWS MAX de 3750 y valor mximo de 10000 unidades.
Instrumentacin MD Totco
Pgina 14 de 29
�Instrumentacin MD Totco
Pgina 15 de 29
�Sensor Emboladas/RPM (Pump stroke/Rotary table) Proximidad inductivo Turck
El sensor de proximidad Turck puede usarse tanto para medir las emboladas de las bombas como para el RPM de la mesa de rotaria. ste cuenta las veces que un objeto de metal pasa enfrente del sensor. Esto ocasiona que el se encienda o se apague, lo cual el DAQ lo considera como una embolada, dependiendo de la calibracin. El sensor tiene la capacidad de 500 conteos por segundo. Este sensor depende de un canal de +/- 10Vdc del DAQ. Montaje: El sensor debe fijarse muy bien a un soporte que no se mueva durante su uso. Un objeto metlico (Target) debe colocarse a la flecha giratoria o polea y debe ser igual o mayor al dimetro del sensor (30mm). Buenos Target son aquellos de cara plana y colocados paralelamente con la cara del sensor para mejor contacto. El rango mximo de sensibilidad para el sensor Turck es de a lo mucho (10mm). Cuando el Target pase enfrente del sensor se activar una luz, ya sea apagndose o prendindose de acuerdo al esquema de conexin. Asegrese que el Target u otro objeto no golpee al sensor cuando la maquinara est en uso. Calibracin: La velocidad de calibracin (Calibration rate) difiere ampliamente dependiendo de la bomba; el tamao y modelo de la mesa rotaria. Si el sensor se monta en el engrane principal de la bomba, una calibracin tpica puede ser de 4.0 a 5.0. Este nmero debe ajustarse hasta que la lectura se ajuste a la velocidad actual de la bomba. Esta velocidad de calibracin es la relacin de emboladas por giro en la flecha. Una relacin de Debounce (Debounce rate) de 0.0 0.5 debe ser usada para el sensor de proximidad Turck.
Instrumentacin MD Totco
Pgina 16 de 29
�Sensor Emboladas/RPM (Pump stroke/Rotary table) Proximidad Magntico Similar a los sensores de proximidad inductivos, estos sensores pueden ser usados tanto para medir las emboladas de las bombas como para el RPM de la mesa de rotaria. A diferencia de los inductivos, los sensores de proximidad magntica requieren de un imn como Target. ste cuenta las veces que el Target pasa enfrente del sensor. Esto ocasiona que el sensor se encienda o se apague, lo cual el DAQ lo considera como una embolada o rpm, dependiendo de la calibracin. Este sensor depende de un canal de +/10Vdc del DAQ. Montaje: El sensor debe fijarse muy bien a un soporte que no se mueva durante su uso. Un imn (Target) debe colocarse a la flecha giratoria o polea, debe ser igual o mayor al dimetro del sensor (30mm). Buenos Target son aquellos de cara plana y colocados paralelamente con la cara del sensor para mejor contacto. El rango mximo de sensibilidad para el sensor Turck es de a lo mucho (10mm). Cuando el Target pase enfrente del sensor se activar una luz, apagndose. Asegrese que el Target u otro objeto no golpee al sensor cuando la maquinara est en uso. Calibracin: La velocidad de calibracin (Calibration rate) difiere ampliamente dependiendo de la bomba; el tamao y modelo de la mesa rotaria. Si el sensor se monta en el engrane principal de la bomba, una calibracin tpica puede ser de 4.0 a 5.0. Este nmero debe ajustarse hasta que la lectura se ajuste a la velocidad actual de la bomba. Esta velocidad de calibracin es la relacin de emboladas por giro en la flecha. Una relacin de Debounce (Debounce rate) de 0.0 0.5 debe ser usada para el sensor de proximidad magntico.
Instrumentacin MD Totco
Pgina 17 de 29
�Sensor Emboladas (Pump stroke) Limit Switch A diferencia de los sensores de proximidad, los limit switches consisten de una parte mecnica que abre y cierra un circuito. Los limit switches son usados nicamente para las emboladas de las bombas. Estos sensores tambin son llamados Whisker (barbones) debido a la varilla de aluminio que hace contacto con las partes en movimiento de la bomba. Los limit switches requieren de una canal de +/- 10Vdc del DAQ. Montaje: Los limit switches deben sellarse antes de ser montados. Llenar las cavidades de los switches con grasa es un buen mtodo para detener el agua y la corrosin. El sensor debe fijarse muy bien a un soporte en el canal abierto de las bombas, evitando que el cuerpo del sensor se mueva durante su uso. La barba o varilla metlica debe extenderse hasta las partes mviles del cilindro de la bomba. Esto mover la varilla adelante y atrs originando que el circuito se cierra o se abra con cada pasada. Asegrese que nicamente la Barba o varilla haga contacto con la bomba. Los limit switches usan cables de seal separada pero pueden usar un cable comn de tierra. ( Ver diagrama siguiente para especificaciones de cableado) Calibracin: Para la mayora de las situaciones una velocidad de calibracin (Calibration rate) de 1.0 es suficiente (Una embolada = Una Cuenta). La relacin de Debounce (Debounce rate) correcta es de 0.20 0.40. Este debounce no permitir un conteo doble en caso de que el limit switch se haya colocado en posicin incorrecta.
Instrumentacin MD Totco
Pgina 18 de 29
�Profundidad (Depth) Encoder Incremental Acoplamiento directo o c/ Polea Los encoder incrementales se montan en el eje del malacate, lnea de aire o flauta. Conforme gira el malacate, el encoger registra el movimiento y lo reporta al DAQ. Tanto el encoger con polea como el directo tienen circuitos separados para medir la direccin, arriba o abajo. La seal es dividida en conteos EDMS, los cuales son usados por la tarjeta de profundidad (o tarjeta EDMS) para determinar el sentido del movimiento y la distancia. Estas cuentas manejan como estndar +/- 2000 cuentas EDMS por cada rotacin completa del malacate. El movimiento hacia arriba del Block genera cuentas EDMS positivas, el movimiento hacia abajo genera cuentas Negativas. Montaje: Los encoders se enroscan en el eje (lnea de aire) del malacate. En algunos casos se requieren de bujes o adaptadores para acoplar el encoder debido a las diferentes roscas y tipos de malacate fabricados. Antes de colocar el encoder engrase las roscas para evitar problemas en las cuerdas. *Nota: En algunos modelos de malacate, un lado del eje slo gira en sentido hacia abajo; mientras en otros, ambos lados giran en ambos sentidos. Consulte con el Rig Manager o Perforador antes de colocar el encoder. El encoder de acoplamiento directo se enva con un soporte para evitar que el encoder gire. Este soporte debe estar instalado. Calibracin: La siguiente pgina demuestra el mtodo de calibracin de encoders incrementales.
Instrumentacin MD Totco
Pgina 19 de 29
�Profundidad (Depth) Encoder Incremental Continuacin Calibracin EDMS 10 Puntos Antes de iniciar la calibracin de 10 puntos: 1. Fijar el encoder para evitar movimientos adicionales. 2. Verificar en la tarjeta de profundidad el chip correcto, revisar la etiqueta del chip y buscar (v4.23 v4.22). 3. Verificar que las cuentes EDMS varen correctamente. Mover el block hacia arriba y observar que los conteos EDMS se incrementen. Mover el block hacia abajo y observar que los conteos EDMS disminuyan.
*Nota: Si las cuentas EDMS operan de manera contraria a lo descrito en el punto 4, invierta los cables de los conectores 0A y 0B en la terminal E-Depth del DAQ, verifique el movimiento otra vez.
4. Equipo de apoyo: a. Cinta medidora (100 ft) b. Gis o marcador c. Pluma y papel d. Laptop y calconf 5. Notifique al Rig Manager y Perforador que la calibracin de 10 puntos puede tomar 10- 20 minutos. 6. No tener la flecha Kelly conectada. Los elevadores y Bales deben estar instalados. 7. Con el Gis marque la mitad del malacate. Haga la marca visible a simple vista.
Instrumentacin MD Totco
Pgina 20 de 29
�Realizando la calibracin de 10 puntos
En una libreta construya una tabla para la Altura del Block Cuentas EDMS (Mire abajo para ver el ejemplo de tabla) 1. Posicin 1: Eleve el block hasta que la lnea de perforacin haya completado una capa completa y est a punto de iniciar la segunda. Use el gis para marcar la orilla del tambor y guarda malacate; este punto ser su referencia de cambio de capa (Layer change). Coloque a cero los EDMS (Zeroed EDMS) ya sea a travs del Calconf o NTtracer.
*Nota: Coloque la posicin 1 lo suficientemente alto para compensar la longitud del Kelly. Podra ser necesario en algunos equipos que la Posicin 1 fuera en la segunda capa de cambio (layer change).
2. Posicin 2: Baje el block hasta que los elevadores toquen el piso de perforacin. Registre en su tabla la altura cero y los conteos EDMS, en la primera lnea de BLock Height.
*Nota: Los conteos EDMS deben ser negativos en la posicin 2.
3. Posicin 1: Amarre la cinta de medir (100ft) al elevador. Eleve el block hasta que la lnea de perforacin est de regreso en la posicin 1. Use el gis para marcar la referencia. Registre la altura del block y los conteos EDMS en la primera lnea de Layer Change. (Los conteos EDMS deben estar entre -200 a +200) 4. Posicin 3: Eleve el block hasta que la lnea de perforacin se encuentre a la mitad del tambor incluso con la marca de gis. Registre la altura del block y los conteos EDMS en la siguiente lnea de Block Height. 5. Posicin 4: Eleve el block hasta que la lnea de perforacin haya completado la capa y se haya iniciado la capa siguiente. Como en la posicin 1, use el gis para marcar la orilla del tambor y el guarda malacate, como puntos de referencia. Registre la altura del block y conteos EDMS como Layer Change 6. Posicin 5: Eleve el block hasta que la lnea de perforacin se encuentre a la mitad del tambor incluso con la marca de gis. Registre la altura del block y los conteos EDMS en la siguiente lnea de Block Height. Asegrese que la cinta de medir est pensionada antes de tomar sus lecturas. 7. Continu realizando los 2 pasos previos hasta que la altura del block est por encima de los 100ft. La ltima lnea de su tabla debe ser una lnea de Block Height 8. Registre el nmero de vueltas por capa del malacate. 9. Registre el dimetro del cable de perforacin. 10. Registre el valor de guarnido de lneas.
Instrumentacin MD Totco
Pgina 21 de 29
�Realizando la calibracin de 10 puntos Continuacin
Distribucin de la pantalla de Calibracin de EDMS en el Calconf
1. Calibration Factor: Siempre en Pies (FEET) 2. Cable Diameter: Tamao de la lnea de perforacin, siempre en medidas inglesas. 3. Counts per Wrap: Las cuentas son determinadas por el tipo de encoger, hay dos opciones: 625 2000. 4. Average Wraps per Layer: Calculado automticamente por el programa 5. Lines Strung: Se establece durante la calibracin total. Lneas de Guarnido. 6. Zero Count: Automticamente establecido por el programa cuando se completa la calibracin. Puede ser intoducido de manera manual si se conoce el valor exacto. 7. Load from disk: Carga el archivo seleccionado desde el disco duro. 8. Save to disk: Guarda todos valores mostrados a un archivo en el disco duro. 9. Calculate: nicamente seleccinelo cuando todos los datos se han ingresado. 10. Quit: Sale de esta ventana de calibracin. 11. If Calculated, counts and ft. values autocalculated by program. Si nos encontramos en un Layer Change, los pies sern calculados automticamente, los conteos EDMS sern capturados por el usuario. Si nos encontramos en Block Height las cuentas y los valores de Pies son capturadas por el usuario. 12. Ver punto 11 13. Ver punto 11 14. Wraps to next layer: Calculados automticamente por el programa.
Instrumentacin MD Totco
Pgina 22 de 29
�Realizando la calibracin de 10 puntos Continuacin
Ingresando la calibracin de 10 puntos al Calconf: Vaya a la pantalla de calibracin de EDMS (Imagen en la pgina anterior) 1. Ingrese el dimetro correcto del cable en formato decimal (Ejemplo: -> 1.25) 2. Ingrese el nmero de lneas de guarnido (Lines Strung) en caso de que sea incorrecto. 3. Cambie todos los renglones a Unused antes de ingresar valores. 4. Lnea 0: Cambie Unused a Block Height e ingrese la primera lnea de alturas. (Tanto los valores de altura como de conteos deben ser ingresados) 5. Lnea 1: Cambie Unused a Layer change e ingrese la primera lnea de cambio de capa. *Nota: La lnea Layer change no permite introducir valores de altura. 6. Continu los pasos 4 & 5 hasta que todas las lneas de su tabla hayan sido ingresadas. Alterne Block Height y Layer Changes 7. Todos los datos ingresados. Seleccione el boton de Calculate. Todas las dems lneas Unused se convertirn en lneas calculadas. 8. Seleccione Quit 9. Seleccione Quit de la seccin de Calibraciones. 10. Seleccione Send All to DAQ cuando aparezca la opcin. 11. Guarde el archivo en la laptop. 12. Pdale al Perforador que mueva el block a la posicin 1 y seleccione Zero EDMS counts 13. Establezca la profundidad cuando est en el fondo. 14. Coloque su tabla de calibracin dentro del DAQ: Verificando una correcta calibracin de 2 puntos: (opcional) 1. Average Wraps per layer debe tener una diferencia de +/- 2 con el nmero registrado durante nuestra calibracin 2. Lneas 3 8 (XX wraps to next layer) XX debe estar en un rango de +/-1 del siguiente valor. 3. Lneas 3 8: a. Lneas 3 & 4: Reste el valor EDMS de la lnea 3 a la lnea 4. b. Lneas 4 & 5: Reste el valor EDMS de la lnea 4 a la lnea 5. c. Lneas 5 & 6: Reste el valor EDMS de la lnea 5 a la lnea 6. d. Lneas 6 & 7: Reste el valor EDMS de la lnea 6 a la lnea 7. 4. Todos los resultados de la restas en el punto 3 deben tener a lo mucho una diferencia de +/- 2000 entre ellos.
Instrumentacin MD Totco
Pgina 23 de 29
�Conexin Corneta Alarma (Alarm Horn Wiring) Alarma de acero inoxidable
Conexin Corneta Alarma (Alarm Horn Wiring) Alarma de plstico naranja
Instrumentacin MD Totco
Pgina 24 de 29
�Conexiones Comunes para Top Drive (Common TopDrive Wiring & Use) TopDrive Tesco: Empalme un cable de 4 hilos al conector G en la unidad de control de Tesco. Conector G Cableado y Pines de salida Pin A Seal de Torque Pin B Tierra Torque Pin C Seal RPM Pin D Tierra RPM Topdrive RPM: Canal tipo Event de tipo Digital Conexin: Blanco = Digital In Verde = Tierra Calibracin: Cal Rate: Debounce:
10 : 1 0.00
Topdrive Torque: * Canal tipo Current @ 24Vdc. Conexin: Rojo = Signal Negro = Tierra Calibracin: Min: 318 Mx: 417
@ @
0 240
Ft-lbs. Ft-lbs.
*Note: Un mtodo comn para medir el torque de un TopDrive Tesco es colocar un transductor hidrulico de 5K 10K en la lnea que va entre el motor Diesel y el manmetro que se encuentra en la unidad de control. Muchas veces hay un manmetro de 5000psi montado bajo la unidad de control. Calbrese como un transductor normal de presin.
Instrumentacin MD Totco
Pgina 25 de 29
�Conexiones Comunes para Top Drive (Common TopDrive Wiring & Use) Continua TopDrive Canrig (Nabors): Canrig debe proporcionar el conector Amphenol. Conector Amphenol Cableado y Pines de salida Pin A Negro Pin B Verde Pin C Blanco Pin D Rojo Topdrive RPM: Canal tipo Current @ 24Vdc Conexin: Blanco = Signal Rojo = Ground Calibracin: Min: 750 @ Mx: 1645 @
0 150
RPM. RPM.
Topdrive Torque: Canal tipo Current @ 24Vdc. Conexin: Negro = Signal Verde = Ground Calibracin: Min: 775 @ Mx: 1044 @
0 KFt-lbs. 4000 KFt-lbs.
Instrumentacin MD Totco
Pgina 26 de 29
�Instrumentacin MD Totco
Pgina 27 de 29
�Especificaciones de cableado Referencia rpida
Sensor
Transductor Source Signal Ground TCL 1000 Source Signal Ground TCE 100K Source Signal Ground Torque Rot. (Elctrico) Source Signal Ground Proximidad (Magntico) Source Digital In Ground
Cdigo de Color en Sensor
Rojo Negro Malla
Cdigo de Color en DAQ
Negro Blanco Verde
Rojo / Verde (Pin C) Negro (Pin A) No se usa
Negro Blanco No se usa
Negro (Pin C) Rojo / Verde (Pin A) No se usa
Negro Blanco No se usa
Rojo (24Vdc) Blanco (5Vdc) Negro
Negro Blanco Verde
Negro Blanco Verde
Negro Blanco Verde
Proximidad (Turck - Inductivo) Source No se usa Digital In Caf Ground Blanco o Azul Limit Switch Source Digital In (J5D) Digital In (J7D) Ground Nivel Ultrasnico Source Signal Ground
No se usa Negro Blanco
No se usa (Bomba 1 Negro) (Bomba 2 Blanco) Verde
No se usa (Bomba 1 Negro) (Bomba 2 Blanco) Verde
Negro Blanco No se usa
Negro Blanco No se usa
Instrumentacin MD Totco
Pgina 28 de 29
�Nivel Varilla 10 Source Signal Ground Sensor Flujo Source Signal Ground Total Gas (Gas Watch II) Source Signal Ground Encoder (Polea) Exec 0A 0B Ground Encoder (BEI Directo) Exec 0A 0B Ground
Rojo Blanco Negro
Negro Blanco Verde
Negro (Pin 3) Bare resistor (Pin 2) Verde (Pin 1)
Negro Blanco Verde
No se usa Azul (Terminal 4) Negro (Terminal 1)
No se usa Blanco Verde
Rojo Negro Blanco Verde
Rojo Negro Blanco Verde
Rojo Negro Blanco Verde
Rojo Negro Blanco Verde
Corneta Alarma (Caja de acero) Source No se usa Digital In No se usa Ground Verde (Pin C) Digital Out Negro (Pin A) Corneta Alarna (Naranja) Source Digital Out
No se usa No se usa Verde Negro
TB1 4 TB1 - 3
Negro Verde
Instrumentacin MD Totco
Pgina 29 de 29