También podría gustarte
- Manual de TornilleriaDocumento40 páginasManual de Tornilleriacbobandor100% (12)
- Explicacion de La Tabla de Esmeralda (Musaeum Hermeticum 1625)Documento2 páginasExplicacion de La Tabla de Esmeralda (Musaeum Hermeticum 1625)NicktalopeAún no hay calificaciones
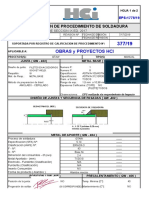
- Copia de Wps1778 Rev 0 Hci A SW p1-p8Documento4 páginasCopia de Wps1778 Rev 0 Hci A SW p1-p8Gaston Gualdieri100% (1)
- Resistencia A La Compresion Tubulares de AceroDocumento15 páginasResistencia A La Compresion Tubulares de AceroAmerico Espinoza AlvarezAún no hay calificaciones
- EETT, Montaje, Pruebas y Pinturas de Estanques API 650Documento14 páginasEETT, Montaje, Pruebas y Pinturas de Estanques API 650PROYECTOMSAún no hay calificaciones
- Alineacion de TuberiaDocumento4 páginasAlineacion de TuberiaojgaitanAún no hay calificaciones
- Makita PDFDocumento8 páginasMakita PDFAlberto AliagaAún no hay calificaciones
- Manual de Ventilas para TanquesDocumento6 páginasManual de Ventilas para TanquesCalcetin100% (1)
- Tipico de Montaje - TorqueDocumento3 páginasTipico de Montaje - TorqueAdrianArino100% (1)
- Cotizacion TanqueDocumento4 páginasCotizacion TanqueAurelio Blankiazul PoblanoAún no hay calificaciones
- Soldadura GtawDocumento29 páginasSoldadura Gtawakm.danyal100% (2)
- Elaboracion de Procedimientos de Soldadura WPSDocumento13 páginasElaboracion de Procedimientos de Soldadura WPSJenny Cecilia Ureña Zuri50% (2)
- CatalogoSMDG Acero Inox y Aluminio 2018 PDFDocumento123 páginasCatalogoSMDG Acero Inox y Aluminio 2018 PDFJulio cesar Torres apaza0% (1)
- Eje de ColaDocumento5 páginasEje de ColaLenn A-LeivaAún no hay calificaciones
- Calculo de SoldaduraDocumento11 páginasCalculo de SoldadurafernanadoAún no hay calificaciones
- Tablas de Especificaciones de Acero 2Documento43 páginasTablas de Especificaciones de Acero 2Maikol José RojasAún no hay calificaciones
- Soldadura de Tuberias Al ArcoDocumento149 páginasSoldadura de Tuberias Al ArcoCésar Alcántara InfanteAún no hay calificaciones
- MEC - 003 Soldadura Tuberías Acero Al CarbonoDocumento3 páginasMEC - 003 Soldadura Tuberías Acero Al Carbonoegfernandez21Aún no hay calificaciones
- BRIDAS Cambio de Norma DIN A EN1092Documento11 páginasBRIDAS Cambio de Norma DIN A EN1092Sonia Soldadora100% (1)
- Instalaciones TerrestresDocumento4 páginasInstalaciones TerrestresLeonardo Ramirez Guzman100% (1)
- Curso Repsol PetróleoDocumento136 páginasCurso Repsol Petróleojoseellargo100% (2)
- Apu Tub Ac ADocumento80 páginasApu Tub Ac ALeonid AntonyAún no hay calificaciones
- Catalogo Tuberias Y89po9ppDocumento80 páginasCatalogo Tuberias Y89po9ppJosé Antonio Retamal TosoAún no hay calificaciones
- Normas de competencia del carpintero metálico en aceroDe EverandNormas de competencia del carpintero metálico en aceroAún no hay calificaciones
- ET13 - Estructuras - MetálicasDocumento16 páginasET13 - Estructuras - MetálicasLuis Cesar VaPiAún no hay calificaciones
- Fichas Tecnicas de EsparragosDocumento5 páginasFichas Tecnicas de EsparragosRoberto Eduardo Salvador MonteroAún no hay calificaciones
- IT 100 2 Torque PernosDocumento2 páginasIT 100 2 Torque Pernosmamapapatio100% (2)
- Máquina Rebordeadora 1Documento16 páginasMáquina Rebordeadora 1DianetUbillusMajoAún no hay calificaciones
- Información Básica:: Uso de AWS B2.1: Especificación para El Procedimiento de Soldadura y La Calificación Del RendimientoDocumento2 páginasInformación Básica:: Uso de AWS B2.1: Especificación para El Procedimiento de Soldadura y La Calificación Del RendimientoRONALAún no hay calificaciones
- Calculos Consumibles de Corte y SoldaduraDocumento8 páginasCalculos Consumibles de Corte y SoldaduraWhanyer RoblesAún no hay calificaciones
- Sagga A36 A612Documento7 páginasSagga A36 A612SAGGA Projects & Engineering100% (1)
- Elaboración de Un Codo 3D Paso A Paso.Documento8 páginasElaboración de Un Codo 3D Paso A Paso.David Acevedo LaraAún no hay calificaciones
- EMPERNADOSDocumento69 páginasEMPERNADOSJoseph Hover Gonzales PerezAún no hay calificaciones
- Lista de Precios SaladilloDocumento72 páginasLista de Precios SaladilloBTAún no hay calificaciones
- Aireadores Estaticos de Cubierta PDFDocumento2 páginasAireadores Estaticos de Cubierta PDFMiguel Angel GarciaAún no hay calificaciones
- Alambres Utilizados Con Soldadura MIGDocumento4 páginasAlambres Utilizados Con Soldadura MIGthordeasgard100% (1)
- Verd Sobre EnderezadoDocumento20 páginasVerd Sobre Enderezadobarbadoblanco100% (5)
- Procedimiento - Homologación de FusionistasDocumento8 páginasProcedimiento - Homologación de Fusionistaspalogitano1985Aún no hay calificaciones
- Catalogo Precios Cosmoplas Redes de Incendio (Chile)Documento22 páginasCatalogo Precios Cosmoplas Redes de Incendio (Chile)vizion2k4Aún no hay calificaciones
- Tiempos de SoldaduraDocumento2 páginasTiempos de Soldadurabisuteria1Aún no hay calificaciones
- 2695 Inning Group Rl-1500Documento16 páginas2695 Inning Group Rl-1500Danilo Jose Saavedra MayerAún no hay calificaciones
- Bridas Itaulic InstalacionDocumento316 páginasBridas Itaulic InstalacionBenjamin Enmanuel Mango DAún no hay calificaciones
- Curso 1 Hilco 6013 Punto Rojo Enero 2020Documento68 páginasCurso 1 Hilco 6013 Punto Rojo Enero 2020Karina Leiva50% (2)
- Termaflex CondumexDocumento2 páginasTermaflex CondumexJCarlos IbarraAún no hay calificaciones
- Catalogo de Pal Pad Ores KBDocumento33 páginasCatalogo de Pal Pad Ores KBMarcos Emf100% (1)
- Evaluacion MFDocumento12 páginasEvaluacion MFVíctor CorzoAún no hay calificaciones
- Fabricación de Elementos de CaldereríaDocumento28 páginasFabricación de Elementos de CaldereríaJDGM01Aún no hay calificaciones
- Soldudadura TigDocumento21 páginasSoldudadura TigAndres SainzAún no hay calificaciones
- OverlayDocumento7 páginasOverlayMarco TorresAún no hay calificaciones
- Soldadura (Normas)Documento4 páginasSoldadura (Normas)igarcia_32Aún no hay calificaciones
- Procedimiento de Trabajo para Realizar Hot TapDocumento10 páginasProcedimiento de Trabajo para Realizar Hot TapDarioAún no hay calificaciones
- Condiciones Inseguras Osinergmin13abr16Documento44 páginasCondiciones Inseguras Osinergmin13abr16James PaucarAún no hay calificaciones
- Codigo de ColoresDocumento16 páginasCodigo de ColoresPablo Fidel Rodriguez MogollonAún no hay calificaciones
- Tornillera Especializada RhinoDocumento17 páginasTornillera Especializada RhinoSistemas DWTAún no hay calificaciones
- Informaciones Tecnicas TornillosDocumento7 páginasInformaciones Tecnicas TornillospablitochoaAún no hay calificaciones
- Astm A514 GR BDocumento6 páginasAstm A514 GR BelweldAún no hay calificaciones
- CTPS-RE-002 Consideraciones Tecnicas para El Uso de Tuberias y Accesorios (Desagüe)Documento1 páginaCTPS-RE-002 Consideraciones Tecnicas para El Uso de Tuberias y Accesorios (Desagüe)Luis CastañedaAún no hay calificaciones
- Purga - Gases en SsDocumento2 páginasPurga - Gases en SschapulincoloradoAún no hay calificaciones
- Eeett Tuberias AciDocumento5 páginasEeett Tuberias AciBrayan Barboza GirónAún no hay calificaciones
- Tuberia de HierroDocumento15 páginasTuberia de HierroPaola SizaAún no hay calificaciones
- SoldaduraDocumento10 páginasSoldaduraCarlos NaranjoAún no hay calificaciones
- Procedimientos de SoldaduraDocumento22 páginasProcedimientos de SoldaduraLUCIANO DOROTEO SANTIAGOAún no hay calificaciones
- Tarea de Bioquímica Unidad 4 (Lipidos)Documento17 páginasTarea de Bioquímica Unidad 4 (Lipidos)Josué ChanAún no hay calificaciones
- Gases Refrigerantes Mas UsadosDocumento5 páginasGases Refrigerantes Mas Usadosmiguel angel romero carrilloAún no hay calificaciones
- Informe Nº1 Fisico Quimica Ley de Boyle RDocumento8 páginasInforme Nº1 Fisico Quimica Ley de Boyle RRodrigo Colque QuispeAún no hay calificaciones
- Las Glándulas Salivales Son Las Responsables de Mantener Húmeda Toda La Mucosa de La Boca A La FaringeDocumento3 páginasLas Glándulas Salivales Son Las Responsables de Mantener Húmeda Toda La Mucosa de La Boca A La FaringeEnoc MejiaAún no hay calificaciones
- Tecnología HP PageWideDocumento16 páginasTecnología HP PageWideJessy ZeladaAún no hay calificaciones
- Da Proceso 08-1-31437 205001001 491748Documento123 páginasDa Proceso 08-1-31437 205001001 491748ingtitoaliagaAún no hay calificaciones
- Combustibles para CalderasDocumento10 páginasCombustibles para CalderasPaola SalcedoAún no hay calificaciones
- Ocurrencias MineralogicasDocumento19 páginasOcurrencias Mineralogicasyunpio_faeria2012Aún no hay calificaciones
- Aisladores Polimericos Eett PDFDocumento16 páginasAisladores Polimericos Eett PDFmariella perez calderonAún no hay calificaciones
- Ejercicio Unidad de Esponja de HierroDocumento8 páginasEjercicio Unidad de Esponja de HierroAlvaro Andres Rodriguez MontoyaAún no hay calificaciones
- Diseño de Biodigestor en CubaDocumento28 páginasDiseño de Biodigestor en CubaAnonymous j2YLxJVi5cAún no hay calificaciones
- Practica 4 Ventilador AxialDocumento15 páginasPractica 4 Ventilador AxialEdison CollaguazoAún no hay calificaciones
- AF Catalogo Shell 14AGODocumento7 páginasAF Catalogo Shell 14AGOfglabradorAún no hay calificaciones
- Analisis Dimensional - Perdida Carga - Capa LimiteDocumento33 páginasAnalisis Dimensional - Perdida Carga - Capa LimiteSebastian UbalAún no hay calificaciones
- Ensayo de Las Propiedades de Los MaterialesDocumento3 páginasEnsayo de Las Propiedades de Los MaterialescristianohernnandezAún no hay calificaciones
- Calculo de Baremos de EsterilizacionDocumento11 páginasCalculo de Baremos de EsterilizacionJzz SnzAún no hay calificaciones
- Laboratorio - 2 - Grupo 2 - 6135Documento7 páginasLaboratorio - 2 - Grupo 2 - 6135ANDY MARIO ALMACHI REAAún no hay calificaciones
- Aparato de VicatDocumento4 páginasAparato de VicatKevin MitnickAún no hay calificaciones
- AKJ-02 Yugo Magnético PDFDocumento3 páginasAKJ-02 Yugo Magnético PDFClaudio Israel Godinez SomeraAún no hay calificaciones
- Manual Hach PDFDocumento134 páginasManual Hach PDFJoao Paulo ReisAún no hay calificaciones
- Díptico Botellas Colores Identificacion)Documento2 páginasDíptico Botellas Colores Identificacion)Egoi Fitz-James StuartAún no hay calificaciones
- 2331 Poliuretano Antideslizante2Documento2 páginas2331 Poliuretano Antideslizante2benedicto soto mestanzaAún no hay calificaciones
- EXPO 3 Sistemas de Puesta A TierraDocumento92 páginasEXPO 3 Sistemas de Puesta A TierraAlberto Ordoñez Trujillo100% (1)
- Estequiometría de Reacciones - SsDocumento4 páginasEstequiometría de Reacciones - Ssj_c_hidalgo_m8574Aún no hay calificaciones
- Trabajo Práctico N5Documento2 páginasTrabajo Práctico N53manu3lAún no hay calificaciones
- Extraccion de Dna Micro Escalado Por Salting OutDocumento3 páginasExtraccion de Dna Micro Escalado Por Salting OutErika Gonzalez AlvarezAún no hay calificaciones