También podría gustarte
- Ejercicios CNC MarDocumento58 páginasEjercicios CNC Marfarias199100% (6)
- Parcial 3 - Interpolación Circular G02 G03 - Grupo2Documento5 páginasParcial 3 - Interpolación Circular G02 G03 - Grupo2Edwin GuzmánAún no hay calificaciones
- Ciclos Fijos Codigo g70 g71 g72 g73Documento11 páginasCiclos Fijos Codigo g70 g71 g72 g73Luis Muyulema67% (3)
- Codigos GDocumento44 páginasCodigos GAnton Repka100% (1)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Aún no hay calificaciones
- CNC FresaDocumento31 páginasCNC FresaaamarosaAún no hay calificaciones
- Ejemplo Pieza Torneado CNC Con WINUNISOFT PDFDocumento5 páginasEjemplo Pieza Torneado CNC Con WINUNISOFT PDFarnaldodsAún no hay calificaciones
- Códigos G TornoDocumento30 páginasCódigos G TornoPablo Sarzosa67% (6)
- Manual Torno HNC-21TDocumento25 páginasManual Torno HNC-21TYURLEY TATIANA VARGA TORDECILLA100% (1)
- Ejercicios TornoDocumento12 páginasEjercicios TornoUriel RamírezAún no hay calificaciones
- CNC Exercises Milling SpanishDocumento39 páginasCNC Exercises Milling SpanishDaniel UtreraAún no hay calificaciones
- Comandos G00 G02 G03 PARA FRESADORA CNCDocumento14 páginasComandos G00 G02 G03 PARA FRESADORA CNCjuliogomez008Aún no hay calificaciones
- Guia Mastercam PDFDocumento46 páginasGuia Mastercam PDFLeonardo OlivaresAún no hay calificaciones
- Ejemplo Pieza Torneado CNC Con WINUNISOFTDocumento5 páginasEjemplo Pieza Torneado CNC Con WINUNISOFTTony Marasca100% (1)
- 7 CNC RoscaDocumento1 página7 CNC RoscaWilson YucraAún no hay calificaciones
- Compensación de Herramientas de Corte en Altura G43 y G44Documento2 páginasCompensación de Herramientas de Corte en Altura G43 y G44María Clemencia Toca Gallo33% (3)
- Coordenadas Absolutas e Increment AlesDocumento25 páginasCoordenadas Absolutas e Increment AlesAngelica Patricia Laiton Pinilla100% (1)
- Codigos G Torno CNCDocumento1 páginaCodigos G Torno CNCLuis Armando Valero AlcalaAún no hay calificaciones
- Codigos G y M1Documento16 páginasCodigos G y M1Cristino Cid CruzAún no hay calificaciones
- Codigos Comunes para Boxford - Chevalier - HaasDocumento9 páginasCodigos Comunes para Boxford - Chevalier - Haasrobot73Aún no hay calificaciones
- Torno CNCDocumento7 páginasTorno CNChunt191Aún no hay calificaciones
- Codigos G Y M de CNCDocumento7 páginasCodigos G Y M de CNCItan Castaño100% (3)
- Calculo de Parámetros de CorteDocumento45 páginasCalculo de Parámetros de CorteHernan Levi50% (2)
- Lenguaje de Programacion para Torno CNCDocumento8 páginasLenguaje de Programacion para Torno CNCEstefy BeherAún no hay calificaciones
- Manual Fagor 8025M - USERDocumento420 páginasManual Fagor 8025M - USERchusba0% (1)
- Manual Fanuc OiDocumento38 páginasManual Fanuc OiDavid196033% (3)
- Ejercicios de Programacion en Torno CNCDocumento17 páginasEjercicios de Programacion en Torno CNCXLauritax Tk44% (9)
- Manual Torno Siemens CBTISDocumento221 páginasManual Torno Siemens CBTISJuan PerezAún no hay calificaciones
- Encabezado Programacion Maquinas CNCDocumento6 páginasEncabezado Programacion Maquinas CNCSaul Fernando Cujaban AceroAún no hay calificaciones
- Ejercicios Codigo G y M PDFDocumento2 páginasEjercicios Codigo G y M PDFelkin giraldoAún no hay calificaciones
- Manual de ProgramacionDocumento153 páginasManual de ProgramacionJosue Palacin100% (1)
- Ejercicios de Programacion en Torno CNCDocumento18 páginasEjercicios de Programacion en Torno CNCJohan Ruelas100% (1)
- Tutorial de Maquinado Usando SwansoftDocumento8 páginasTutorial de Maquinado Usando SwansoftErickstoff LopezAún no hay calificaciones
- CNC PreguntasDocumento19 páginasCNC PreguntasJorge Luis CdnAún no hay calificaciones
- Guia N°1 Software SSCNC Centro de MecanizadoDocumento13 páginasGuia N°1 Software SSCNC Centro de MecanizadoAndres Castro Vaca100% (2)
- Códigos de Programación de Máquinas Herramientas CNCDocumento21 páginasCódigos de Programación de Máquinas Herramientas CNCGerardo DiazAún no hay calificaciones
- Siemens808dfresadora 160620032150Documento69 páginasSiemens808dfresadora 160620032150Pedro Castro100% (2)
- Operacion CMV Leadwell V30Documento26 páginasOperacion CMV Leadwell V30Jhon ValdiviezoAún no hay calificaciones
- Torno CNCDocumento52 páginasTorno CNCEdgardo Melquíades Quiliche Gutiérrez100% (1)
- Programacion en Codigos GDocumento32 páginasProgramacion en Codigos GBladimir Sarabia100% (8)
- Fanuc Prog CentroDocumento27 páginasFanuc Prog CentroClaudio Salcedo CoaquiraAún no hay calificaciones
- Nomenclatura de InsertosDocumento26 páginasNomenclatura de InsertosJHAN SEBASTIAN ASCANIO RODRIGUEZ100% (1)
- Ejercicios de Repaso Calculo Engranes RectosDocumento9 páginasEjercicios de Repaso Calculo Engranes RectosWil GaviriaAún no hay calificaciones
- Tipos de VirutaDocumento31 páginasTipos de VirutaMiriam Trejo Martinez50% (2)
- Mecanizado Multiaxis 4 Ejes Simultaneos Con MastercamDocumento22 páginasMecanizado Multiaxis 4 Ejes Simultaneos Con MastercamIsacCoaritaCasaniAún no hay calificaciones
- UNIDAD 2 Programación y Operación CNCDocumento45 páginasUNIDAD 2 Programación y Operación CNCEdgar Gonzalez Reyes0% (1)
- Win UnisoftDocumento170 páginasWin UnisoftDiego Martinez Trives0% (1)
- G01 Interpolacion LinealDocumento24 páginasG01 Interpolacion Linealhiram54Aún no hay calificaciones
- G03 CCW y G02 CW Interpolación CircularDocumento9 páginasG03 CCW y G02 CW Interpolación CircularKevin Honorio RivasAún no hay calificaciones
- DESPLAZAMIdddDocumento6 páginasDESPLAZAMIdddlololo2354Aún no hay calificaciones
- Interpolación CircularDocumento8 páginasInterpolación CircularMecanizado SenaAún no hay calificaciones
- Funcion GDocumento10 páginasFuncion GwrdnAún no hay calificaciones
- Ejercicio Software WinunisoftDocumento5 páginasEjercicio Software WinunisoftDavidAún no hay calificaciones
- Apuntes FresaDocumento52 páginasApuntes FresaUnai Baz SaezAún no hay calificaciones
- Curso Fanuc 2015-2016Documento40 páginasCurso Fanuc 2015-2016Cristian Rojas Ulloa100% (2)
- Tipos de Coordenadas CNCDocumento3 páginasTipos de Coordenadas CNCJairo Nájera100% (1)
- Ejemplos TornoDocumento16 páginasEjemplos TornoLalo VarelaAún no hay calificaciones
- Entrega 2Documento17 páginasEntrega 2Josefin GuerreroAún no hay calificaciones
- Teoria Web Curso CNC ResumenDocumento18 páginasTeoria Web Curso CNC ResumenMarcos Garcia ManjarrezAún no hay calificaciones
- G00Documento26 páginasG00Victor ColmenaresAún no hay calificaciones
- Gestion WinUnisoftDocumento79 páginasGestion WinUnisofthiram54Aún no hay calificaciones
- I Fundamentos Teóricos Del Control NuméricoDocumento143 páginasI Fundamentos Teóricos Del Control Numéricohiram54Aún no hay calificaciones
- G01 Interpolacion LinealDocumento24 páginasG01 Interpolacion Linealhiram54Aún no hay calificaciones
- Introduccion Al CNC PDFDocumento93 páginasIntroduccion Al CNC PDFhiram54100% (1)
- La Industria Automotriz en MexicoDocumento13 páginasLa Industria Automotriz en Mexicohiram54Aún no hay calificaciones
- Durbin WatsonDocumento1 páginaDurbin Watsonhiram54Aún no hay calificaciones
- 2 Teorias CulturalesDocumento27 páginas2 Teorias Culturaleshiram54100% (2)
- Evaluacion Integral de Los Proyectos de InversionDocumento220 páginasEvaluacion Integral de Los Proyectos de Inversionhiram54Aún no hay calificaciones
- 2 La EmpresaDocumento37 páginas2 La Empresahiram54Aún no hay calificaciones
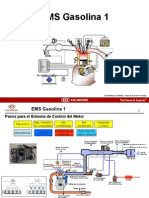
- EMS Gasoline 1Documento39 páginasEMS Gasoline 1hiram54100% (1)
- Administracion y Direccion 20091Documento260 páginasAdministracion y Direccion 20091wilfferAún no hay calificaciones
- Solución Taller 2 MatDocumento8 páginasSolución Taller 2 MatnicoloveharryAún no hay calificaciones
- Problemas Primer ParcialDocumento13 páginasProblemas Primer ParcialOmarJoséPomaCubaAún no hay calificaciones
- 2.sistema de Coordenadas Polares PDFDocumento9 páginas2.sistema de Coordenadas Polares PDFCesar Marreros QuirozAún no hay calificaciones
- Modulo de Fisica 1 Ciencias 1213Documento120 páginasModulo de Fisica 1 Ciencias 1213MARCO LARA100% (1)
- Taller 3 CI Preparatorio Parcial 3Documento8 páginasTaller 3 CI Preparatorio Parcial 3Daniel NunciraAún no hay calificaciones
- Integral de GaussDocumento6 páginasIntegral de GaussRenatoHPAún no hay calificaciones
- Ejemplos VectoresDocumento5 páginasEjemplos VectoresJorge Manuel Cordero LozanoAún no hay calificaciones
- Ejercicios Calculo LLDocumento32 páginasEjercicios Calculo LLChristian SánchezAún no hay calificaciones
- 4.-Coordenadas PolaresDocumento27 páginas4.-Coordenadas PolaresLuilly Sajami CorreaAún no hay calificaciones
- Áreas PolaresDocumento28 páginasÁreas PolaresVanessa Vigil100% (1)
- Resumen Del Tema 2 Parte 3 & Tema 3Documento7 páginasResumen Del Tema 2 Parte 3 & Tema 3Isac Uc MooAún no hay calificaciones
- Coordenadas Polares y Ecuaciones ParametricasDocumento23 páginasCoordenadas Polares y Ecuaciones ParametricasRomero MarielenaAún no hay calificaciones
- PresentaciónDocumento3 páginasPresentaciónjaneth100% (1)
- Coordenadas Polares: Matemática IIDocumento28 páginasCoordenadas Polares: Matemática IIAlvaro De La CruzAún no hay calificaciones
- U2 Superficies CuadricasDocumento22 páginasU2 Superficies CuadricasGuineapig666Aún no hay calificaciones
- Unidad 1 Geometría Analítica Del EspacioDocumento92 páginasUnidad 1 Geometría Analítica Del EspacioGabriela GallardoAún no hay calificaciones
- Ejercicios Resueltosde SuperficiesDocumento7 páginasEjercicios Resueltosde Superficies21260paco61Aún no hay calificaciones
- Guia de Ejercicios de Matemática IIIDocumento9 páginasGuia de Ejercicios de Matemática IIIPedro CárdenasAún no hay calificaciones
- Guia de Algebra Matriacial 2018-IIDocumento100 páginasGuia de Algebra Matriacial 2018-IIJordanIvánAún no hay calificaciones
- Pregunta 1: ResoluciónDocumento3 páginasPregunta 1: Resoluciónandreelunico09Aún no hay calificaciones
- Cartilla FisicaDocumento83 páginasCartilla FisicaBMKommander0% (1)
- Unidad II, Matematicas IIIDocumento18 páginasUnidad II, Matematicas IIIDaniel CBAún no hay calificaciones
- Graficacion ZoomDocumento7 páginasGraficacion ZoomXitlaly Yacaren ToalaAún no hay calificaciones
- Matematicas 10° Coordenadas PolaresDocumento3 páginasMatematicas 10° Coordenadas PolareswilderAún no hay calificaciones
- Autocad Sena PDFDocumento108 páginasAutocad Sena PDFJhon Sebastian Ramirez MendezAún no hay calificaciones
- PolaresDocumento12 páginasPolaresRaúl MuñizAún no hay calificaciones
- Cfis332 - Guia CinematicaDocumento14 páginasCfis332 - Guia CinematicaBenjamín LagosAún no hay calificaciones
- Curvas PolaresDocumento15 páginasCurvas Polaresdina suarezAún no hay calificaciones