También podría gustarte
- Diseño y Construcción de Una Máquina para Cribar Semillas de FrijolDocumento116 páginasDiseño y Construcción de Una Máquina para Cribar Semillas de FrijolHector AguilarAún no hay calificaciones
- Ejemplo Red de Aire Comprimido Con Pipe Flow ExpertDocumento32 páginasEjemplo Red de Aire Comprimido Con Pipe Flow ExpertFernando CaffroniAún no hay calificaciones
- Ejemplo Red de Aire Comprimido Con Pipe Flow ExpertDocumento32 páginasEjemplo Red de Aire Comprimido Con Pipe Flow ExpertFernando CaffroniAún no hay calificaciones
- Medicion de Las Vibraciones PDFDocumento33 páginasMedicion de Las Vibraciones PDFdennisIsaac2015Aún no hay calificaciones
- Pagina 81Documento202 páginasPagina 81Franco Mendoza TenorioAún no hay calificaciones
- Diseño y Calculo de Una Mesa VibradoraDocumento132 páginasDiseño y Calculo de Una Mesa Vibradorarenebb75% (4)
- Vibradora CubaDocumento198 páginasVibradora CubarenebbAún no hay calificaciones
- HornoelectricoDocumento10 páginasHornoelectricosirrengifo9071Aún no hay calificaciones
- Cembrass CatalogoDocumento16 páginasCembrass CatalogorenebbAún no hay calificaciones
- Teoria Sobre ForjaDocumento8 páginasTeoria Sobre ForjaLinconl Lecca PeñaAún no hay calificaciones
- Guia de TornillosDocumento12 páginasGuia de Tornillosrenebb100% (1)
- Tesis de Camara de Niebla SalinaDocumento132 páginasTesis de Camara de Niebla Salinakatherineorlando30Aún no hay calificaciones
- Ac Mec 047589Documento11 páginasAc Mec 047589renebbAún no hay calificaciones
- Orozco EspinosaDocumento120 páginasOrozco EspinosarenebbAún no hay calificaciones
- Monogal EspañolDocumento2 páginasMonogal EspañolrenebbAún no hay calificaciones
- VALCONT2Documento8 páginasVALCONT2Jaime MoralesAún no hay calificaciones
- Ante Proyecto FrancescoDocumento20 páginasAnte Proyecto FrancescorenebbAún no hay calificaciones
- Especificacion Tecnica Tuberia EstructuralDocumento10 páginasEspecificacion Tecnica Tuberia Estructuraljuan77758Aún no hay calificaciones
- Dis Enoy Cal Culo Deun TanqueDocumento126 páginasDis Enoy Cal Culo Deun TanqueAdelaida VillegasAún no hay calificaciones
- Tesis Topologia FeaDocumento104 páginasTesis Topologia FearenebbAún no hay calificaciones
- BR TX 2012-spDocumento24 páginasBR TX 2012-sprenebbAún no hay calificaciones
- Especificacion Tecnica Tuberia EstructuralDocumento10 páginasEspecificacion Tecnica Tuberia Estructuraljuan77758Aún no hay calificaciones
- Capitulo6 Esfuerzo de AplastamientoDocumento28 páginasCapitulo6 Esfuerzo de AplastamientorenebbAún no hay calificaciones
- Cembrass CatalogoDocumento16 páginasCembrass CatalogorenebbAún no hay calificaciones
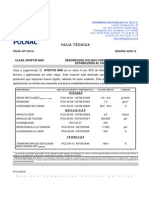
- HT-153-10 NY6FV30 NHS NYLON 6+30% FV+ UV ProtrctionDocumento1 páginaHT-153-10 NY6FV30 NHS NYLON 6+30% FV+ UV ProtrctionrenebbAún no hay calificaciones
- Tesis-2 Transmision para BicicletaDocumento138 páginasTesis-2 Transmision para BicicletarenebbAún no hay calificaciones
- Tesis-3 Andadera Subri y Bajar EscalerasDocumento62 páginasTesis-3 Andadera Subri y Bajar EscalerasrenebbAún no hay calificaciones
- Tesis-3 Andadera Subri y Bajar EscalerasDocumento62 páginasTesis-3 Andadera Subri y Bajar EscalerasrenebbAún no hay calificaciones
- Conos FiltradoresDocumento52 páginasConos FiltradoresrenebbAún no hay calificaciones
- T1 DiagnosticoDocumento9 páginasT1 DiagnosticoNo tengo nombreAún no hay calificaciones
- Guiones de Clases Sociales Cuarto PeriodoDocumento125 páginasGuiones de Clases Sociales Cuarto Periodosegahunter71100% (2)
- Interpolación PolinomialDocumento12 páginasInterpolación PolinomialDiego EmeAún no hay calificaciones
- Reflexión Hora SantaDocumento4 páginasReflexión Hora SantaRicardoleon9100% (2)
- Androgenos y Tracto Reproductor MasculinoDocumento8 páginasAndrogenos y Tracto Reproductor MasculinoNaty VelezAún no hay calificaciones
- Esquema Tema 4 Oposiciones PrimariaDocumento3 páginasEsquema Tema 4 Oposiciones PrimariaroziorhAún no hay calificaciones
- Evaluacion 2Documento6 páginasEvaluacion 2Jenny MartinezAún no hay calificaciones
- 1.presentación Modelo Cero Accidentes 2013Documento14 páginas1.presentación Modelo Cero Accidentes 2013Stela MosqueraAún no hay calificaciones
- Ecuaciones Diferenciales IntroduccionDocumento16 páginasEcuaciones Diferenciales IntroduccionJafet MartinezAún no hay calificaciones
- Evaluación Por CompetenciasDocumento50 páginasEvaluación Por CompetenciasGonzalo Bermúdez100% (1)
- Neurociencia Teorias de Haward y SperryDocumento8 páginasNeurociencia Teorias de Haward y Sperryefrain machadoAún no hay calificaciones
- AlaskaDocumento317 páginasAlaskaMora Kim100% (1)
- Las Abejas y Los ArquitectosDocumento7 páginasLas Abejas y Los ArquitectosjhordanAún no hay calificaciones
- DOCUMENTO de TRABAJO El Procesamiento de La OtredadDocumento3 páginasDOCUMENTO de TRABAJO El Procesamiento de La OtredadPatricia GarroAún no hay calificaciones
- Como GambetearDocumento49 páginasComo GambetearJaime Mamani CondoriAún no hay calificaciones
- Inspeccion de Carretera No Afirmada (C.P - Milpo)Documento27 páginasInspeccion de Carretera No Afirmada (C.P - Milpo)Dante Julinho Bernachea MonagoAún no hay calificaciones
- 1 4971999032571331028Documento205 páginas1 4971999032571331028axel roses50% (2)
- Paracas Diapósitivas AlexDocumento7 páginasParacas Diapósitivas AlexALEXANDRA PUMACCAHUA CALLAÑAUPA100% (1)
- Semiología de La Patología Vascular en Los HemisferiosDocumento74 páginasSemiología de La Patología Vascular en Los HemisferiosCarlos VaronAún no hay calificaciones
- El Lenguaje Del CambioDocumento2 páginasEl Lenguaje Del CambiopsicologovegaAún no hay calificaciones
- Ficha: Las Matrices Teórias Sociales, Erick Torrico.Documento4 páginasFicha: Las Matrices Teórias Sociales, Erick Torrico.Ge EMeAún no hay calificaciones
- Problemas de Integrales DefinidasDocumento10 páginasProblemas de Integrales Definidasmaberroi sotoAún no hay calificaciones
- Todo Sobre Los SigilosDocumento57 páginasTodo Sobre Los SigilosSamuelson Guill94% (32)
- Plan de Trabajo Del Taller de TeatroDocumento6 páginasPlan de Trabajo Del Taller de TeatroAuxiliares EducaciónunidosalsutepAún no hay calificaciones
- Intervencion Grupos PsicoterapeuticosDocumento6 páginasIntervencion Grupos PsicoterapeuticosMichel GarciaAún no hay calificaciones
- El Alfabeto Del FuturoDocumento2 páginasEl Alfabeto Del FuturoGlayberson PereiraAún no hay calificaciones
- Mora CarbohidratoDocumento1 páginaMora CarbohidratoCinthia FloresAún no hay calificaciones
- 03b LDS 03 CasiosDocumento6 páginas03b LDS 03 CasiosJordi Torres SerraAún no hay calificaciones
- Manual Practico de Redaccion PeriodisticaDocumento11 páginasManual Practico de Redaccion PeriodisticaFrank Garces MartinezAún no hay calificaciones
- Tarea 1Documento8 páginasTarea 1Jam FlorAún no hay calificaciones