También podría gustarte
- Checklist Orden LimpiezaDocumento5 páginasChecklist Orden LimpiezaANNETH MILAGROS100% (1)
- Charlas de 5 MinutosDocumento294 páginasCharlas de 5 MinutosJuanPabloZuñiga100% (14)
- Plan de Contingencia PacasmayoDocumento26 páginasPlan de Contingencia PacasmayoPedro Ramos Garrido0% (2)
- Chevrolet Captiva Cambio Automático 2009 Niveles, Vaciado y DesmontajeDocumento48 páginasChevrolet Captiva Cambio Automático 2009 Niveles, Vaciado y DesmontajeBrandonHiDud88% (16)
- Historia de La Silla de RuedasDocumento7 páginasHistoria de La Silla de RuedasAndreaSanchez100% (1)
- ARI-FORM-SSMA-91-Toma de Temperatura Frente A Covid-19Documento1 páginaARI-FORM-SSMA-91-Toma de Temperatura Frente A Covid-19Pedro Ramos GarridoAún no hay calificaciones
- Covid 19 Stigma Guide Es PDFDocumento5 páginasCovid 19 Stigma Guide Es PDFAmebe ACAún no hay calificaciones
- 2017 Formulacion Plan Mejora-Anexo2 PDFDocumento48 páginas2017 Formulacion Plan Mejora-Anexo2 PDFalmaba1965Aún no hay calificaciones
- Lineamiento Sectorial para Prevención Del COVID-19 - Transporte Terrestre Ambito Nacional y RegionalDocumento22 páginasLineamiento Sectorial para Prevención Del COVID-19 - Transporte Terrestre Ambito Nacional y RegionalJuan Vladimir Rojas HinostrozaAún no hay calificaciones
- Tabal de ConversionesDocumento36 páginasTabal de Conversionesequintero5287Aún no hay calificaciones
- Lista de Verificación de Gestión de COVID - 19Documento3 páginasLista de Verificación de Gestión de COVID - 19Pedro Ramos GarridoAún no hay calificaciones
- ATSDocumento4 páginasATSPedro Ramos Garrido100% (2)
- SSYMA-P03.14-F14 Lista de VCCC CODIV 19 V2Documento1 páginaSSYMA-P03.14-F14 Lista de VCCC CODIV 19 V2Pedro Ramos GarridoAún no hay calificaciones
- Planilla de Excel para Presupuesto de ObraDocumento8 páginasPlanilla de Excel para Presupuesto de ObraPedro Ramos GarridoAún no hay calificaciones
- Proteccion Contra CaidasDocumento2 páginasProteccion Contra CaidasJonathanGSAún no hay calificaciones
- Registro Descanso MedicosDocumento2 páginasRegistro Descanso MedicosPedro Ramos GarridoAún no hay calificaciones
- Inspeccion Elemento de Proteccion Personal Casco de SeguridadDocumento17 páginasInspeccion Elemento de Proteccion Personal Casco de SeguridadEider MontoyaAún no hay calificaciones
- CARATULADocumento2 páginasCARATULAPedro Ramos GarridoAún no hay calificaciones
- Inspección TrabajoDocumento48 páginasInspección TrabajoPedro Ramos GarridoAún no hay calificaciones
- Triptico Recomendaciones CeemDocumento2 páginasTriptico Recomendaciones CeemPedro Ramos GarridoAún no hay calificaciones
- Instalacion de Lana RocaDocumento11 páginasInstalacion de Lana RocaPedro Ramos GarridoAún no hay calificaciones
- Ats Instalacion de Lana RocaDocumento11 páginasAts Instalacion de Lana RocaPedro Ramos GarridoAún no hay calificaciones
- Proc. Seg. Radiologica. y TransporteDocumento12 páginasProc. Seg. Radiologica. y TransportePedro Ramos GarridoAún no hay calificaciones
- Manejo de Residuos Sólidos (RRSS)Documento4 páginasManejo de Residuos Sólidos (RRSS)Pedro Ramos GarridoAún no hay calificaciones
- Procedimiento para Izaje de Cargas Rev2Documento19 páginasProcedimiento para Izaje de Cargas Rev2Daniela Patiño ValdesAún no hay calificaciones
- Análisis para Trabajo Seguro A.T.S.: Proyecto Modernización Refinería TalaraDocumento11 páginasAnálisis para Trabajo Seguro A.T.S.: Proyecto Modernización Refinería TalaraPedro Ramos GarridoAún no hay calificaciones
- Risst 2014Documento96 páginasRisst 2014Pedro Ramos GarridoAún no hay calificaciones
- Informe Final IngelsaDocumento9 páginasInforme Final IngelsaPedro Ramos GarridoAún no hay calificaciones
- ING-PGE-SSO-01 Identificacion de Peligros y Evaluacion de RiesgosDocumento6 páginasING-PGE-SSO-01 Identificacion de Peligros y Evaluacion de RiesgosPedro Ramos GarridoAún no hay calificaciones
- Examen PrimerosAuxiliosDocumento1 páginaExamen PrimerosAuxiliosPedro Ramos GarridoAún no hay calificaciones
- Procedimiento de Excavacion de Zanjas Rev 1Documento2 páginasProcedimiento de Excavacion de Zanjas Rev 1Pedro Ramos GarridoAún no hay calificaciones
- Procedimiento de Trabajo Aislamiento Termico PACASMAYO 2Documento19 páginasProcedimiento de Trabajo Aislamiento Termico PACASMAYO 2Pedro Ramos GarridoAún no hay calificaciones
- Manual Descalcificador Curve D-Uf-M3Documento26 páginasManual Descalcificador Curve D-Uf-M3gustavoAún no hay calificaciones
- Hoja de Vida Banburu.-Ejercicio de CriticidadDocumento9 páginasHoja de Vida Banburu.-Ejercicio de CriticidadSharly Ramos OrozcoAún no hay calificaciones
- Tema 5 Momento de Inercia. Radio de Giro y Momento Resistente.Documento5 páginasTema 5 Momento de Inercia. Radio de Giro y Momento Resistente.Jakeline GomezAún no hay calificaciones
- Automatización para El Ahorro de Energía Electica en Un Aula de ClasesDocumento30 páginasAutomatización para El Ahorro de Energía Electica en Un Aula de ClasesLuis Enrique Barrientos AzamarAún no hay calificaciones
- Campo Magnético de Un SolenoideDocumento12 páginasCampo Magnético de Un SolenoideJonatan Gutierrez ChampiAún no hay calificaciones
- Diagrama de Flujo de Operaciones - DPADocumento1 páginaDiagrama de Flujo de Operaciones - DPAHector VillalobosAún no hay calificaciones
- Plan de Trabajo MaryDocumento11 páginasPlan de Trabajo MaryDiego FalconAún no hay calificaciones
- Unidad 2: Herramientas para La Solución de Problemas de GestiónDocumento84 páginasUnidad 2: Herramientas para La Solución de Problemas de GestiónMoises Rubio Silva100% (2)
- METALMECANICADocumento6 páginasMETALMECANICAAnita Rodriguez ArteagaAún no hay calificaciones
- Guía Ii de Ejercicios Leyes PonderalesDocumento8 páginasGuía Ii de Ejercicios Leyes PonderalesmatiasAún no hay calificaciones
- Tarea - 08 - Oscilograma de La Curva de Presion en CilindrosDocumento9 páginasTarea - 08 - Oscilograma de La Curva de Presion en CilindrosGilmar Berzosa100% (1)
- Clasificacion de Aceites AutomotricesDocumento8 páginasClasificacion de Aceites AutomotricesCharlie LtbAún no hay calificaciones
- Electricidad Grupo 4Documento30 páginasElectricidad Grupo 4Wagner Luis PONCE CASTILLOAún no hay calificaciones
- Esquemas Electricos InterruptoresDocumento6 páginasEsquemas Electricos InterruptoresavazquezseAún no hay calificaciones
- Importancia de Los Costos en La Toma deDocumento4 páginasImportancia de Los Costos en La Toma deCeledonio Hernandez SanchezAún no hay calificaciones
- Tutorial de Visual Studio 2005 y SQL Server 2005 PDFDocumento60 páginasTutorial de Visual Studio 2005 y SQL Server 2005 PDFdjrojas2512Aún no hay calificaciones
- Las Placas Tectónicas Son Planchas Rígidas de Roca Sólida Que Conforman La Superficie de La TierraDocumento3 páginasLas Placas Tectónicas Son Planchas Rígidas de Roca Sólida Que Conforman La Superficie de La TierraMatias AravenaAún no hay calificaciones
- INFORME DE GESTION CAMPO URDANETA SEPTIEMBRE 2018 ModificadoDocumento11 páginasINFORME DE GESTION CAMPO URDANETA SEPTIEMBRE 2018 ModificadoJesusAún no hay calificaciones
- TRUTZSCHLERDocumento34 páginasTRUTZSCHLERJonathan Celin100% (3)
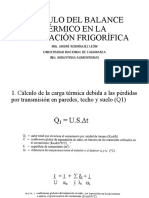
- Calculo Del Balance Térmico en La Instalación FrigoríficaDocumento135 páginasCalculo Del Balance Térmico en La Instalación FrigoríficaJesus Acevedo NievesAún no hay calificaciones
- Terminologia Relatva Al Agregado para Concreto Astm C 125Documento19 páginasTerminologia Relatva Al Agregado para Concreto Astm C 125Jose Amaya Ahumada100% (1)
- 77 272 Scudo 603.81.251 Es 01 01.07 L LGDocumento210 páginas77 272 Scudo 603.81.251 Es 01 01.07 L LGJose Maria Ponce RosilloAún no hay calificaciones
- Características de Las Armaduras TransversalesDocumento4 páginasCaracterísticas de Las Armaduras Transversalesturmero diegoAún no hay calificaciones
- TEMA 2 - 2 Fatiga v3Documento61 páginasTEMA 2 - 2 Fatiga v3Ayrton Portilla EstradaAún no hay calificaciones
- Aforador ParshallDocumento9 páginasAforador ParshallJalil Vladimir Cubas GarciaAún no hay calificaciones
- Ficha Tecnica Vibrocompactador Hamm FTM-004 - 220808 - 161700Documento2 páginasFicha Tecnica Vibrocompactador Hamm FTM-004 - 220808 - 161700katia hernandezAún no hay calificaciones
- TrigonmetriaDocumento7 páginasTrigonmetriaJavier Eduardo Arévalo ArangoAún no hay calificaciones
- Formato Ficha Tecnica Equipos y HV EquiposDocumento4 páginasFormato Ficha Tecnica Equipos y HV EquiposMaira Lucia AlvarezAún no hay calificaciones