También podría gustarte
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Disc Patrones y ManualDocumento24 páginasDisc Patrones y ManualMarcos AndradeAún no hay calificaciones
- Diseño de Aparejo de ProduccionDocumento39 páginasDiseño de Aparejo de ProduccionManuel Alberto Vicario RuizAún no hay calificaciones
- Calculos Basicos Mud LoggingDocumento16 páginasCalculos Basicos Mud LoggingPablo Surriabre VegaAún no hay calificaciones
- Sistema Top Drive en La Perforacion de PozosDocumento42 páginasSistema Top Drive en La Perforacion de PozosCristian AvilaAún no hay calificaciones
- Fallas en La Cementación PrimariaDocumento16 páginasFallas en La Cementación PrimariaJovenes IngenierosAún no hay calificaciones
- Calculos Basicos de PerforacionDocumento5 páginasCalculos Basicos de PerforacionBenjamin Mancilla Sk100% (1)
- Glosario de Terminos Perforación Con Coiled TubingDocumento11 páginasGlosario de Terminos Perforación Con Coiled TubingLuis Garcia100% (1)
- Aparejo de Producción PDFDocumento12 páginasAparejo de Producción PDFCarlosReyes100% (3)
- Registros de Produccion PLT PDFDocumento92 páginasRegistros de Produccion PLT PDFsanty222Aún no hay calificaciones
- Guia para Cementacion PrimariaDocumento15 páginasGuia para Cementacion PrimariaEder GnzAún no hay calificaciones
- Personal de Un Equipo de Perforacion 1Documento24 páginasPersonal de Un Equipo de Perforacion 1remijio100% (1)
- Amelco Manual Well ControlDocumento359 páginasAmelco Manual Well ControldeyzyAún no hay calificaciones
- Diseño de Sarta 1Documento48 páginasDiseño de Sarta 1Jhon Fredy SanabriaAún no hay calificaciones
- Curso de Perforacion Parte III PDFDocumento630 páginasCurso de Perforacion Parte III PDFJoao Cristofer Tarqui FloresAún no hay calificaciones
- Martillos para Perforación RotariaDocumento5 páginasMartillos para Perforación RotariaRichard Omar Chamba PardoAún no hay calificaciones
- 3 - Introducción Al Diseño de TuberíasDocumento39 páginas3 - Introducción Al Diseño de TuberíasMauricio Flores VidaurreAún no hay calificaciones
- TERMINACION Y MANTENIMIENTO DE POZOS: Aparejo de ProducciónDocumento35 páginasTERMINACION Y MANTENIMIENTO DE POZOS: Aparejo de ProducciónRubi Rubi Lazo Merino100% (1)
- Introduccion A La Cementacion PDFDocumento44 páginasIntroduccion A La Cementacion PDFAnonymous XqOKlgAún no hay calificaciones
- Tipos de Aparejos PDFDocumento6 páginasTipos de Aparejos PDFAnyelo AlvaradoAún no hay calificaciones
- AparejoDocumento16 páginasAparejoYuriQo QaporaLeeAún no hay calificaciones
- Modelo AndragogicoDocumento24 páginasModelo AndragogicoElenita SaltosAún no hay calificaciones
- Material Del Diplomado de Prod Crudos Pesados y XP Modulo IvDocumento45 páginasMaterial Del Diplomado de Prod Crudos Pesados y XP Modulo IvandreaAún no hay calificaciones
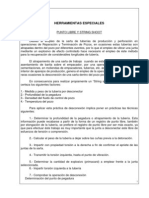
- Herramientas EspecialesDocumento101 páginasHerramientas EspecialesLuis Antonio Garcia EsparzaAún no hay calificaciones
- Clase Sartas de PerforaciondosDocumento77 páginasClase Sartas de PerforaciondosdanonninoAún no hay calificaciones
- Vocavulario de RigDocumento5 páginasVocavulario de RigCarlos E. SalazarAún no hay calificaciones
- Formulario PISADocumento1 páginaFormulario PISAMarco Antonio Tapia NuñezAún no hay calificaciones
- 1 Unid 2 Comp Sistem - Pot e IzajDocumento48 páginas1 Unid 2 Comp Sistem - Pot e IzajJoel Ramos100% (1)
- Casing Running Masterclass Southern Cone Session 2Documento79 páginasCasing Running Masterclass Southern Cone Session 2Seguridad HigieneAún no hay calificaciones
- Tema 3 EQUIPOS UTILIZADOS EN POZOS PRODUCTORES PDFDocumento33 páginasTema 3 EQUIPOS UTILIZADOS EN POZOS PRODUCTORES PDFLuis Villalba100% (2)
- Bombeo Electrocentrifugo BECDocumento361 páginasBombeo Electrocentrifugo BECPameeMickyAún no hay calificaciones
- Guia de Completacion de PozosDocumento72 páginasGuia de Completacion de PozoschelojosemartinezAún no hay calificaciones
- mmmConexionesSupeficiales KOOMEYDocumento167 páginasmmmConexionesSupeficiales KOOMEYjosuearcil100% (2)
- Cañoneo de PozosDocumento7 páginasCañoneo de PozosChristian Castro PerezAún no hay calificaciones
- Normas PerfoDocumento18 páginasNormas PerfoPame Orellana ViaAún no hay calificaciones
- BOP Blowout Preventer: Universidad Estatal Penisula de Santa Elena Edwin AlomotoDocumento12 páginasBOP Blowout Preventer: Universidad Estatal Penisula de Santa Elena Edwin AlomotoEdwin100% (1)
- Arbol ValvulasDocumento16 páginasArbol Valvulasmass100xxAún no hay calificaciones
- Tarea 2 - Introduccion A La EnfermeriaDocumento6 páginasTarea 2 - Introduccion A La EnfermeriadeuriAún no hay calificaciones
- Planeacion - Bimestral 1°Documento26 páginasPlaneacion - Bimestral 1°Lizeth Mendoza100% (7)
- Manual de EmpaquesDocumento164 páginasManual de EmpaquesRuben Dario Conde Leon100% (1)
- DigSilent TurbinaDocumento16 páginasDigSilent TurbinaAndres Jacho AlvaradoAún no hay calificaciones
- Banco de Preguntas para Examen de Suficiencia AcadémicaDocumento34 páginasBanco de Preguntas para Examen de Suficiencia Académicaevii_08100% (3)
- Manual Tecnico de FormulasDocumento306 páginasManual Tecnico de FormulasJavier Martinez100% (1)
- Trabajo Practico 1 PDFDocumento170 páginasTrabajo Practico 1 PDFAmilcar GaticaAún no hay calificaciones
- TESINADocumento135 páginasTESINADaniel de la CruzAún no hay calificaciones
- PGC WorkoverDocumento4 páginasPGC WorkoverMartin DiegoAún no hay calificaciones
- Técnicas de Diseño de Los DisparosDocumento13 páginasTécnicas de Diseño de Los DisparosAlvaro Mauricio Sejas CéspedesAún no hay calificaciones
- Perforacion IvDocumento67 páginasPerforacion IvJorge Luis Belmonte VargasAún no hay calificaciones
- Manual Cedip Conexiones Superficiales PDFDocumento140 páginasManual Cedip Conexiones Superficiales PDFUlisesAún no hay calificaciones
- Capitulo 07 - Metodos de Control de PozoDocumento27 páginasCapitulo 07 - Metodos de Control de PozoAtreya Pacheco Acosta Miguel AngelAún no hay calificaciones
- Sarta de Perforacion y BarrerasDocumento7 páginasSarta de Perforacion y BarrerasMarcela ZambranaAún no hay calificaciones
- Manual de Operaciones Perforacion Marina PDFDocumento2152 páginasManual de Operaciones Perforacion Marina PDFingjavierriosAún no hay calificaciones
- Cap 19 Herramientas DeflectorasDocumento13 páginasCap 19 Herramientas Deflectorasjaimegamboa71Aún no hay calificaciones
- Nociones de Ingenieria Aplicada A Reservorios No ConvencionalesDocumento9 páginasNociones de Ingenieria Aplicada A Reservorios No ConvencionalesJesus SarabiaAún no hay calificaciones
- Produccion PetroleraDocumento16 páginasProduccion PetrolerasamsAún no hay calificaciones
- Semana 3. Fluidos de Perforción y Control de Sólidos - JL PDFDocumento205 páginasSemana 3. Fluidos de Perforción y Control de Sólidos - JL PDFEduardo GuzmanAún no hay calificaciones
- Perforación de Pozos - CompletoDocumento223 páginasPerforación de Pozos - Completomary100% (1)
- Tecnologia de Perforacion.Documento108 páginasTecnologia de Perforacion.ferminhernandezAún no hay calificaciones
- Curso Perforacion III UNP-ADocumento209 páginasCurso Perforacion III UNP-ADavid AL'varado ValenciaAún no hay calificaciones
- Ventajas Del Servicio de Monitoreo de Parámetros de Perforación en Tiempo RealDocumento7 páginasVentajas Del Servicio de Monitoreo de Parámetros de Perforación en Tiempo RealItcelita Bigabriel0% (1)
- Equipos de Superficie Usados en Well ControlDocumento4 páginasEquipos de Superficie Usados en Well ControlLaura A. C.Aún no hay calificaciones
- Manual Del Participante SAPDocumento242 páginasManual Del Participante SAPjose carbajalAún no hay calificaciones
- IPM-ST-WCI-035 Prevencion y Mitigacion de Pega de TuberiaDocumento8 páginasIPM-ST-WCI-035 Prevencion y Mitigacion de Pega de TuberiaJuan Carlos Garcia RojasAún no hay calificaciones
- Cap13 Terminaciones PDFDocumento49 páginasCap13 Terminaciones PDFEdgar RamirezAún no hay calificaciones
- Sistema de Recoleccion Facilidades de SuperficieDocumento4 páginasSistema de Recoleccion Facilidades de SuperficiedanerAún no hay calificaciones
- InformeDocumento10 páginasInformeMax CrespoAún no hay calificaciones
- Terminacion de PackersDocumento6 páginasTerminacion de PackersLeandro JavierAún no hay calificaciones
- Resumen Historia de La EducaciónDocumento2 páginasResumen Historia de La EducaciónAna Victoria Ramírez Iriarte100% (1)
- FGA-12-TALLER Unidades de Conversión-V1 SOLUCIONDocumento13 páginasFGA-12-TALLER Unidades de Conversión-V1 SOLUCIONJuan Camilo Velasquez loaizaAún no hay calificaciones
- Copia de Inf Experimental - PROYECTO HUASTDocumento12 páginasCopia de Inf Experimental - PROYECTO HUASTIsabella TapiaAún no hay calificaciones
- Taxonomía NocDocumento3 páginasTaxonomía Nocjohana100% (3)
- Aritmética 1 Numeros NaturalesDocumento19 páginasAritmética 1 Numeros NaturalesJose Luis RodriguezAún no hay calificaciones
- Visual Basic PHP PythonDocumento29 páginasVisual Basic PHP PythonDanni DanielonAún no hay calificaciones
- Geografía - Excluidos 2Documento1 páginaGeografía - Excluidos 2Maria Pilar Araguás BiescasAún no hay calificaciones
- Historia No Oficial 516003465Documento2 páginasHistoria No Oficial 516003465Joshua GallegosAún no hay calificaciones
- Normas Revista Investigaciones EPG. Setiembre - PROTEGIDODocumento8 páginasNormas Revista Investigaciones EPG. Setiembre - PROTEGIDOChristian Euler Paredes CondoriAún no hay calificaciones
- Derecho Penal y CriminalisticaDocumento2 páginasDerecho Penal y CriminalisticaKathy Suzzanne Marroquin0% (1)
- Los Principios Del Derecho Del TrabajoDocumento22 páginasLos Principios Del Derecho Del TrabajoAmerico V. Orellana MallccoAún no hay calificaciones
- Dialnet ElAcompanamientoEnLosProcesosDeMejoraDeLaPracticaE 4222624 PDFDocumento8 páginasDialnet ElAcompanamientoEnLosProcesosDeMejoraDeLaPracticaE 4222624 PDFJosé Fco Rivera-VegaAún no hay calificaciones
- Biografía de Wilhelm Maximilian WundtDocumento10 páginasBiografía de Wilhelm Maximilian WundtErick MartiniAún no hay calificaciones
- Lenguajes y Automatas PaginacionDocumento8 páginasLenguajes y Automatas PaginacionCristian Reyes AlvarezAún no hay calificaciones
- Easton - Esquema para El Análisis Político - Cap - .6Documento21 páginasEaston - Esquema para El Análisis Político - Cap - .6Pilusa AguirreAún no hay calificaciones
- FrenometroFuerzaFR2073 PDFDocumento2 páginasFrenometroFuerzaFR2073 PDFDiana Carolina Meneses MuñozAún no hay calificaciones
- Teoria Del Constructivismo Social de Lev Vygotsky en Comparación Con La Teoria Jean PiagetDocumento5 páginasTeoria Del Constructivismo Social de Lev Vygotsky en Comparación Con La Teoria Jean Piagetjulio BettinAún no hay calificaciones
- Plantilla Presentación PA3 - GDADocumento2 páginasPlantilla Presentación PA3 - GDACamayo Cerrón AbelAún no hay calificaciones
- Plan de Calidad para Producto de Software 1 (Corta)Documento29 páginasPlan de Calidad para Producto de Software 1 (Corta)favi2130Aún no hay calificaciones
- Econometría Avanzada en RDocumento17 páginasEconometría Avanzada en RJulio César RiascosAún no hay calificaciones
- Actuación Fisioterápica en El Proceso Educativo Del Deporte BaseDocumento6 páginasActuación Fisioterápica en El Proceso Educativo Del Deporte BaseAlejandroAún no hay calificaciones
- Informe Noviembre ChelitaDocumento5 páginasInforme Noviembre ChelitaDIANA CAROLINA CEDEÑO PUENTESAún no hay calificaciones
- Expresión Gráfica 3DDocumento5 páginasExpresión Gráfica 3DIsaul Bautista YamunaqueAún no hay calificaciones