También podría gustarte
- Acabados TextilesDocumento31 páginasAcabados Textilesalejandromartinez221bAún no hay calificaciones
- Lista de FasesDocumento8 páginasLista de FasesNoelWals75% (4)
- Manual de TelasDocumento35 páginasManual de TelasMeli Medina95% (21)
- Manual de Ligamentos de Tejido PlanoDocumento18 páginasManual de Ligamentos de Tejido PlanoNorvy Jaimy García Samamé100% (12)
- Bolsos: Confeccione sus piezas favoritas - Con patrones de corte para descargarDe EverandBolsos: Confeccione sus piezas favoritas - Con patrones de corte para descargarCalificación: 4.5 de 5 estrellas4.5/5 (13)
- Desarrollo Del Producto TextilDocumento24 páginasDesarrollo Del Producto TextilWILLYCALSINA100% (3)
- Problemas Propuestos ManufacturaDocumento8 páginasProblemas Propuestos ManufacturaEduardo Huanca50% (2)
- Preparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309De EverandPreparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309Aún no hay calificaciones
- Materiales, herramientas, máquinas y equipos de confección. TCPF0109De EverandMateriales, herramientas, máquinas y equipos de confección. TCPF0109Aún no hay calificaciones
- 4 - Produccion SISTEMAS DE TRABAJO EN CONFECCIÓNDocumento8 páginas4 - Produccion SISTEMAS DE TRABAJO EN CONFECCIÓNCaritoIndumentariaAún no hay calificaciones
- Terminologia de PatronajeDocumento13 páginasTerminologia de PatronajeGreisy Vargas100% (2)
- El Taller de CorteDocumento10 páginasEl Taller de CorteEncarniVergaraAún no hay calificaciones
- T TendidoDocumento3 páginasT TendidoAlejandro TorizAún no hay calificaciones
- ENTRETELASDocumento12 páginasENTRETELASjesidassunAún no hay calificaciones
- Tecnologia de La Seccion de CorteDocumento47 páginasTecnologia de La Seccion de CorteMJose Copons Gallo100% (1)
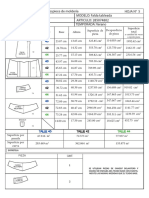
- Despiece de MolderíaDocumento3 páginasDespiece de MolderíaJuli Neuss100% (1)
- Proceso de Fusionado 2Documento40 páginasProceso de Fusionado 2Luz Yenny Carabali Lopez100% (3)
- Sociología de La ModaDocumento23 páginasSociología de La ModaGermán López0% (1)
- CNC Arduino ProyectoDocumento38 páginasCNC Arduino ProyectoJulio Cesar Lopez Hernandez100% (2)
- Master CamDocumento84 páginasMaster CamChanel Méndez RamírezAún no hay calificaciones
- Preparación de máquinas de corte, ensamblado y acabado. TCPF0209De EverandPreparación de máquinas de corte, ensamblado y acabado. TCPF0209Calificación: 5 de 5 estrellas5/5 (1)
- Operaciones de reparación de prendas de vestir y ropa de hogar. TCPF0109De EverandOperaciones de reparación de prendas de vestir y ropa de hogar. TCPF0109Aún no hay calificaciones
- Costura - Accesorios para el hogar y la moda: Aprenda a confeccionar bonitas labores. Con patrones para descargarDe EverandCostura - Accesorios para el hogar y la moda: Aprenda a confeccionar bonitas labores. Con patrones para descargarCalificación: 2.5 de 5 estrellas2.5/5 (4)
- MarcadoDocumento26 páginasMarcadosergi32Aún no hay calificaciones
- Proceso de Extendido de TelaDocumento25 páginasProceso de Extendido de TelaJhonny R100% (1)
- Act. 4 Acabados en Textiles y en PrendasDocumento2 páginasAct. 4 Acabados en Textiles y en PrendasPercy Rojas100% (1)
- Puntadas Por Puldagadas PDFDocumento4 páginasPuntadas Por Puldagadas PDFoliviaAún no hay calificaciones
- Control de Calidad en La Industria TextilDocumento10 páginasControl de Calidad en La Industria TextilRamos MoranAún no hay calificaciones
- Tecnicas de EncajamientoDocumento5 páginasTecnicas de Encajamientoyuli aquino villalvaAún no hay calificaciones
- Lista de Fase de La CamisaDocumento7 páginasLista de Fase de La Camisarosalba_lopera_1Aún no hay calificaciones
- Acabado de PrendasDocumento5 páginasAcabado de PrendasDav Arias Palomino100% (1)
- Guía de Consumo de HiloDocumento7 páginasGuía de Consumo de Hilorosycardoza1655100% (1)
- Unidad de Trabajo.Documento9 páginasUnidad de Trabajo.wendy lucrecia vasquez tijaroAún no hay calificaciones
- Puntadas de Confeccion Segun Normas IsoDocumento7 páginasPuntadas de Confeccion Segun Normas IsoZuhanny Cano Chamorro0% (1)
- Acabado de Las Prendas y La Sección de PlanchaDocumento6 páginasAcabado de Las Prendas y La Sección de PlanchaEncarniVergaraAún no hay calificaciones
- 2.etiquetado y Conservación de Las PrendasDocumento5 páginas2.etiquetado y Conservación de Las PrendasMiguelAngelMartinezCantillo0% (1)
- TP 4 Tejidos de PuntoDocumento9 páginasTP 4 Tejidos de PuntoFlora Ñaupa100% (1)
- ENTRETELASDocumento5 páginasENTRETELASFeRnhaandiitaa PalmaAún no hay calificaciones
- Ejercicio 7-Confeccion de Prototipos y MuestraDocumento14 páginasEjercicio 7-Confeccion de Prototipos y Muestracelina siguasAún no hay calificaciones
- TRAZO Y CORTE EN CONFECCIÓN Guia3 y Guia 4Documento26 páginasTRAZO Y CORTE EN CONFECCIÓN Guia3 y Guia 4macrameptr67% (9)
- FORODocumento9 páginasFOROcelina siguas100% (2)
- Fibrologia PDFDocumento38 páginasFibrologia PDFAnies 06Aún no hay calificaciones
- Patronaje CuestionarioDocumento1 páginaPatronaje CuestionarioSelva RojasAún no hay calificaciones
- ConfecciónDocumento33 páginasConfecciónMaria Isabel Bartolo JimenezAún no hay calificaciones
- Valores de Desahogo Estimados Según El Tipo de Prenda y Volumen Deseado 2Documento15 páginasValores de Desahogo Estimados Según El Tipo de Prenda y Volumen Deseado 2Henry Javier Goyes100% (2)
- Ficha Tecnica y Orden de CorteDocumento3 páginasFicha Tecnica y Orden de CorteMILENA CANO100% (3)
- Ultimo Contenido Corte IndustrialDocumento13 páginasUltimo Contenido Corte IndustrialYennys Trinidad Rodriguez CarreraAún no hay calificaciones
- Acabado en PrendasDocumento3 páginasAcabado en PrendasAlfred YanaAún no hay calificaciones
- Prueba de EncogimientoDocumento7 páginasPrueba de EncogimientoSilvia Victoria Linares EscalanteAún no hay calificaciones
- 1-Tecnologia Del Sector CorteLIDocumento9 páginas1-Tecnologia Del Sector CorteLIlica540Aún no hay calificaciones
- La MarcadaDocumento5 páginasLa MarcadaMaria MartínezAún no hay calificaciones
- PROCESO DE CORTE MANUAL O CONVENCIONAL - Docx1111Documento3 páginasPROCESO DE CORTE MANUAL O CONVENCIONAL - Docx1111Yennys Trinidad Rodriguez CarreraAún no hay calificaciones
- Secuencia de Operaciones-Ficha TecnicaDocumento4 páginasSecuencia de Operaciones-Ficha TecnicaRenzo AlexanderAún no hay calificaciones
- La Escala de PatronesDocumento5 páginasLa Escala de PatronesElizabeth Solorzano100% (1)
- Manual de CalidadDocumento65 páginasManual de CalidadJ RIchard S. CallaAún no hay calificaciones
- Corte de TelaDocumento3 páginasCorte de TelaLuz Jeimy Gomez100% (2)
- SASTRERIADocumento10 páginasSASTRERIANoche Rosa Confecciones100% (1)
- Control de Calidad en PatronesDocumento3 páginasControl de Calidad en PatronesRamos Morán67% (6)
- Diapositivas Defectos de La ConfeccionDocumento21 páginasDiapositivas Defectos de La ConfeccionJENIFER ALEXANDRA CONTRERAS PELAEZ100% (2)
- TundidoDocumento2 páginasTundidoCarolina Pambaquishpe100% (3)
- Tiza Encimado CorteDocumento7 páginasTiza Encimado Cortekalu GimenezAún no hay calificaciones
- Organización Del Taller y Listado de MaterialesDocumento10 páginasOrganización Del Taller y Listado de MaterialesDanylo IshutinAún no hay calificaciones
- El Telar de CaladaDocumento2 páginasEl Telar de CaladaMonish Ylonen Rouse100% (10)
- Foro COMPLETODocumento6 páginasForo COMPLETOcelina siguasAún no hay calificaciones
- Acabados 3Documento13 páginasAcabados 3Mar PonteAún no hay calificaciones
- Principios Sociologicos Que Rigen La ModaDocumento2 páginasPrincipios Sociologicos Que Rigen La ModaCaritoIndumentariaAún no hay calificaciones
- 7-Encajes A MaquinaDocumento34 páginas7-Encajes A MaquinaElRinconDeCelestecielo100% (3)
- Pret A PorterDocumento1 páginaPret A PorterCaritoIndumentariaAún no hay calificaciones
- El Origen de La FormaDocumento34 páginasEl Origen de La FormaTerritorios Rodrigo PincheiraAún no hay calificaciones
- Kioto Moda Una Historia RococoDocumento6 páginasKioto Moda Una Historia RococoCaritoIndumentariaAún no hay calificaciones
- Desarrollo CampañasDocumento42 páginasDesarrollo CampañasNana CarolinaAún no hay calificaciones
- EsquicioDocumento1 páginaEsquicioCaritoIndumentariaAún no hay calificaciones
- Diseño Sustentable Fieltro IntiDocumento41 páginasDiseño Sustentable Fieltro IntiCaritoIndumentaria100% (2)
- Plastica MediaDocumento25 páginasPlastica MediaCaritoIndumentaria100% (1)
- Diccionario de TelasDocumento4 páginasDiccionario de TelasCaritoIndumentaria100% (2)
- Tejidos Tecnicos e InteligentesDocumento4 páginasTejidos Tecnicos e InteligentesCaritoIndumentariaAún no hay calificaciones
- Ficha Tecnica BurbujaDocumento2 páginasFicha Tecnica BurbujaCaritoIndumentariaAún no hay calificaciones
- TexturizadoDocumento16 páginasTexturizadoCaritoIndumentaria100% (2)
- Clases de TornoDocumento11 páginasClases de TornocamiloalvarezAún no hay calificaciones
- Cursos CNC2 M1Documento32 páginasCursos CNC2 M1jpiciosoAún no hay calificaciones
- MoleteadoDocumento6 páginasMoleteadoJose ZhauAún no hay calificaciones
- Maquinas y HerramientasDocumento82 páginasMaquinas y HerramientasJeison Toribio0% (1)
- Generalidades de Las CotasDocumento12 páginasGeneralidades de Las CotasAlejandro YLAún no hay calificaciones
- Informe de Torno Universidad Politecnica SalesianaDocumento17 páginasInforme de Torno Universidad Politecnica SalesianaSaul LemaAún no hay calificaciones
- Tecnologia MecanicaDocumento29 páginasTecnologia MecanicadidianaAún no hay calificaciones
- NOMMDocumento12 páginasNOMMjuanAún no hay calificaciones
- Sistemas de Riego Por NebulizaciónDocumento3 páginasSistemas de Riego Por NebulizaciónTrujillo AlbethAún no hay calificaciones
- Características Del TornoDocumento1 páginaCaracterísticas Del TornoGiovanni Villavicencio Lujano0% (1)
- TorneriaDocumento29 páginasTorneriaYerko AranedaAún no hay calificaciones
- Ficha Técnica AceroDocumento6 páginasFicha Técnica AceroDIEGO ALEJANDRO RODRÍGUEZ GARZÓNAún no hay calificaciones
- Maquinas Herr. ConvencionalesDocumento16 páginasMaquinas Herr. ConvencionalesEverAngelAún no hay calificaciones
- Informe CNC FinalDocumento7 páginasInforme CNC FinalluisAún no hay calificaciones
- Separata Laboratorio Procesos ManufacturaDocumento61 páginasSeparata Laboratorio Procesos ManufacturaDavid Ninaquispe BardalesAún no hay calificaciones
- Caracteristicas Tecnicas Torno CNC 1Documento4 páginasCaracteristicas Tecnicas Torno CNC 1Francisco Pino Abarca100% (1)
- Normas de Seguridad TornoDocumento6 páginasNormas de Seguridad TornoLeo Soto44% (9)
- Analisis de Criticidad para Hornos de IndDocumento14 páginasAnalisis de Criticidad para Hornos de IndMichelle PedrozaAún no hay calificaciones
- WIDIADocumento422 páginasWIDIAFabricio PeralvoAún no hay calificaciones
- MemoriaDocumento73 páginasMemoriaGus SanchezAún no hay calificaciones
- Material Procesos de MaquinadoDocumento21 páginasMaterial Procesos de MaquinadoRoger PeñaAún no hay calificaciones
- RoscadoDocumento23 páginasRoscadoEdgar Cruz SalazarAún no hay calificaciones
- Manual de Operación Del Torno CTX 210 GILDEMASTER Con Controlador SIMIENS Sinumerik 840DDocumento77 páginasManual de Operación Del Torno CTX 210 GILDEMASTER Con Controlador SIMIENS Sinumerik 840DAlonso Jasso100% (1)
- Marco Teorico Del TORNO CNCDocumento23 páginasMarco Teorico Del TORNO CNCLuis Alberto Azpeitia FranciscoAún no hay calificaciones
- Festo CTRL Logic PDFDocumento12 páginasFesto CTRL Logic PDFJuanRodriguezAún no hay calificaciones
- Porafolio de Evidencias de JuliánDocumento22 páginasPorafolio de Evidencias de JuliánJesús Guadalupe Suárez PérezAún no hay calificaciones
- 1-21 Herramientas AsientosDocumento21 páginas1-21 Herramientas AsientosJoseDavidSanchezYepesAún no hay calificaciones