También podría gustarte
- Proceso de Auditoria AdministrativaDocumento19 páginasProceso de Auditoria AdministrativaAlvieliz ReyesAún no hay calificaciones
- Calculo y Estadistica Seman 5Documento9 páginasCalculo y Estadistica Seman 5Jimmy Alejandro Gallardo HuayhuapumaAún no hay calificaciones
- Ecuaciones Fraccionarias de Primer Grado 5Documento2 páginasEcuaciones Fraccionarias de Primer Grado 5Quimica Tecnologia100% (1)
- Cuasi ExperimentoDocumento2 páginasCuasi ExperimentoIvan EspitiaAún no hay calificaciones
- Practica 10Documento5 páginasPractica 10Jason CacuangoAún no hay calificaciones
- 2do Trabajo de Termodinamica 1Documento52 páginas2do Trabajo de Termodinamica 1chescofranchesco100% (1)
- Consolidado de Matematica 1er CicloDocumento3 páginasConsolidado de Matematica 1er CicloLic Mariela Nunez VenturaAún no hay calificaciones
- Cuestionario Grupal NDocumento5 páginasCuestionario Grupal NMireya LuctualAún no hay calificaciones
- Bioestadistica Prueba ZDocumento4 páginasBioestadistica Prueba ZJordy Israel Montalvan JaramilloAún no hay calificaciones
- Manual Corrientes Eddy Nivel IDocumento59 páginasManual Corrientes Eddy Nivel ICesar E Guerra Torres100% (4)
- Resumen Contabilidad Por Area de Responsabilidad y Linea de ProductoDocumento14 páginasResumen Contabilidad Por Area de Responsabilidad y Linea de ProductoMiguel Angel RojasAún no hay calificaciones
- Informe de Fisica II (Cuerdas Vibrantes)Documento14 páginasInforme de Fisica II (Cuerdas Vibrantes)BENJAMIM100% (1)
- MATRIZ MATEMÁTICA 4toDocumento21 páginasMATRIZ MATEMÁTICA 4toPedro David Flores BarrigaAún no hay calificaciones
- Indice Productividad y Curvas IPRDocumento33 páginasIndice Productividad y Curvas IPROdalusca Salinas AquiasAún no hay calificaciones
- CUADERNILLO - Reactivos PLANEA 2016 - MATEMATICASDocumento85 páginasCUADERNILLO - Reactivos PLANEA 2016 - MATEMATICASyossefAún no hay calificaciones
- Semana 11 - Pre - 2024-1 Con ClavesDocumento3 páginasSemana 11 - Pre - 2024-1 Con Clavesomarmc451Aún no hay calificaciones
- PDF Normas Astm - CompressDocumento442 páginasPDF Normas Astm - CompressIVAN HURTADO ACEVEDOAún no hay calificaciones
- Pre Informe 2 ElectroDocumento8 páginasPre Informe 2 ElectroLizethMolinaAún no hay calificaciones
- Tarea Metodos Deductivo InductivoDocumento2 páginasTarea Metodos Deductivo InductivoAngie GomezAún no hay calificaciones
- Me TodosDocumento18 páginasMe TodosBrandon E. NijAún no hay calificaciones
- 01 - 02.1.1 Fundamentos de Programación en Python - Numeros y OperadoresDocumento22 páginas01 - 02.1.1 Fundamentos de Programación en Python - Numeros y OperadoresdiogoAún no hay calificaciones
- El Principio de Pascal y Sus AplicacionesDocumento5 páginasEl Principio de Pascal y Sus AplicacionesItzel Cruz RamosAún no hay calificaciones
- Actividad3 - Álgebra Superior. Expresiones AlgebraicasDocumento6 páginasActividad3 - Álgebra Superior. Expresiones Algebraicasalejandro michelAún no hay calificaciones
- Movimiento Uniforme AceleradoDocumento8 páginasMovimiento Uniforme AceleradoOscar LancherosAún no hay calificaciones
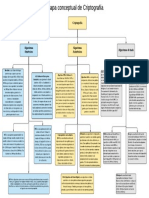
- Mapa Conceptual de CriptografíaDocumento1 páginaMapa Conceptual de CriptografíaAnonymous m1x0oMG50% (2)
- Syllabus Matematicas FinancierasDocumento6 páginasSyllabus Matematicas FinancierasCesar A Hernandez HAún no hay calificaciones
- S2 - Reporte de LaboratorioDocumento2 páginasS2 - Reporte de LaboratorioJUNIOR MVAún no hay calificaciones
- Manual de Iniciación A La ProgramaciónDocumento9 páginasManual de Iniciación A La ProgramaciónsolomilpalabrasAún no hay calificaciones
- Hard LimDocumento5 páginasHard LimYeCeci ChambaAún no hay calificaciones