También podría gustarte
- Metalurgia SecundariaDocumento22 páginasMetalurgia SecundariaJean Miller Alva Valdez100% (1)
- Resumen Proceso de LaminacionDocumento3 páginasResumen Proceso de LaminacionRodrigo AquipuchoAún no hay calificaciones
- Soldabilidad Del Acero Inoxidable AusteniticoDocumento49 páginasSoldabilidad Del Acero Inoxidable AusteniticoFrank PqAún no hay calificaciones
- Informe de Recocido y NormalizadoDocumento17 páginasInforme de Recocido y NormalizadoPablo Salinas ValeroAún no hay calificaciones
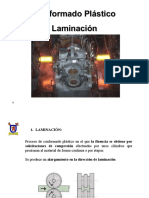
- LaminaciónDocumento6 páginasLaminaciónLa Morena BellaAún no hay calificaciones
- Aceros CalmadosDocumento2 páginasAceros CalmadosMiguel HermosaAún no hay calificaciones
- Cap 16Documento58 páginasCap 16Milton Javier RojasAún no hay calificaciones
- Refinacion Por ElectroescoriaDocumento14 páginasRefinacion Por ElectroescoriayiyohuauAún no hay calificaciones
- Procesos y Equipos para Extrusión y Trefilado de MetalesDocumento8 páginasProcesos y Equipos para Extrusión y Trefilado de Metalesjose alvarezAún no hay calificaciones
- Corrosion A Altas TemperaturasDocumento20 páginasCorrosion A Altas Temperaturasuriodude_9100% (1)
- LaminaciónDocumento24 páginasLaminaciónJose Jonas Alfaro100% (1)
- Produccion Del AceroDocumento10 páginasProduccion Del AceroDanny LemaAún no hay calificaciones
- Produccion y TratamientoDocumento5 páginasProduccion y TratamientoKevin Casanova MartínezAún no hay calificaciones
- Deformacion Plastica de Los MetalesDocumento29 páginasDeformacion Plastica de Los MetalesAlejandro BeltranAún no hay calificaciones
- Refinacion SecundariaDocumento12 páginasRefinacion Secundarialduran_63Aún no hay calificaciones
- Laminado Plano y Formado de Laminado de MetalesDocumento32 páginasLaminado Plano y Formado de Laminado de MetalesGloria Chirinos0% (1)
- Laminación 4Documento31 páginasLaminación 4FABIAN MARTINEZAún no hay calificaciones
- Laminación No PlanaDocumento15 páginasLaminación No PlanaCristian ZavaletaAún no hay calificaciones
- Fundición Con TroquelDocumento16 páginasFundición Con TroquelMeny Page Roses0% (1)
- Acero Hadfield ListoDocumento18 páginasAcero Hadfield ListoSebastian A. HerreraAún no hay calificaciones
- Deformacion y RecristalizaciónDocumento53 páginasDeformacion y RecristalizaciónAlexOroncoyVilcaAún no hay calificaciones
- 05 LaminaciónDocumento55 páginas05 LaminaciónEduardo HidalgoAún no hay calificaciones
- Practica Nº3 Efectos de La Alotropía Del AceroDocumento9 páginasPractica Nº3 Efectos de La Alotropía Del AceroMishel Carrion CuadrosAún no hay calificaciones
- RECOCIDO MiltonDocumento9 páginasRECOCIDO MiltonMilton HuamanchoqueAún no hay calificaciones
- Sesion 2 Soldadura de Estruct Segun Aws D1.1 PDFDocumento43 páginasSesion 2 Soldadura de Estruct Segun Aws D1.1 PDFBrayan ChagllaAún no hay calificaciones
- Guia de Laboratorio 3 de Inyeccion de Matriz o DadosDocumento14 páginasGuia de Laboratorio 3 de Inyeccion de Matriz o DadosPercy GarciaAún no hay calificaciones
- Primer Parcial de Soldadura I Sem 2021Documento4 páginasPrimer Parcial de Soldadura I Sem 2021CHRISTIAN COLLAZOS PARDAVEAún no hay calificaciones
- Desulfuración en CucharaDocumento12 páginasDesulfuración en CucharaÁngela María Espinosa Ceballos100% (1)
- La Forja Como Tal Estirado y ExtrusionDocumento36 páginasLa Forja Como Tal Estirado y ExtrusionJuan Carlos Regalado AnguianoAún no hay calificaciones
- Informe TrefiladoDocumento13 páginasInforme TrefiladoLucia Valeria Calderon NogueraAún no hay calificaciones
- Recocido y Normalizado ACERO 01Documento6 páginasRecocido y Normalizado ACERO 01Jose Aderlin Mejia Campos100% (1)
- Lab-Tt-1 Recocido Con Austenizacion Completa Acero 4140Documento15 páginasLab-Tt-1 Recocido Con Austenizacion Completa Acero 4140javierAún no hay calificaciones
- DEFORM 3D V10 1 100.en - EsDocumento100 páginasDEFORM 3D V10 1 100.en - EsraulraulAún no hay calificaciones
- Aceros Calmados y EfervecentesDocumento16 páginasAceros Calmados y Efervecentessagraus@gmail.com100% (1)
- Ficha Técnica ZN - Miguel HernándezDocumento12 páginasFicha Técnica ZN - Miguel HernándezMiguel BrionesAún no hay calificaciones
- Reducción Directa de Minerales de HierroDocumento6 páginasReducción Directa de Minerales de HierroMaribel FidelAún no hay calificaciones
- CONSTRUCCIÓN DEL DIAGRAMA TTT PARA EL ACERO 1080-Cr UTILIZANDO PROBETAS JOMINY INSTRUMENTADASDocumento12 páginasCONSTRUCCIÓN DEL DIAGRAMA TTT PARA EL ACERO 1080-Cr UTILIZANDO PROBETAS JOMINY INSTRUMENTADASEdgar LopezAún no hay calificaciones
- Tratamiento Termico RecocidoDocumento5 páginasTratamiento Termico RecocidoAnthony SerraAún no hay calificaciones
- Capitulo IV AgrietamientoDocumento24 páginasCapitulo IV AgrietamientojoelAún no hay calificaciones
- AlimentadoresDocumento71 páginasAlimentadoresTony SctAún no hay calificaciones
- Exposición 1. Proceso de Colada ContinuaDocumento39 páginasExposición 1. Proceso de Colada ContinuaCatalina Madriz Masís0% (1)
- Cuestionario - Corte y Doblado de Chapa MetalicaDocumento2 páginasCuestionario - Corte y Doblado de Chapa MetalicaFrânçïsçô DâvïdAún no hay calificaciones
- Control de Calidad Tratamientos TermicosDocumento5 páginasControl de Calidad Tratamientos TermicosLuis Jose Zambrano NavaAún no hay calificaciones
- RECRISTALIZACIONDocumento28 páginasRECRISTALIZACIONGuillermo Rivas Barrionuevo100% (1)
- Avner (Resumen)Documento11 páginasAvner (Resumen)Jean Pool Alarcon VilaAún no hay calificaciones
- SolidificacionDocumento223 páginasSolidificacionEstef LuAún no hay calificaciones
- Proceso de Obtención Del Acero y NomenclaturaDocumento10 páginasProceso de Obtención Del Acero y NomenclaturaKarina ZamloAún no hay calificaciones
- VARDocumento14 páginasVARcarolina rodriguezAún no hay calificaciones
- Laboratorio de Análisis de Moldeo y ColadaDocumento14 páginasLaboratorio de Análisis de Moldeo y ColadaAnonymous 1tskC3GV8Aún no hay calificaciones
- Tecnologia para Recuperación de Arenas - TadashiDocumento67 páginasTecnologia para Recuperación de Arenas - TadashiDiego ChavezAún no hay calificaciones
- HBISDocumento14 páginasHBISBryson Daniel Gutierrez Rafael100% (1)
- PulvimetalurgiaDocumento13 páginasPulvimetalurgiaDiegoAlonsoGonzalesRomeroAún no hay calificaciones
- Recuperación y RecristalizaciónDocumento7 páginasRecuperación y RecristalizaciónFelipeAndrésArriagadaMartínezAún no hay calificaciones
- Compuestos IntermetálicosDocumento19 páginasCompuestos Intermetálicos'Iris Alessandra86% (7)
- Instrumentos de MetalurgiaDocumento24 páginasInstrumentos de MetalurgiaDaniel GomezAún no hay calificaciones
- 066 1 Descripcion ProyectoDocumento63 páginas066 1 Descripcion ProyectoLawrence San CristobalAún no hay calificaciones
- UNIDAD 1 - MC 118 - 2019-2 Def. Plastc-Rec.C.A.2Documento72 páginasUNIDAD 1 - MC 118 - 2019-2 Def. Plastc-Rec.C.A.2Diego Huangal BravoAún no hay calificaciones
- Dislocaciones y Mecanismos de EndurecimientoDocumento55 páginasDislocaciones y Mecanismos de EndurecimientoVICTORAún no hay calificaciones
- Tema 4 Control de La MicroestructuraDocumento66 páginasTema 4 Control de La MicroestructuraIvan Alejandro Guajardo LopezAún no hay calificaciones
- Calculo de Estructuras de Puentes de Hormigon-Avelino SamartinDocumento383 páginasCalculo de Estructuras de Puentes de Hormigon-Avelino SamartinMarco Antonio Olivera MedinaAún no hay calificaciones
- Proyecto de Diseño Fluido Dinámico de Una Turbina Hidráulica Tipo PeltonDocumento53 páginasProyecto de Diseño Fluido Dinámico de Una Turbina Hidráulica Tipo PeltonEdgard Rojas0% (1)
- Procesos de EstiradoDocumento50 páginasProcesos de EstiradoEdgard RojasAún no hay calificaciones
- Quiroz Capristan, GustavoDocumento10 páginasQuiroz Capristan, GustavoEdgard RojasAún no hay calificaciones
- Problema 7.14 Mabie - Sifuentes Cabanillas Carlo EloyDocumento1 páginaProblema 7.14 Mabie - Sifuentes Cabanillas Carlo EloyEdgard RojasAún no hay calificaciones
- Modelo GaussianoDocumento14 páginasModelo GaussianoYaqueline ChavarriaAún no hay calificaciones
- Lista de Cotejo YsunDocumento3 páginasLista de Cotejo YsunYSUN ANAHI BENAVENTE CHOQUEAún no hay calificaciones
- AnteproyectoDocumento9 páginasAnteproyectoGonzalo GarciaAún no hay calificaciones
- Problemas de Suelos 1 1 PDFDocumento33 páginasProblemas de Suelos 1 1 PDFRita ManzaneroAún no hay calificaciones
- Volumen II-5 GeofisícaDocumento46 páginasVolumen II-5 GeofisícaMayane ArelyAún no hay calificaciones
- Exposición MaquetaDocumento2 páginasExposición MaquetaSONIA MARIA PRADA AMANDIAún no hay calificaciones
- Estructuras GeologicasDocumento45 páginasEstructuras GeologicasJose Rodolfo Duran QuijadaAún no hay calificaciones
- Aeropéndulo Equipo 2Documento17 páginasAeropéndulo Equipo 2Jaf JimenezAún no hay calificaciones
- Ai2-2022 Unidad II Parte 5 Metodos Con Yodo - GuiaDocumento7 páginasAi2-2022 Unidad II Parte 5 Metodos Con Yodo - GuiaLigia MontoyaAún no hay calificaciones
- M E33B IR Español Rev0Documento6 páginasM E33B IR Español Rev0Augusto PenessiAún no hay calificaciones
- Preguntas Semiabiertas TomaÌ S de AquinoDocumento2 páginasPreguntas Semiabiertas TomaÌ S de AquinoSonia Nieto ConesaAún no hay calificaciones
- Serie UnicoDocumento4 páginasSerie UnicoArchitects UioAún no hay calificaciones
- Normativa EmasesaDocumento113 páginasNormativa EmasesamessiahsAún no hay calificaciones
- Tuberias y CanalDocumento48 páginasTuberias y CanalWilson WilliamAún no hay calificaciones
- E-IRAM 2020-4 (9-2013) Luminarias para Vías PúblicasDocumento18 páginasE-IRAM 2020-4 (9-2013) Luminarias para Vías PúblicaspabAún no hay calificaciones
- Mat 1207 - 2-3eDocumento5 páginasMat 1207 - 2-3eClaudia BarcoAún no hay calificaciones
- EtanolDocumento2 páginasEtanolccrj0601Aún no hay calificaciones
- Mapa Conceptual La InvestigacionDocumento2 páginasMapa Conceptual La InvestigacionKenia AtenciaAún no hay calificaciones
- Dodecil Bencen Sulfonato de Sodio PDFDocumento5 páginasDodecil Bencen Sulfonato de Sodio PDFJose PintoAún no hay calificaciones
- Test 5-6 COMPLETODocumento12 páginasTest 5-6 COMPLETOJacquelinne Cristina Rivera Ochoa100% (4)
- 1 - Bas - cap1.PDF LIBRO MATE 1Documento62 páginas1 - Bas - cap1.PDF LIBRO MATE 1Macarena Soledad Olate Rioseco100% (3)
- Proyecto de Protección en Un Sistema Eléctrico IndustrialDocumento3 páginasProyecto de Protección en Un Sistema Eléctrico IndustrialLedred1Aún no hay calificaciones
- URPDocumento20 páginasURPALEXANDERAún no hay calificaciones
- Explicacion 1.3 y 1.4Documento1 páginaExplicacion 1.3 y 1.4Sofia RegidorAún no hay calificaciones
- Nivel Avanzado - Nivel SecundariaDocumento128 páginasNivel Avanzado - Nivel Secundariamiguel angeito arcibia mendozaAún no hay calificaciones
- Ejercicios de Tamaño de MuestraDocumento5 páginasEjercicios de Tamaño de MuestraMaicol Ramos100% (1)
- Pic MicroDocumento51 páginasPic MicrosibiklandiaAún no hay calificaciones
- 100000A01Q DibujoArquitectonicoIDocumento5 páginas100000A01Q DibujoArquitectonicoIpaulaAún no hay calificaciones
- Lab NaftalenoDocumento9 páginasLab NaftalenoAndres PradaAún no hay calificaciones
- 2 Radiacion Del Cuerpo NegroDocumento5 páginas2 Radiacion Del Cuerpo NegroAnibal Lagos ParedesAún no hay calificaciones