También podría gustarte
- 01 Practica Torno CNCDocumento30 páginas01 Practica Torno CNCAquino MiguelAún no hay calificaciones
- Swansoft CNC SimulationDocumento13 páginasSwansoft CNC SimulationSherilyn CortesAún no hay calificaciones
- CNC 8025 GP, M, MS manuales actualizadosDocumento420 páginasCNC 8025 GP, M, MS manuales actualizadoschusba0% (1)
- Fresadora CNCDocumento4 páginasFresadora CNCabel_524572144Aún no hay calificaciones
- Ejemplo Pieza Torneado CNC Con WINUNISOFT PDFDocumento5 páginasEjemplo Pieza Torneado CNC Con WINUNISOFT PDFarnaldodsAún no hay calificaciones
- Manual Fanuc OiDocumento38 páginasManual Fanuc OiDavid196033% (3)
- Manual Torno HNC-21TDocumento25 páginasManual Torno HNC-21TYURLEY TATIANA VARGA TORDECILLA100% (1)
- Codigos CNC FresadoDocumento1 páginaCodigos CNC FresadoAndres Cardona Mercado100% (1)
- Diseno Programacion Simulacion Fabricacion CNC CON MASTERCAM X9Documento225 páginasDiseno Programacion Simulacion Fabricacion CNC CON MASTERCAM X9Alberto Luna0% (1)
- Manual CNC TornoDocumento221 páginasManual CNC TornoJuan PerezAún no hay calificaciones
- Curso Básico de Fresadora CNCDocumento2 páginasCurso Básico de Fresadora CNCCarlos CiriacoAún no hay calificaciones
- Informe Final de SST - DossierDocumento31 páginasInforme Final de SST - DossierLuceroRosales100% (1)
- 7 CNC RoscaDocumento1 página7 CNC RoscaWilson YucraAún no hay calificaciones
- Proyectos Con Pic y Simulacion en ProteusDocumento27 páginasProyectos Con Pic y Simulacion en ProteusNaomiTk0% (1)
- Manual de Operación Transmisor 2600T PDFDocumento56 páginasManual de Operación Transmisor 2600T PDFjhonAún no hay calificaciones
- Fresadora CNCDocumento9 páginasFresadora CNCvictordeathAún no hay calificaciones
- 1 Sistemas de Control AutomaticoDocumento12 páginas1 Sistemas de Control AutomaticoChamo Pobre BatracioAún no hay calificaciones
- Valores de Configuración 3 Mach - Dientenegro Bricolaje Láser Cortador Grabador Asamblea de BuildyourcncDocumento11 páginasValores de Configuración 3 Mach - Dientenegro Bricolaje Láser Cortador Grabador Asamblea de BuildyourcncMaribel Caricari ZuritaAún no hay calificaciones
- Programación de Fresadora CONTROL HNCDocumento99 páginasProgramación de Fresadora CONTROL HNCDiego Fernando Cadena Arango0% (1)
- Válvulas neumáticas: tipos, características y aplicacionesDocumento4 páginasVálvulas neumáticas: tipos, características y aplicacionesFranklinEckelVargasAún no hay calificaciones
- Circuitos NeumaticosDocumento22 páginasCircuitos NeumaticosFaider Humberto Barrero SanchezAún no hay calificaciones
- Programacion en Codigos GDocumento32 páginasProgramacion en Codigos GBladimir Sarabia100% (8)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Aún no hay calificaciones
- Tabla de Velocidad de CorteDocumento5 páginasTabla de Velocidad de CorteAntonio DelgadoAún no hay calificaciones
- WickhamChris ElLegadoDeRomaUnaHistoriaDeEuropaDe400 1000Documento784 páginasWickhamChris ElLegadoDeRomaUnaHistoriaDeEuropaDe400 1000Volando Voy Volando VengoAún no hay calificaciones
- CNC PreguntasDocumento19 páginasCNC PreguntasJorge Luis CdnAún no hay calificaciones
- Resumen de Principios de La Filosofía de Adolfo CarpioDocumento4 páginasResumen de Principios de La Filosofía de Adolfo CarpioJosé Ignacio Acuña Quelas67% (6)
- Apuntes CNC TornoDocumento17 páginasApuntes CNC TornoScipion AfrikanAún no hay calificaciones
- Códigos G y M maquinado CNCDocumento9 páginasCódigos G y M maquinado CNCrobot73Aún no hay calificaciones
- Programación CNCDocumento11 páginasProgramación CNCLuis TapiaAún no hay calificaciones
- Practica 1 Win UnisoftDocumento26 páginasPractica 1 Win Unisoftjjddllpp100% (1)
- Automatización y CNC: procesos y ventajasDocumento50 páginasAutomatización y CNC: procesos y ventajasluisorna50% (2)
- Códigos de Programación de Máquinas Herramientas CNCDocumento21 páginasCódigos de Programación de Máquinas Herramientas CNCGerardo DiazAún no hay calificaciones
- Actividad #1 - Ajustes y ToleranciasDocumento2 páginasActividad #1 - Ajustes y ToleranciasAndrés Zùñiga RetanaAún no hay calificaciones
- Estandarizacion de Placas y Porta-HerramientasDocumento6 páginasEstandarizacion de Placas y Porta-HerramientasLex ViracochaAún no hay calificaciones
- Estructura de Un Programa CNC.1401549691Documento2 páginasEstructura de Un Programa CNC.1401549691JOSEPH PAUL NAVARRETE CAMPA�AAún no hay calificaciones
- SINUMERIK 810/820 T PROGRAMACIÓNDocumento24 páginasSINUMERIK 810/820 T PROGRAMACIÓNRoberto Rosas Menaya50% (2)
- Manual CNCDocumento27 páginasManual CNCMahonri AguilarAún no hay calificaciones
- Practica 3 Modelaje de Una Rueda DentadaDocumento8 páginasPractica 3 Modelaje de Una Rueda DentadaWilm HosenfeldAún no hay calificaciones
- Practica 1 Manual de Configuracion WinUnisoft.Documento16 páginasPractica 1 Manual de Configuracion WinUnisoft.Luis Fernando Muñoz UrbinaAún no hay calificaciones
- Tabla ComparativaDocumento5 páginasTabla ComparativaGerardo HernándezAún no hay calificaciones
- Practica 5 CNCDocumento7 páginasPractica 5 CNCJorge Alberto Valdez OrtegaAún no hay calificaciones
- Calculo de Corona Sin Fin de Doble EntradaDocumento24 páginasCalculo de Corona Sin Fin de Doble EntradaJesus CesarAún no hay calificaciones
- Actividad Calculo de Conos 2Documento5 páginasActividad Calculo de Conos 2Vanessa BallestasAún no hay calificaciones
- Codigos CNCDocumento13 páginasCodigos CNCJonathanRamirezRamirAún no hay calificaciones
- Alineacion y BalanceoDocumento10 páginasAlineacion y BalanceoSaid Diaz MirandaAún no hay calificaciones
- Expo CNCDocumento9 páginasExpo CNCEmiliano Baeza HernandezAún no hay calificaciones
- CNC Exercises Milling SpanishDocumento39 páginasCNC Exercises Milling SpanishDaniel UtreraAún no hay calificaciones
- Presentacion WinunisoftDocumento26 páginasPresentacion WinunisoftDanii PalaciosAún no hay calificaciones
- 2 Tutorial Programación Labview PDFDocumento83 páginas2 Tutorial Programación Labview PDFAngel Eduardo Cruzado NuñezAún no hay calificaciones
- Práctica No 5 - IIP-Programación Mediante Interpolación Lineal y Circular - Toapanta J & Ubilluz JDocumento35 páginasPráctica No 5 - IIP-Programación Mediante Interpolación Lineal y Circular - Toapanta J & Ubilluz JFernandaMorenoChinaAún no hay calificaciones
- Códigos Generales y MisceláneosDocumento1 páginaCódigos Generales y MisceláneosGabriela Fernández100% (1)
- Practica Centrado de La PiezaDocumento5 páginasPractica Centrado de La PiezaRomarioo ReyesAún no hay calificaciones
- Operacion CMV Leadwell V30Documento26 páginasOperacion CMV Leadwell V30Jhon ValdiviezoAún no hay calificaciones
- FMS-200 SMC PDFDocumento38 páginasFMS-200 SMC PDFluy_angelAún no hay calificaciones
- Ensayo Circuitos Hidráulicos y NeumáticosDocumento6 páginasEnsayo Circuitos Hidráulicos y NeumáticosLizbeth GonzalezAún no hay calificaciones
- El Factor Humano y Las Máquinas CDocumento4 páginasEl Factor Humano y Las Máquinas CLeliz Crispin100% (2)
- Siemens808dfresadora 160620032150Documento69 páginasSiemens808dfresadora 160620032150David A GualpaAún no hay calificaciones
- CNC control y partesDocumento13 páginasCNC control y partesJuan LeonardoAún no hay calificaciones
- Presentacion CNCDocumento56 páginasPresentacion CNCMarlon Garcia MendozaAún no hay calificaciones
- CNC CursoDocumento28 páginasCNC CursoJoseAún no hay calificaciones
- Conocimiento CNC ActualizadoDocumento14 páginasConocimiento CNC ActualizadoWigan29Aún no hay calificaciones
- Introducción Al CNCDocumento28 páginasIntroducción Al CNCmecaboscoAún no hay calificaciones
- CNC maquinado programaciónDocumento54 páginasCNC maquinado programaciónCarlos Fredy EcheverríaAún no hay calificaciones
- Códigos de Torno CNCDocumento15 páginasCódigos de Torno CNCAlfredo Aguilar0% (1)
- Prácticas Fresadora .2 PDFDocumento35 páginasPrácticas Fresadora .2 PDFLuis CarlosAún no hay calificaciones
- Tema 3 NivelDocumento40 páginasTema 3 NivelAlyoNovakAún no hay calificaciones
- Tema 1 IntroduccionDocumento40 páginasTema 1 IntroducciondsanvAún no hay calificaciones
- Normas y Diagramas PIDocumento2 páginasNormas y Diagramas PIesc_21laqm6365Aún no hay calificaciones
- PDT 2600T ABB InstalacionDocumento24 páginasPDT 2600T ABB InstalacionPedro CastroAún no hay calificaciones
- Teorema de TorricelliDocumento3 páginasTeorema de TorricelliJeHielita RCAún no hay calificaciones
- Comprimido Diap.Documento49 páginasComprimido Diap.Geovanny cuestaAún no hay calificaciones
- Control Pid Automat AsDocumento14 páginasControl Pid Automat AsBenito Rivera EdmundoAún no hay calificaciones
- Control de Suspencion MagneticaDocumento6 páginasControl de Suspencion Magneticadesmicro0% (1)
- Trabajo AutomatizacionDocumento20 páginasTrabajo AutomatizacionFelipe Alfredo Apresa GonzalezAún no hay calificaciones
- InterDocumento1 páginaInterPedro CastroAún no hay calificaciones
- Prrograma Especialista. Electronica. Industrial.Documento2 páginasPrrograma Especialista. Electronica. Industrial.Pedro CastroAún no hay calificaciones
- Sistema de limpieza de piezas con inmersión neumáticaDocumento4 páginasSistema de limpieza de piezas con inmersión neumáticaPedro CastroAún no hay calificaciones
- Instalacion MSSDocumento9 páginasInstalacion MSSOscar IvanAún no hay calificaciones
- Manual Fc301 302Documento248 páginasManual Fc301 302alex fernandezAún no hay calificaciones
- Estacion LADocumento30 páginasEstacion LAJoan MarquezAún no hay calificaciones
- Estacion LADocumento30 páginasEstacion LAJoan MarquezAún no hay calificaciones
- S2e Eth PDFDocumento1 páginaS2e Eth PDFPedro CastroAún no hay calificaciones
- FT-SST-046 Formato Analisis de Amenzas y Vulnerabilidad QUINRAFFDocumento15 páginasFT-SST-046 Formato Analisis de Amenzas y Vulnerabilidad QUINRAFFDora AmayaAún no hay calificaciones
- MODELO Manual Del SGIDocumento29 páginasMODELO Manual Del SGIAba AmbieAún no hay calificaciones
- Determinacion de Azufre en DieselDocumento10 páginasDeterminacion de Azufre en DieselLaboratorio TLPAún no hay calificaciones
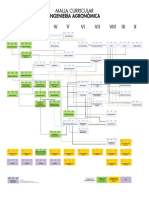
- Malla Curricular Ing Agronómica UNALDocumento1 páginaMalla Curricular Ing Agronómica UNALkmigeAún no hay calificaciones
- Influencia de La Luna en La AgriculturaDocumento77 páginasInfluencia de La Luna en La AgriculturaAngel CaravantesAún no hay calificaciones
- Celulares y PdaDocumento22 páginasCelulares y Pdayan100% (4)
- Densidad de Solidos PDFDocumento4 páginasDensidad de Solidos PDFLêonärdoMolänoAún no hay calificaciones
- EcoSense 1Documento30 páginasEcoSense 1Yadhira PeñaAún no hay calificaciones
- Arquitectura inca: solidez, sencillez y simetríaDocumento3 páginasArquitectura inca: solidez, sencillez y simetríaVerónica Rodriguez OrtizAún no hay calificaciones
- Vol 48 - 2020Documento85 páginasVol 48 - 2020Laura GarciaAún no hay calificaciones
- Práctica Solicitaciones Internas para PublicarDocumento11 páginasPráctica Solicitaciones Internas para PublicarBrian OeschgerAún no hay calificaciones
- Ic303 T7 Techint Reporte - FinalDocumento7 páginasIc303 T7 Techint Reporte - FinalDaniel CutimboAún no hay calificaciones
- Guía 8º 3.2 Materiales de LaboratorioDocumento9 páginasGuía 8º 3.2 Materiales de LaboratorioSamali Pinzon CorreaAún no hay calificaciones
- IndiceDocumento9 páginasIndiceVirginia Guerra VieyraAún no hay calificaciones
- FUNDAMENTO TEÓRICO Proctor ModificadoDocumento6 páginasFUNDAMENTO TEÓRICO Proctor ModificadoJhonn Salas LirioAún no hay calificaciones
- Desarrollo de TAREA PROBABILIDADESDocumento16 páginasDesarrollo de TAREA PROBABILIDADESCarlos Daniel Siesquen YpanaqueAún no hay calificaciones
- Ciencias Biologicas Quimicas y de La SaludDocumento46 páginasCiencias Biologicas Quimicas y de La Saludocejesus66Aún no hay calificaciones
- 35 EstadísticasDocumento6 páginas35 EstadísticasCarlos Ernesto Calderon RamirezAún no hay calificaciones
- Número 1Documento68 páginasNúmero 1Isabel Felipe LopezAún no hay calificaciones
- Monitoreo Geotécnico TúnelesDocumento15 páginasMonitoreo Geotécnico TúnelesJAIME JESUS VIVANCO QUISPE100% (1)
- Voces Chilenas de Los Reinos Enimal y Vegetal Que Pudieran Incluirse en El Diccionario de La Lengua Castellana........ (1917)Documento158 páginasVoces Chilenas de Los Reinos Enimal y Vegetal Que Pudieran Incluirse en El Diccionario de La Lengua Castellana........ (1917)BibliomaniachilenaAún no hay calificaciones
- PDFDocumento234 páginasPDFRamiro ObandoAún no hay calificaciones
- Ulises Lain Romero PérezDocumento2 páginasUlises Lain Romero PérezandreaAún no hay calificaciones
- Solucionario IIIDocumento48 páginasSolucionario IIIhectorAún no hay calificaciones
- Sindromes ColicosDocumento12 páginasSindromes ColicosKarly GarciaAún no hay calificaciones
- Química Clase 4Documento5 páginasQuímica Clase 4jose bAún no hay calificaciones