También podría gustarte
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Procedimiento de Relevado de EsfuerzosDocumento6 páginasProcedimiento de Relevado de Esfuerzosjandri15100% (1)
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Asme B31PDocumento26 páginasAsme B31Phenry091289100% (1)
- CUADERNO Temperatura de PrecalentamientoDocumento41 páginasCUADERNO Temperatura de PrecalentamientoIvana Palma100% (12)
- Videoclase N°5 - Tratamiento Térmico de Alivio de Tensiones (PWHT) PDFDocumento18 páginasVideoclase N°5 - Tratamiento Térmico de Alivio de Tensiones (PWHT) PDFRicardo De Simone100% (1)
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Pre CalentamientoDocumento42 páginasPre CalentamientoVictorAún no hay calificaciones
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- IC 2.2 Enderezado de VigasDocumento6 páginasIC 2.2 Enderezado de VigasAngelTinoco100% (1)
- Procedimiento para Tratamiento Termico PWHTDocumento11 páginasProcedimiento para Tratamiento Termico PWHTCesar Alberto Orzatti Romero83% (6)
- Tratamiento de Precalentamiento y PoscalentamientoDocumento5 páginasTratamiento de Precalentamiento y PoscalentamientoArnaldoAún no hay calificaciones
- Tratamiento Termico Post SoldaduraDocumento18 páginasTratamiento Termico Post SoldaduraPedro Bravo100% (1)
- Practica No.1 (Temple)Documento10 páginasPractica No.1 (Temple)Alexis Muñoz0% (1)
- Procedimiento de Alivio de TensionesDocumento13 páginasProcedimiento de Alivio de TensionesAnonymous wuvXb0iAún no hay calificaciones
- Relevado de Esfuerzos Segun AWSDocumento7 páginasRelevado de Esfuerzos Segun AWSEdgar HernandezAún no hay calificaciones
- PROC. Beno Heat BandDocumento9 páginasPROC. Beno Heat BandErick OlavarriaAún no hay calificaciones
- Norma Api 560Documento8 páginasNorma Api 560Niña Beiia Cris100% (2)
- Informe Temple y RevenidoDocumento13 páginasInforme Temple y RevenidoAlvaro AliagaAún no hay calificaciones
- Conformado y curvado en la fabricación de tuberías. FMEC0108De EverandConformado y curvado en la fabricación de tuberías. FMEC0108Aún no hay calificaciones
- Tratamiento Termico Post SoldaduraDocumento23 páginasTratamiento Termico Post SoldaduradiegobecerraAún no hay calificaciones
- Recomendaciones AWS y ASMEDocumento5 páginasRecomendaciones AWS y ASMEErick ManosalvasAún no hay calificaciones
- Acero SA 737 BDocumento8 páginasAcero SA 737 BJavier AlexanderAún no hay calificaciones
- Tratamiento Térmico SoldaduraDocumento11 páginasTratamiento Térmico SoldaduraRoque MoronAún no hay calificaciones
- Ayuda para El Informe .Documento4 páginasAyuda para El Informe .Hillary AguirreAún no hay calificaciones
- Actividad 1 Diseño MecanicoDocumento17 páginasActividad 1 Diseño MecanicoAda Maria Mojica CabreraAún no hay calificaciones
- Materiales de EstampasDocumento33 páginasMateriales de EstampasLuis Gabriel GallucciAún no hay calificaciones
- Tratamiento Térmico para El Mejoramiento de Resistencia A TracciónDocumento5 páginasTratamiento Térmico para El Mejoramiento de Resistencia A TracciónDylan MedranoAún no hay calificaciones
- Informe de Practicas Tratamientos TermicosDocumento18 páginasInforme de Practicas Tratamientos TermicosWaldir Quispe Yerba100% (1)
- NMX B 032 1989ADocumento22 páginasNMX B 032 1989AMaryuri Navarrete DomínguezAún no hay calificaciones
- Acero - Molibdeno - CromoDocumento6 páginasAcero - Molibdeno - CromoArmando HuarzaAún no hay calificaciones
- SOLDARGEN - Tratamiento de Precalentamiento y PoscalentamientoDocumento5 páginasSOLDARGEN - Tratamiento de Precalentamiento y PoscalentamientoLuis AAún no hay calificaciones
- Precalentamiento 004Documento10 páginasPrecalentamiento 004Jorge CarreraAún no hay calificaciones
- Recocido y Normalizado de Los Aceros Aisi 4140 y Aisi 9260 2Documento37 páginasRecocido y Normalizado de Los Aceros Aisi 4140 y Aisi 9260 2Lesly LeyvaAún no hay calificaciones
- Tratamientos Termicos FinalDocumento24 páginasTratamientos Termicos FinalEdu JavierAún no hay calificaciones
- Charla 2 - ResistenciaDocumento6 páginasCharla 2 - ResistenciaAndrea ProllAún no hay calificaciones
- Norma ASTM A249 Tubos Acero AusteniticoDocumento9 páginasNorma ASTM A249 Tubos Acero AusteniticoArnaldo BenitezAún no hay calificaciones
- Guia de Aprendizaje Soldar Con Proceso SmawDocumento8 páginasGuia de Aprendizaje Soldar Con Proceso SmawAlfonso Mejia FernandezAún no hay calificaciones
- Informe CorrosionDocumento11 páginasInforme CorrosionRonny Orlando VargasAún no hay calificaciones
- Tratamiento Termico de TempleDocumento4 páginasTratamiento Termico de Templejuan8amtyAún no hay calificaciones
- Diseño de CasingDocumento118 páginasDiseño de CasingLuis Mancilla100% (3)
- Diseño e Instalación de Tuberías de GasDocumento13 páginasDiseño e Instalación de Tuberías de GasBRANCOAún no hay calificaciones
- Efectos de La Soldadura en Las Barras de RefuerzoDocumento12 páginasEfectos de La Soldadura en Las Barras de RefuerzoRoland LoachamínAún no hay calificaciones
- 1091-01 Aceros A Altas TemperaturasDocumento24 páginas1091-01 Aceros A Altas TemperaturasMARIANGONZALESUGMAAún no hay calificaciones
- Preparación de ProbetasDocumento3 páginasPreparación de ProbetasIgnacio Jara GutiérrezAún no hay calificaciones
- Proc. Pequiven CalDocumento5 páginasProc. Pequiven CalErick OlavarriaAún no hay calificaciones
- Aws D1Documento4 páginasAws D1Porfirio Ruiz GascaAún no hay calificaciones
- Especificación de Máquina de Relevado de Esfuerzos Por Tratamiento TérmicoDocumento4 páginasEspecificación de Máquina de Relevado de Esfuerzos Por Tratamiento TérmicoCarlos Quiñonez MendozaAún no hay calificaciones
- A 249Documento8 páginasA 249carlosguevaraleonAún no hay calificaciones
- INSTRUCTIVO PARA TRABAJO DE SOLDADURA 5CrDocumento6 páginasINSTRUCTIVO PARA TRABAJO DE SOLDADURA 5CrArle Alvarez RuizAún no hay calificaciones
- Astm A249Documento7 páginasAstm A249Alann AlejandroAún no hay calificaciones
- Practica 5 ProcesosDocumento11 páginasPractica 5 ProcesosfranciscoAún no hay calificaciones
- Cálculo de Tubería para Refrigeración y VentilaciónDocumento4 páginasCálculo de Tubería para Refrigeración y VentilaciónWASHINGTON AMORESAún no hay calificaciones
- Principios Del Temple de Los AcerosDocumento9 páginasPrincipios Del Temple de Los Acerostkj301Aún no hay calificaciones
- Instituto Politécnico NacionalDocumento8 páginasInstituto Politécnico NacionalEmiliano Lozano BuenrrostroAún no hay calificaciones
- Horno para Soldadura BrazingDocumento9 páginasHorno para Soldadura BrazingMiguel Rojas AragonésAún no hay calificaciones
- EQUIPO PARA LA NITRURACIÓN y CEMENTACIONDocumento4 páginasEQUIPO PARA LA NITRURACIÓN y CEMENTACIONLuis Antonio Choque LunaAún no hay calificaciones
- Clasificacion de Los AngulosDocumento22 páginasClasificacion de Los AngulosLuis Cabana CeraAún no hay calificaciones
- Variables EstadisticasDocumento18 páginasVariables EstadisticasLuis Cabana CeraAún no hay calificaciones
- La LeyendaDocumento10 páginasLa LeyendaLuis Cabana CeraAún no hay calificaciones
- Clase de Estadistica El Diagrama de BarrasDocumento13 páginasClase de Estadistica El Diagrama de BarrasLuis Cabana Cera0% (1)
- Sil en Las Cadenas de Suministro Adriana VillegasDocumento10 páginasSil en Las Cadenas de Suministro Adriana VillegasLuis Cabana CeraAún no hay calificaciones
- ACTIVIDAD DE AFIANZAMIENTO Pronombre y VerboDocumento6 páginasACTIVIDAD DE AFIANZAMIENTO Pronombre y VerboLuis Cabana CeraAún no hay calificaciones
- La ResponsabilidadDocumento10 páginasLa ResponsabilidadLuis Cabana CeraAún no hay calificaciones
- ENSAYODocumento4 páginasENSAYOLuis Cabana CeraAún no hay calificaciones
- La DescripciónDocumento8 páginasLa DescripciónLuis Cabana CeraAún no hay calificaciones
- Lectura de FraccionesDocumento12 páginasLectura de FraccionesLuis Cabana CeraAún no hay calificaciones
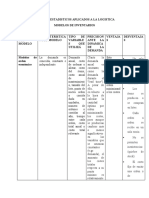
- Taxonomia de Los Modelos de InventariosDocumento2 páginasTaxonomia de Los Modelos de InventariosLuis Cabana CeraAún no hay calificaciones
- La Justicia Del JuezDocumento3 páginasLa Justicia Del JuezLuis Cabana Cera100% (1)
- Empresa Coca Cola FemsaDocumento2 páginasEmpresa Coca Cola FemsaLuis Cabana CeraAún no hay calificaciones
- Aporte Al Cuadro ComparativoDocumento1 páginaAporte Al Cuadro ComparativoLuis Cabana CeraAún no hay calificaciones
- Cuento Los Tres HermanosDocumento1 páginaCuento Los Tres HermanosLuis Cabana CeraAún no hay calificaciones
- La Justicia Del JuezDocumento3 páginasLa Justicia Del JuezLuis Cabana Cera100% (1)
- Cuadro de Modelos de InventariosDocumento5 páginasCuadro de Modelos de InventariosLuis Cabana CeraAún no hay calificaciones