También podría gustarte
- Protocolos de Operacion y MantenimientoDocumento56 páginasProtocolos de Operacion y MantenimientoJaime Xb100% (6)
- Proceso de Fabricación de Mueble de MaderaDocumento6 páginasProceso de Fabricación de Mueble de MaderacesarAún no hay calificaciones
- Manual TECMI EV750-50 + TT70-45x3 380Documento60 páginasManual TECMI EV750-50 + TT70-45x3 380José Gregorio Sánchez GarciaAún no hay calificaciones
- Certificados Montacarguistas ModelosDocumento91 páginasCertificados Montacarguistas ModelosJOSE VIELMA GUTIERREZAún no hay calificaciones
- Haga usted mismo 25 modelos de sillasDe EverandHaga usted mismo 25 modelos de sillasCalificación: 5 de 5 estrellas5/5 (3)
- Proceso de mecanización por arranque de viruta. FMEH0109De EverandProceso de mecanización por arranque de viruta. FMEH0109Calificación: 5 de 5 estrellas5/5 (1)
- Calculo de Una CilindradoraDocumento30 páginasCalculo de Una Cilindradoraspinalcrew75% (4)
- Practica 3 EstudioDocumento12 páginasPractica 3 EstudioFernando TorresAún no hay calificaciones
- Guia2 Dap 2019Documento7 páginasGuia2 Dap 2019Boris Dongo SalazarAún no hay calificaciones
- Informe SillaDocumento6 páginasInforme SillaGleitze RamosAún no hay calificaciones
- Diagrama de Análisis de Proceso: Ingeniería Industrial - V Semestre Guía de Prácticas de Estudio Del TrabajoDocumento4 páginasDiagrama de Análisis de Proceso: Ingeniería Industrial - V Semestre Guía de Prácticas de Estudio Del TrabajoCris DrijaAún no hay calificaciones
- Fabricacion de SillaDocumento16 páginasFabricacion de Sillawxv17% (6)
- PROBLEMA 1 SinopticoDocumento4 páginasPROBLEMA 1 SinopticoAbraham QuiriogaAún no hay calificaciones
- Practica 3Documento6 páginasPractica 3Kevin Harol RamosAún no hay calificaciones
- Fabricacion de Silla PDFDocumento16 páginasFabricacion de Silla PDFFelipe Félix Arias GutiérrezAún no hay calificaciones
- Fabricacion de Silla PDFDocumento16 páginasFabricacion de Silla PDFValentina Cadena PadillaAún no hay calificaciones
- Taller MétodosDocumento7 páginasTaller MétodosFabian CaicedoAún no hay calificaciones
- Fabricacion de SillaDocumento16 páginasFabricacion de SillaDayan Pamela Mejia VargasAún no hay calificaciones
- PROBLEMA2 SinopticoDocumento4 páginasPROBLEMA2 SinopticoALFREDO COSIO PAPADOPOLISAún no hay calificaciones
- Mejora de Métodos Practica FinalDocumento5 páginasMejora de Métodos Practica FinalHospital ContabilidadAún no hay calificaciones
- Manual de Procedimioento Del Centro de ProduccionDocumento13 páginasManual de Procedimioento Del Centro de ProduccionnelynancychoquehuancAún no hay calificaciones
- DiseñoDocumento6 páginasDiseñoAlberto VazquezAún no hay calificaciones
- Supermercado La CadenaDocumento4 páginasSupermercado La CadenaSergio FañaAún no hay calificaciones
- Análisis Del Cursograma AnalíticoDocumento2 páginasAnálisis Del Cursograma AnalíticomileykaAún no hay calificaciones
- Trabajo MaderaDocumento17 páginasTrabajo MaderaGabriela Ibeth nanez TorresAún no hay calificaciones
- Embutido de Chapas MetálicasDocumento6 páginasEmbutido de Chapas MetálicasGudelia RoAún no hay calificaciones
- Caso para SalaDocumento1 páginaCaso para SalaAna ChimoyAún no hay calificaciones
- Puestos de TrabajoDocumento9 páginasPuestos de TrabajoNoé De Jesús Orellana HernándezAún no hay calificaciones
- MatriceriaDocumento9 páginasMatriceriaAriel Quisbert CorinaAún no hay calificaciones
- Banco de TrabajoDocumento6 páginasBanco de TrabajoMiguel Angel Pastor Ruiz100% (1)
- 4.1 Embutido - ChapasDocumento8 páginas4.1 Embutido - ChapasGerman Alexis VillaAún no hay calificaciones
- Protocolos de Operacion y Mantenimiento PDFDocumento56 páginasProtocolos de Operacion y Mantenimiento PDFJaiver RealpeAún no hay calificaciones
- Informe CimalDocumento11 páginasInforme CimalBoris Edson Montaño AlcocerAún no hay calificaciones
- Planificación OperativaDocumento18 páginasPlanificación OperativapatriciaAún no hay calificaciones
- Guia No 3 Estudio de MétodosDocumento17 páginasGuia No 3 Estudio de Métodos201702197Aún no hay calificaciones
- CASO Grupo1 - Industrial Metálicas Del OccidenteDocumento3 páginasCASO Grupo1 - Industrial Metálicas Del OccidenteHebert Nelson Quiñonez OrtizAún no hay calificaciones
- Tavolo Funzionale Marco Teórico 06-05-2018Documento11 páginasTavolo Funzionale Marco Teórico 06-05-2018Susana FloresAún no hay calificaciones
- Proyecto Flore 2Documento9 páginasProyecto Flore 2Maria JoseAún no hay calificaciones
- ProyectoDocumento18 páginasProyectoBerenice Hernandez AguilarAún no hay calificaciones
- Celda de ManufacturaDocumento7 páginasCelda de ManufacturaJose SosaAún no hay calificaciones
- Empresa Muebles y Diseños AlfesDocumento25 páginasEmpresa Muebles y Diseños AlfesMarco Miranda OviedoAún no hay calificaciones
- Mueble de MaderaDocumento4 páginasMueble de MaderaCristian GomezAún no hay calificaciones
- Guia2 Dop DapDocumento9 páginasGuia2 Dop Dapyenifer floresAún no hay calificaciones
- Proceso de Embutido de Chapas MetálicasDocumento6 páginasProceso de Embutido de Chapas MetálicasbfalcaldeAún no hay calificaciones
- Avance 2 MonografíaDocumento11 páginasAvance 2 MonografíaDaniel AlanyaAún no hay calificaciones
- Guía de Carpintería Taller Basico 1Documento9 páginasGuía de Carpintería Taller Basico 1Monica SaavedraAún no hay calificaciones
- Taller de Confeccion Como Puesto de TrabajoDocumento9 páginasTaller de Confeccion Como Puesto de TrabajoLeticia RomeraAún no hay calificaciones
- Mini Banco de Trabajo Con Prensa Tipo MoxonDocumento22 páginasMini Banco de Trabajo Con Prensa Tipo MoxonSergio MoralesAún no hay calificaciones
- Práctica Picadora de PastoDocumento4 páginasPráctica Picadora de PastoMelissa Osorio EspitiaAún no hay calificaciones
- Informe Avance APM Entrega C2Documento36 páginasInforme Avance APM Entrega C2Javier E. GutierrezAún no hay calificaciones
- Como Hacer Un Diagrama de Flujo de Un ProcesoDocumento22 páginasComo Hacer Un Diagrama de Flujo de Un Procesoairam29_degilAún no hay calificaciones
- Tarea Diagramas2023Documento22 páginasTarea Diagramas2023Arturo GarciaAún no hay calificaciones
- Diagrama de Análisis de Proceso: Ingeniería Industrial - IV Semestre Guía de Prácticas de IM1Documento9 páginasDiagrama de Análisis de Proceso: Ingeniería Industrial - IV Semestre Guía de Prácticas de IM1Larissa Alegre PeñalozaAún no hay calificaciones
- Proyecto TroquelDocumento9 páginasProyecto TroquelJonu Ezkurdia ArteagaAún no hay calificaciones
- TP Mesa Aula MagnaDocumento8 páginasTP Mesa Aula MagnaFranco Ivan IorioAún no hay calificaciones
- Jhonatan InvestigaciónU1Documento8 páginasJhonatan InvestigaciónU1Jonathan MauricioAún no hay calificaciones
- Elaboración de soluciones para la instalación de elementos de carpintería. MAMS0108De EverandElaboración de soluciones para la instalación de elementos de carpintería. MAMS0108Aún no hay calificaciones
- Haga usted mismo 25 nuevos modelos de sillasDe EverandHaga usted mismo 25 nuevos modelos de sillasAún no hay calificaciones
- Haga usted mismo 25 modelos de estanteríasDe EverandHaga usted mismo 25 modelos de estanteríasCalificación: 5 de 5 estrellas5/5 (2)
- Haga usted mismo 25 nuevos modelos de estanteríasDe EverandHaga usted mismo 25 nuevos modelos de estanteríasCalificación: 3.5 de 5 estrellas3.5/5 (15)
- 04-ING135-Momentos de Inercia de MasasDocumento2 páginas04-ING135-Momentos de Inercia de MasasMARCO ANTONIO LUIS RAMIREZAún no hay calificaciones
- Act. 002 - 02Documento5 páginasAct. 002 - 02Moisés Ferreira MartínezAún no hay calificaciones
- HOJA DE OPERACION CIGUEÑAL y Block 2024Documento5 páginasHOJA DE OPERACION CIGUEÑAL y Block 2024John Francia PachecoAún no hay calificaciones
- Practica #2 - Mecanismos Del Automovil 08.2021Documento4 páginasPractica #2 - Mecanismos Del Automovil 08.2021Cristian Najar OcharanAún no hay calificaciones
- Hidrogarne Prensas HidraulicasDocumento32 páginasHidrogarne Prensas HidraulicasRUBEN CANO MARINAún no hay calificaciones
- Pedido Electronics DiciembreDocumento3 páginasPedido Electronics DiciembreAli EscobarAún no hay calificaciones
- Herramientas Electricas y NeumaticasDocumento10 páginasHerramientas Electricas y NeumaticasAndres vergara SaavedraAún no hay calificaciones
- Reactores HomogeneosDocumento1 páginaReactores HomogeneosYavinAún no hay calificaciones
- Trabajos en Altura Parte 2 IBNORCADocumento27 páginasTrabajos en Altura Parte 2 IBNORCAJIMENEZ MAMANIAún no hay calificaciones
- Bomba Centrífuga ACmCH2, C2 - Proveedor de Impulsor de La Bomba - LEODocumento5 páginasBomba Centrífuga ACmCH2, C2 - Proveedor de Impulsor de La Bomba - LEODayanne Ramirez FarfánAún no hay calificaciones
- WSD DN150Documento2 páginasWSD DN150luis miguel escobar rondinelAún no hay calificaciones
- Procedimiento Uso de Maquina Dobladora Enfierraduras NochesDocumento8 páginasProcedimiento Uso de Maquina Dobladora Enfierraduras NochesFerrocruz SpAAún no hay calificaciones
- Manual Giotto EnsamblajeDocumento23 páginasManual Giotto EnsamblajeLuis Eduardo Peña BarriosAún no hay calificaciones
- PDF - Mercado Gabriel HernándezDocumento6 páginasPDF - Mercado Gabriel HernándezJms EhhAún no hay calificaciones
- Presupuesto: Fecha 4/13/2023Documento2 páginasPresupuesto: Fecha 4/13/2023winna educaAún no hay calificaciones
- Carta de PresentaciónDocumento1 páginaCarta de PresentaciónJhon Edwin Tomas Salinas100% (1)
- CLASE 8 (Problemas CCR EN 2D)Documento5 páginasCLASE 8 (Problemas CCR EN 2D)cfmejiaaAún no hay calificaciones
- Molino de Tres RodillosDocumento3 páginasMolino de Tres RodillosHoracio BernadouAún no hay calificaciones
- Bombas P17Documento2 páginasBombas P17Marcelo ArayaAún no hay calificaciones
- DISEÑO DE PUENTE TIPO VIGA LOSA (Luz 15m)Documento32 páginasDISEÑO DE PUENTE TIPO VIGA LOSA (Luz 15m)Daina MarmanilloAún no hay calificaciones
- 05.panel Fotografico - FSGC PDFDocumento13 páginas05.panel Fotografico - FSGC PDFKiaraEmiliArrietaHernandezAún no hay calificaciones
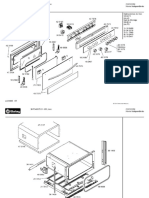
- Exploded ViewDocumento7 páginasExploded ViewJuan Antonio Palacios ClavijoAún no hay calificaciones
- Entregable 2 - AMOD-516 - FORMATOALUMNOTRABAJOFINALDocumento9 páginasEntregable 2 - AMOD-516 - FORMATOALUMNOTRABAJOFINALCarlos Jesús salasAún no hay calificaciones
- Qué Son Los Perfiles de AceroDocumento18 páginasQué Son Los Perfiles de AceroLuis Enrrique VillarAún no hay calificaciones
- Carta #0127-2023-RC-CSRDocumento4 páginasCarta #0127-2023-RC-CSRJorge Luis Enrique SalazarAún no hay calificaciones
- Practica 4.ADocumento6 páginasPractica 4.AJuan BartoraAún no hay calificaciones
- 5 Movimiento CurvilineoDocumento41 páginas5 Movimiento CurvilineopukiAún no hay calificaciones