Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Caña PDF
Caña PDF
Cargado por
Javier Andres Casteblanco CifuentesTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Caña PDF
Caña PDF
Cargado por
Javier Andres Casteblanco CifuentesCopyright:
Formatos disponibles
DISEO, CLCULO Y CONSTRUCCIN DE UN TRAPICHE
MAURO ALEJANDRO TRUJILLO GAVILANES
VICENTE ROLANDO PAZMIO PALMA
TESIS DE GRADO
Previo a la obtencin del Ttulo de:
INGENIERO MECNICO
Escuela Superior Politcnica de Chimborazo
FACULTAD DE MECNICA
ESCUELA DE INGENIERA MECNICA
RIOBAMBA ECUADOR
2008.
AGRADECIMIENTO
Un agradecimiento a la ESCUELA DE INGENIERA MECNICA, a su personal
docente y administrativo que conjuntamente nos han ayudado a cumplir con
ste sueo de ser profesionales y de este modo ser de provecho a la
sociedad para promover soluciones a sus problemas.
Adems a nuestras familias, amigos por su apoyo en buenos y malos momentos
durante toda nuestra vida, y de manera especial al Ing. Nelson Martnez
dueo de la hacienda El Palmar quien colabor con el financiamiento de
la tesis.
A los miembros del tribunal de TESIS que fueron una ayuda importante para
la consecucin de ste proyecto.
M.A.T.G.
V.R.P.P.
DEDICATORIA
MAURO
Dedico principalmente a Dios, a mis padres Guido y
Blanca, a mis hermanos Jos, Vernica, Danilo,
Marlon y Alex quienes me han apoyado en todo momento
hasta alcanzar mis objetivos y a la persona que ha
sido mi motivacin para alcanzar lo que me propongo,
mi sobrinita Liseth.
ROLANDO
Dedico este trabajo a mi familia que siempre me
apoy y supo inculcarme su perseverancia y
dedicacin para cualquier objetivo que me proponga.
SUMARIO
La presente tesis tiene como principal objetivo el Diseo, Clculo y
Construccin de un Trapiche por lo tanto el objetivo es la obtencin del
jugo de la caa de azcar en la Mquina objeto de la construccin. El jugo
ser la base principal para la elaboracin de muchos derivados como la
panela, la misma que servir como un aporte e innovacin de ciencia y
tecnologa dentro de este tipo de mquinas.
La mquina est diseada para el aprovechamiento de dos tipos de energa y
se podr utilizar la que convenga Elctrica la proporcionada por
animales (transmisiones analizadas en esta tesis) de acuerdo a las
condiciones de trabajo que sern evaluadas en funcin de la capacidad de
produccin.
Esta mquina fue construida, montada, puesta en funcionamiento y
posteriormente se realizaron las pruebas con tres caas a la vez para
analizar el caudal.
De acuerdo a los resultados obtenidos y tomando en cuenta que el lugar en
donde va ha ser ubicada esta mquina es una zona marginal, ser mas til
cuando opere con la transmisin por medio de animales por la facilidad que
presenta. Tambin se generaliz un diseo que garantice la adaptacin de
la mquina a los distintos tipos de caa, con lo cual asegura el trabajo
eficiente de esta mquina.
En la monografa se establecen las condiciones de funcionamiento y el plan
de mantenimiento de esta mquina.
SUMARY
The present thesis deals with the Design, Calculus and Construction of a
Sugar Cane Mill to obtain the sugar cane juice, The juice will be the main
raw material for the sugar cane cake elaboration and its byproducts. The
machine is a contribution and an innovation of science and technology to
be used in marginal areas which permit to generate work to improve the
farmer life quality. The machine is designed to take advantage of two
energy types and either one can be used according to convenience, i.e. the
electric or the one provided by animals (transmissions analyzed in this
thesis) according to the work conditions which will be evaluated in
function of the production capacity and the energy availability. This
machine was constructed, mounted and put to functioning. Later tests were
carried out with three sugar canes at the same time to analyze their
resistance and determine the production capacity. According to the results
and taking into account the place where it is going to be located, i.e. a
marginal zone, this machine will be useful when operating with animal
transmission for the easiness it presents. A design guaranteeing the
adaptation of the machine to different sugar cane types was generalized to
guarantee the efficient machine work. In the paper the paper the
functioning conditions and the maintenance plan of the machine are
established.
TABLA DE CONTENIDO
CAPTULO Pgina
1. GENERALIDADES. ................................................... 1
1.1. Atencedentes ................................................. 18
1.2. Justificacin. ............................................... 19
1.3. Objetivos .................................................... 20
1.3.1. Objetivo General ......................................... 20
1.3.2. Objetivos Especficos .................................... 20
1.3.3. Definicin del Tema ...................................... 20
2. BREVE HISTORIA DEL PROBLEMA. .................................... 22
2.1. Proceso de extraccin ........................................ 22
2.2. Transporte y Manejo .......................................... 23
3. PARMETROS DE DISEO ............................................ 24
3.1. Caractersticas de materia prima. ............................ 24
3.1.1. El tallo ................................................. 24
3.1.2. Resistencia que presenta la caa al aplastamiento ........ 25
3.2. Anlisis de la extraccin del jugo de caa. .................. 28
3.2.1. Preparacin de la caa ................................... 28
3.2.2. Obtencin del jugo ....................................... 28
3.3. Capacidad de produccin ...................................... 28
3.4. Molienda de la caa de azcar POJ 28-78 ...................... 29
4. SELECCIN DE LA ALTERNATIVA MS ADECUADA ........................ 30
4.1. Alternativas de los procesos ................................. 30
4.1.1. Clasificacin de las trituradoras ........................ 30
4.1.1.1. Trituradora de Mandbulas o Machacadora...........30
4.1.1.2. Trituradoras Giratorias...........................31
4.1.1.3. Trituradora de Conos..............................33
4.1.1.4. Trituradora de Rodillos...........................34
4.1.2. La Prensa ................................................ 35
4.1.3. Moledora de Rodillos(masas) .............................. 35
4.2. Conclusiones de la seleccin ................................. 38
4.3. Principio de funcionamiento de la mquina seleccionada ....... 39
5. DISEO, CLCULO Y SELECCIN ..................................... 42
5.1. Anlisis cinemtico del barn (Masa Conductora) .............. 42
5.1.1. Velocidad lineal y velocidad de rotacin ................. 42
5.1.2. Relacin entre las dos velocidades ....................... 43
5.2. Dimensionamiento de las masas ................................ 44
5.2.1. Frmula de la capacidad .................................. 45
5.3. Determinacin de la potencia ................................. 47
5.3.1. Frmula general de la potencia de los molinos ............ 48
5.3.1.1. Potencia consumida por la compresin del bagazo...49
5.3.1.2. Potencia consumida por los ejes y los soportes... 50
5.3.1.3. Potencia consumida por el movimiento que se da a
los conductores intermedios............. ...51
5.3.1.4. Potencia consumida por los engranajes............ 51
5.4. Anlisis de las fuerzas en las masas ......................... 52
5.5. Potencia de diseo ........................................... 56
5.6. Clculo y diseo del sistema de transmisin .................. 57
5.6.1. Transmisin por medio de un Motor... ..................... 57
5.6.1.1. Seleccin de bandas y poleas[28] ................ 61
5.6.1.1.1. Seleccin del tipo de banda [29] ................ 62
5.6.1.1.2. Tamao de la polea impulsora..................... 63
5.6.1.1.3. Potencia especfica.............................. 63
5.6.1.1.4. Distancia entre centros.......................... 64
5.6.1.1.5. Longitud de la banda............................. 64
5.6.1.1.6. Angulo de evolvente de la banda.................. 65
5.6.1.1.7. Potencia especfica corregida.................... 65
5.6.1.1.8. Determinacin del nmero de bandas............... 65
5.6.1.2. Diseo de los engranajes [33] ................... 66
5.6.1.2.1. Sistema de mdulo mtrico ....................... 66
5.6.1.2.2. Determinacin del mdulo para la transmisin..... 70
5.6.1.2.3. Velocidad tangencial............................. 70
5.6.1.2.4. Tensiones en el diente de engranaje.............. 71
5.6.1.2.5. Seleccin del material de los engranajes en base a la
tensin por flexin..............................74
5.6.1.2.6. Resistencia a la corrosin de los dientes del
engranaje........................................ 74
5.6.1.2.7. Seleccin del material en base a la tensin
por contacto..................................... 75
5.6.1.3. Diseo de los ejes............................... 76
5.6.1.3.1. Eje Superior de la masa (Barn E1) .............. 76
5.6.1.3.2. Eje de entrada/salida (E2) ...................... 92
5.6.1.3.3. Eje templador (E3) .............................. 98
5.6.1.3.4. Eje reductor (E4) ............................... 103
5.6.1.4. Diseo de los soportes para las masas............ 106
5.6.1.5. Diseo y seleccin de rodamientos................ 106
5.6.1.6. Diseo y seleccin de chavetas................... 108
5.6.1.7. Diseo y seleccin de pernos..................... 110
5.6.2. Transmisin necesaria para la molienda por animales ..... 116
5.6.2.1. Diseo del eje superior de la masa (E1) ......... 116
5.6.2.2. Diseo del eje de entrada/salida (E2) ........... 124
6. CONSTRUCCIN, MONTAJE Y COSTOS ................................. 132
6.1. Definicin .................................................. 132
6.2. Construccin ................................................ 132
6.2.1. Operaciones tecnolgicas ................................ 134
6.2.2. Tiempo empleado de las mquinas, equipos y herramientas
en la construccin. ..................................... 143
6.2.3. Montaje ................................................. 143
6.2.3.1. Operaciones tecnolgicas......................... 144
6.2.3.2. Cursograma de montaje de la mquina.............. 146
6.2.3.3. Tiempo empleado en el montaje ................... 149
6.3. Costos ...................................................... 149
6.3.1. Costo directos .......................................... 149
6.3.2. Costo de mano de obra ................................... 151
6.3.3. Costo de equipos ........................................ 151
6.3.4. Costos indirectos ....................................... 152
7. INSTALACIN, OPERACIN, MANTENIMIENTO Y PRUEBAS. ............... 154
7.1. Instalacin ................................................. 154
7.2. Operacin ................................................... 154
7.3. Mantenimiento ............................................... 155
7.3.1. Mantenimiento general. .................................. 155
7.4. Pruebas ..................................................... 156
7.4.1. Verificacin del montaje de los elementos ............... 156
7.4.2. Pruebas en vaco ........................................ 156
7.4.3. Caudal de jugo obtenido. ................................ 156
8. CONCLUSIONES Y RECOMENDACIONES. ................................ 158
8.1. Conclusiones: ............................................... 158
8.2. Recomendaciones ............................................. 159
BIBLIOGRAFA
REFERENCIAS BIBLIOGRFICAS
ANEXOS
PLANOS
LISTA DE TABLAS
TABLA Pgina
I: DIAMETRO Y CARGA APLICADA EN EL ENSAYO DE APLASTAMIENTO.................. 25
II: RESISTENCIA QUE PRESENTA LA CAA AL APLASTAMIENTO....................... 27
III: VENTAJAS Y DESVENTAJAS ENTRE LAS ALTERNATIVAS PROPUESTAS............... 37
IV: PORCENTAJE DE FIBRA DE CAA (f)......................................... 46
V: NMERO DE DIENTES EN EL PIN PARA ASEGURAR QUE NO EXISTA................ 60
VI: FRMULAS PARA CARACTERSTICAS DE DIENTES DE LOS ENGRANAJES...... ....... 67
VII: PARMETROS DE DISEO DE ENGRANAJES (SI)................................ 70
VIII: PARMETROS DE DISEO DE ENGRANAJES (SISTEMA INGLES)................... 70
IX: NMERO DE CALIDAD AGMA Qv............................................... 73
X: CARGA TRANSMITIDA Y ESFUERZOS EN LOS ENGRANAJES.......................... 73
XI: NMERO DE TENSIN PERMISIBLE PARA MATERIALES DE ACERO ENDURECIDOS
DIRECTAMENTE CON LOS QUE SE FABRICAN ENGRANES........................... 76
XII: SELECCIN DE LOS RODAMIENTOS PARA LA TRANSMISIN...................... 108
XIII: RESULTADOS DE LAS DIMENSIONES DE LAS CHAVETAS........................ 110
XIV: PERNOS DE LAS CHUMACERAS.............................................. 111
XV: CARACTERISTICAS DE LOS ELEMENTOS MECANIZADOS........................... 132
XVI. HERRAMIENTAS Y ACCESORIOS............................................. 133
XVII. MAQUINAS HERRAMIENTAS................................................ 134
XVIII. OPERACIONES TECNOLGICAS............................................ 135
XIX. TIEMPO EMPLEADO EN LAS MAQUINAS, EQUIPOS Y HERRAMIENTAS............... 143
XX: OPERACIONES TECNOLOGICAS EN EL MONTAJE BASICO.......................... 144
XXI: OPERACIONES TECNOLOGICAS EN EL MONTAJE DEL TRAPICHE................... 144
XXII: OPERACIONES TECNOLOGICAS EN EL MONTAJE DEL TRAPICHE PARA SER
MOVIDO POR UN MOTOR.................................................. 145
XXIII: TIEMPO TOTAL UTILIZADO PARA LA CONSTRUCCIN......................... 149
XXIV. COSTO DE MATERIALES UTILIZADOS PARA LA CONSTRUCCIN DE UN
TRAPICHE MOVIDO POR UN MOTOR......................................... 150
XXV. COSTO DE MATERIALES UTILIZADOS PARA LA CONSTRUCCIN DE UN TRAPICHE
MOVIDO POR ANIMALES................................................... 151
XXVI: COSTO DE MANO DE OBRA................................................ 151
XXVII. COSTO DE EQUIPOS.................................................... 152
XXVIII. RESUMEN DE COSTOS.................................................. 153
XXIX CUADRO DE MENTENIMIENTO DE LA MQUINA...........................- 137-
LISTA DE FIGURAS
FIGURA Pgina
1. El tallo de la caa de azcar ................................ - 7 -
2. Esquema del ensayo de aplastamiento ............................. 26
3. Esquema de la superficie en contacto ............................ 27
4. Triturador de mandbulas.(Allis-Chalmers Mig. Co) ............... 31
5. Trituradora giratoria (Bartlett & Snow) ......................... 32
6. Trituradora de conos Simons. Estndar .......................... 33
7. Trituradora de rodillos (Bartlett & Snow) ....................... 34
8. Moledora de rodillos movida por animales ........................ 35
9. Molino simplificado de tres masas ............................... 40
10. Moledora de tres rodillos ...................................... 40
11. Anlisis cinemtico del rotor .................................. 42
12. Flujo del jugo extrado ........................................ 44
13: Representacin esquemtica de la resistencia de la caa a
la molienda .................................................... 48
14. Comprensin del bagazo ......................................... 49
15. Esquema de fuerzas en los rodillos ............................. 52
16. Esquema de fuerzas en los rodillos ............................. 55
17. Disposicin de los elementos de la transmisin .................. 58
18. Geometra bsica de un impulsor de banda ....................... 61
19. Dimensiones de bandas .......................................... 62
20. Caractersticas de un par de engranajes ........................ 66
21. Forma de diente evolvente a profundidad mxima para
distintos ngulos de presin ................................... 69
22. Esquema de fuerzas actuantes en el eje ......................... 77
23. Cargas actuantes en el eje en el plano xy ...................... 79
24. Cargas actuantes en el eje en el plano xz ...................... 80
25. Diagramas de fuerzas cortantes y momentos flectores en: a)
plano X-Y b)plano X-Z .......................................... 83
26. Representacin en el crculo de mohor de los esfuerzos para
el eje principal. .............................................. 88
27. Representacin en el crculo de mohor de los esfuerzos para
el eje principal. .......................................... - 75 -
28. Cargas actuantes en el eje secundario en el plano XZ ....... - 75 -
29. Diagrama de fuerzas cortantes y momentos flectores ......... - 75 -
30. Representacin de los esfuerzos principales para el eje
entrada/salida ................................................. 97
31. Esquema del eje templador ...................................... 98
32. Cargas actuantes en el eje templador ........................... 99
33. Esquema de las fuerzas de tensin en la polea mayor ............ 99
34. Diagrama de fuerzas cortante y momentos flectores en a) el
plano X-Y. b) el plano X-Z .................................... 101
35. Cargas actuantes en el eje reductor ........................... 104
36. Diagrama de fuerzas cortantes ................................. 104
37. Esquema del eje reductor ...................................... 105
38. Esquema del montaje de los pernos en los soportes ............. 111
39. Representacin esquemtica de las cargas ...................... 111
40. Fluctuacin de los esfuerzos .................................. 112
41. Cargas actuantes en el eje en el plano XY ..................... 117
42. Cargas actuantes en el eje en el plano XZ ..................... 118
43. Diagrama de fuerzas cortantes y de momento flectores en a)
el plano X-Y. b) el plano X-Z...............................120
44. Representacin esquemtica del crculo de mohor ............... 122
45. Cargas actuantes en el eje secundario en el plano XY .......... 125
46. Cargas actuantes en el eje secundario en el plano XZ .......... 126
47. Diagrama de fuerzas cortantes y momentos flectores ........ - 109 -
48. Representacin esquemtica del crculo de Mohor ............... 129
SIMBOLOGA
Aplast
A : rea de Aplastamiento
S : Arco de contacto entre el rodillo y la caa
b : Ancho de la huella de aplastamiento en la caa
Aplast
F : Fuerza de Aplastamiento.
R : Resistencia al Aplastamiento.
V : Velocidad perifrica.
D : Dimetro de los cilindros en m.
n : Velocidad de rotacin de los cilindros
T.C.H : Toneladas de Caa por hora.
T.C.D : Toneladas de Caa por da.
C : capacidad del molino en TCH
f : fibra de caa con relacin a la unidad.
c : coeficiente relativo a los parmetros de preparacin.
L : Longitud de los cilindros.
D : Dimetro de los cilindros.
N : nmero de cilindros del molino.
P : Potencia consumida por el molino.
Q : Carga sobre el cilindro superior.
K : espesor mnimo de bagazo comprimido.
q : Carga fibrosa del molino.
: Densidad del bagazo comprimido.
: Carga fibrosa especifica.
H : dimetro de la caa.
1
P : Potencia consumida por la presin del bagazo en un
molino.
1
f : Coeficiente de friccin entre el acero y el bronce.
P
2
: Potencia consumida por la friccin entre los ejes y los
Soportes.
P
3
: Potencia consumida por el movimiento que se da a los
Conductores intermedios.
r
r : Radio del rodillo.
K : Brazo del momento torsor.
o
h : Altura inicial de la caa
f
h : Altura comprimida
e
h : Reduccin del dimetro de la caa.
n
F : Fuerza Normal que acta en el cilindro.
t
F : Fuerza Tangencial que acta en el cilindro.
s
K : Factor de servicio para la Potencia.
d
P : Potencia de diseo calculada o nominal igual a 3.9766 HP;
n
P : Potencia calculada o nominal.
n
1
: Nmero de rpm del motor.
n
2
: Nmero de rpm de la polea conducida.
n
3
: Nmero de rpm del pin conductor.
n
4
: Nmero de rpm de la rueda dentada conducida.
n
5
: Nmero de rpm del pin conductor.
n
6
: Nmero de rpm de la rueda dentada conducida.
d
1
: Dimetro primitivo de la polea motriz.
d
2
: Dimetro primitivo de la polea conducida.
z
3
: Nmero de dientes del pin conductor.
z
4
: Nmero de dientes de la rueda dentada conducida.
z
5
: Nmero de dientes del pin conductor.
z
6
: Nmero de dientes de la rueda dentada conducida.
b
V : Velocidad perifrica de la banda.
t
V : Velocidad tangencial del engranaje de la masa superior.
t
W : Fuerza tangencial.
F : espesor de la cara del diente.
J : Factor de forma del engranaje
K
a
: Factor de aplicacin del engranaje.
K
s
: Factor de tamao del engranaje.
K
m
: Factor de distribucin del engranaje.
K
B
: Factor de espesor de la corona.
K
v
: Factor de dinmica.
n
W
: Carga que acta en forma normal respecto a la superficie de
los dientes
t
W
: Carga transmitida que acta en forma tangencial respecto a la
lnea de paso
: ngulo de presin.
t
M : Momento torsor de la masa superior.
t
D
F : Componente tangencial actuante debido al engranaje 4.
r
D
F : Componente radial actuante debido al engranaje 4.
t
R
F
1
: Componente tangencial de la fuerza ejercida por el
engranaje 2 sobre el conductor.
r
R
F
1
: Componente radial de la fuerza ejercida por el engranaje
2sobre el conductor.
t
R
F
2
: Componente tangencial de la fuerza ejercida por el
engranaje 3 sobre el conductor.
r
R
F
2
: Componente radial de la fuerza ejercida por el engrane 3
sobre el conductor.
1
W : Peso del barn (rotor) como una carga concentrada.
y
C
F
: Es la fuerza resultante de las actuantes en la direccin Y
en el punto C.
y
G
F
: Es la fuerza resultante de las actuantes en la direccin Y
para la compresin de la caa en el punto G.
z
C
F : Es la fuerza resultante de las actuantes en la direccin Z
en el punto C.
z
G
F : Es la fuerza resultante de las actuantes en la direccin Z
para la compresin de la caa en el punto G.
r
D
F : Componente radial actuante debido al engranaje 4.
1
M : Momento ejercido por la
ax
F en el plano X-Y.
d : Dimetro del eje de la masa.
y
S : Resistencia a la fluencia del material seleccionado
max
M : Momento flexor mximo.
T : Momento torsor actuante en el eje.
e
S
: Lmite de resistencia a la fatiga del elemento mecnico
'
e
S
: Lmite de resistencia a la fatiga de la viga rotatoria.
a
K : Factor de superficie
b
K : Factor de tamao
c
K : Factor de confiabilidad
d
K : Factor de temperatura
e
K : Factor de concentracin de esfuerzos
g
K : Factor por efectos diversos
CAPITULO I
GENERALIDADES.
1.1. Antecedentes
La caa de azcar es uno de los principales cultivos agrcolas
de nuestro pas que alcanza hasta 3 m de altura de acuerdo a las
condiciones a las que se exponga. La caa de azcar crece en las zonas de
clima hmedo clido siendo la caa POJ 28-78 la que se relaciona con
nuestro tema, con las siguientes caractersticas de 4-6 cm de dimetro y
las hojas 0,5 - 1 m de largo.
Al cabo de unos 12 meses de sembrada, o despus de la anterior cosecha, la
caa de azcar se vuelve rgida y de color amarillo plido, este es el
momento preciso para la cosecha.
Debido al fenmeno econmico mundial se buscan otras alternativas de
utilizacin de la caa de azcar como es el presente caso, que trata de
diversificar la utilizacin de la caa produciendo panela.
Adems para la elaboracin de la misma se debe tomar en cuenta muchos
factores que afectan a la materia prima como son, las condiciones
meteorolgicas, la variedad de la caa, si el campo se ha quemado o no, y
la duracin del intervalo entre las cosechas. Tambin se considera el
tiempo que permanece la caa cortada antes de ser molida.
1.2. Justificacin.
Trapiche.- molino para extraer el jugo de algunos frutos de la
tierra, como la aceituna y la caa de azcar. [1]
El uso de ste es una tecnologa que se viene utilizando desde hace muchos
aos para la obtencin del jugo de la caa de azcar para la elaboracin
de panela, principalmente en las zonas menos desarrolladas. A nivel de
pequeo productor se utiliza el trapiche vertical u Horizontal tirado por
animales (caballos, bueyes e incluso vacas) o por motores de baja
capacidad ya sea elctricos o de combustin interna. En el Ecuador se
fabrican Trapiches de forma artesanal sin una aplicacin Tcnica, es decir
lo realizan a base de la experiencia, es por eso la necesidad del diseo
clculo y construccin de ste tipo de mquinas.
La produccin de la caa de azcar en las zonas marginales obliga al uso
de un trapiche, ya que sera menos rentable si la caa de azcar tiene que
transportarse a una distancia mayor de 20km. Por consiguiente, se
justifica la implementacin de un trapiche en la hacienda El Palmar zona
ubicada a una hora de Pallatanga en donde resulta necesario colocar la
mquina en la hacienda, debido a los costos que se ahorrara en
transporte, alquiler de maquinaria para la molienda de la caa de azcar.
Y con la posibilidad de que esta mquina se accione por medio de animales,
debido a la disponibilidad existente de los mismos.
1.3. Objetivos
1.3.1. Objetivo General
Disear, calcular y construir un trapiche
1.3.2. Objetivos Especficos
Determinar la capacidad del trapiche.
Analizar la mejor alternativa para el diseo del trapiche.
Disear y seleccionar los elementos de la mquina de acuerdo al
caudal de jugo de caa (lt/h) requerido.
Construir y montar la mquina haciendo uso de los materiales
adecuados.
Instalar y realizar las pruebas necesarias para su eficiente
funcionamiento.
1.3.3. Definicin del tema
El propsito fundamental que tiene sta mquina es la solucin a
una necesidad especfica, la misma que est dirigida a la extraccin de
jugo de caa en la hacienda EL PALMAR para la fabricacin de panela.
Esta mquina tiene como principio fundamental, aprovechar la fuente motriz
que a travs de bandas u otra transmisin, realicen un trabajo de molido
de la caa de azcar. Este jugo es cocido para elaborar la panela y el
azcar sometidos a sus respectivos procesos.
Como residuo, del molino se obtiene un producto que se llama bagazo, el
cual se puede usar como combustible en las mismas calderas para la obtener
la panela, como materia prima para la elaboracin de papel o como alimento
del ganado existente en la hacienda.
CAPITULO II
BREVE HISTORIA DEL PROBLEMA.
Existen grandes extensiones del cultivo de la caa de azcar
especialmente donde estn asentados los ingenios azucareros.
Especficamente en la provincia de Chimborazo tambin existen sembros de
caa de azcar, por ejemplo en la hacienda EL PALMAR ubicada a 1450
msnm, en el sector de Pallatanga, con una temperatura ambiental promedio
de 20C, donde se dispone de una superficie de cultivo de caa de 4 Has
que se puede extender hasta 6 Has, o de ser necesario, tambin se puede
adquirir la caa, de algunos caicultores de sectores aledaos para
aumentar la produccin de panela u otros derivados que se necesite
elaborar para satisfacer las necesidades que existan en el mercado.
2.1. Proceso de extraccin
Una vez cosechada y limpiada la caa con su respectivo bisel en
la punta, se procede a la extraccin del jugo (guarapo), en el trapiche,
movidas por un motor que generalmente es a Diesel o a su vez accionado por
animales, dejando como residuo el bagazo el cual sirve como alimento del
ganado, o se coloca en la bagacera para que se seque y luego sea utilizado
como combustible para la produccin de la panela.
La caa de azcar es uno de los cultivos tropicales que posee ciertos
nutrientes como P2O5 (anhdrido fosfrico), N (Nitrgeno) y K2O (xido de
potasio) teniendo este ltimo la mayor cantidad. Estas caractersticas
hacen que el cultivo de caa de azcar, pueda acomodarse fcilmente a un
manejo ausente de insumos qumicos y de baja dependencia de elementos
introducidos al sistema productivo.
2.2. Transporte y Manejo[2]
El transporte de la caa, del campo a la bodega de
almacenamiento, se tiene que hacer el mismo da en que se cosecha. Las
caas cortadas deben ser amontonadas en la sombra, pues el calor acelera
el proceso de descomposicin de la sacarosa. Si por alguna razn
transcurren varios das antes de que la caa pueda ser molida, esta deber
ser almacenada en un sitio protegido y ser necesario humedecerla dos
veces al da para reducir la desecacin y retardar la prdida de sacarosa.
Es recomendable lavar las caas antes de la molienda para reducir al
mximo la presencia de lodos en los jugos, los que afectan el color del
producto final. Esta operacin se puede realizar con agua a presin; para
ello es necesario amontonar la caa sobre una superficie de concreto, con
cierto declive, para que el agua escurra sin dificultad.
CAPITULO III
PARMETROS DE DISEO
3.1. Caractersticas de la materia prima.
CAA DE AZCAR (saccharum officinarum) [3]
3.1.1. El tallo
Tiene una pequea formacin bajo el suelo, es de forma cilndrica
y est dividido en canutos que varan en longitud de 5 a 30cm segn la
relacin de crecimiento.
El dimetro, forma, color y longitud de los canutos, cambia con las
diferentes variedades, y se usa para fines de identificacin. Los tallos
Figura 1. El tallo de la caa de azcar
sirven como tejidos de transporte para abastecer con agua y nutrientes
extrados del suelo a la punta que est creciendo.
Siendo el dimetro medio del tipo de caa POJ 28-78, que se cosecha en el
lugar antes mencionado de 5 cm.
3.1.2. Resistencia que presenta la caa al aplastamiento
La resistencia al aplastamiento que presenta la caa de azcar es
un parmetro fundamental del diseo de sta mquina, la misma que se
determin de manera experimental. La caa POJ 28-78 cosechada de tres
das, se la aplast en la mquina universal de la FIM-ESPOCH, obtenindose
como resultados los siguientes:
TABLA I: DIAMETRO Y CARGA APLICADA EN EL ENSAYO DE APLASTAMIENTO
Esta prueba se realiz con dos rodillos que simulen las masas de un
trapiche, de las dimensiones en cm que se muestran en la Fig. 2, la
columna de Carga 1, representa la fuerza necesaria para compactar la caa
a un espesor aproximado de 10 mm, y la Carga 2 es la fuerza necesaria para
compactar la caa a un espesor aproximado de 4 mm.
caa Carga Q1
10mm
Carga Q2
3mm
Carga Total
(mm) (Kg) (Kg) (Kg)
50 780 1210 1990
47 810 1130 1940
47 920 980 1900
41 764 845 1609
47 648 1080 1728
Figura 2. Esquema del ensayo de aplastamiento
Aplicando la carga en los nudos de la caa, que es donde hay mayor
resistencia. De stos resultados se seleccionar el ms crtico.
Tomando como referencia los datos de la Tabla I se puede encontrar la
resistencia y la carga necesaria para la compresin de la caa basndonos
en pruebas hechas anteriormente y llegar as a obtener la resistencia
mediante las siguientes frmulas:
b S A
Aplast
* = (3.3)
Donde:
Aplast
A : rea de Aplastamiento
S : Arco de contacto entre el rodillo y la caa
b : Ancho de la huella de aplastamiento en la caa
Figura 3. Esquema de la superficie en contacto
r S * = (3.4)
Utilizando la ecuacin 3.5 y con el rea de aplastamiento considerada
podemos calcular la resistencia que presenta la caa al aplastamiento.
Aplast
Aplast
A
F
R = (3.5)
Donde:
Aplast
F : Fuerza de Aplastamiento
R : Resistencia al Aplastamiento
La resistencia de la caa, resultado de las pruebas realizadas se detallan
en la siguiente tabla.
0,05 780 74601,57
0,047 810 78849,77
0,047 920 92222,84
0,041 764 87792,62
0,047 648 67963,67
Resistencia
(Kg/m
2
)
caa
(m)
Carga
Q(Kg)
TABLA II: RESISTENCIA QUE PRESENTA LA CAA AL APLASTAMIENTO
3.2. Anlisis de la extraccin del jugo de caa.
3.2.1. Preparacin de la caa
La caa de azcar POJ 28-78, cosechada en el campo es
transportada hacia la bodega ubicada junto a la casa separada de 30 a 300
m de los sembros. Es importante pesar la caa almacenada antes de ser
llevada al molino, para obtener datos de rendimiento en la produccin.
La calidad del dulce est directamente relacionada con la materia prima
que se utilice debido a que el producto final conserva la mayora de los
componentes del jugo de la caa.
3.2.2. Obtencin del jugo
Una vez realizado el lavado a la caa, sta pasa en su primera
etapa por los rodillos de trituracin, donde se comprime la caa
obteniendo el jugo y el bagazo respectivo y esta a su vez es guiado por
una peineta hacia la segunda etapa es decir por el otro par de los
rodillos (en la cual la abertura es menor en relacin a la primera) para
as realizar una mayor compresin para la caa procesada.
Mientras ms desmenuzada est la caa antes de ingresar al molino, se
lograr un mejor trabajo de extraccin y se mejorar el rendimiento de
extraccin.
3.3. Capacidad de produccin [4]
La capacidad de molido se realiza en base al estudio de una
necesidad de acuerdo a los requerimientos para los cuales estar expuesta
dicha mquina que son:
La produccin de la caa de azcar es de 183.8 Ton/Ha-ao [5]
Nmero de hectreas de sembro de caa de azcar = 6ha
3.4. Molienda de la caa de azcar POJ 28-78
Cuyas propiedades estn en el APENDICE 1.
Cap. de molido = Produccin (Ton/ha/ao)*sup. Cultivada (ha) (3.6)
Cap. de molido = 1102.8 Ton/ao
La eficiencia de extraccin se determina por la diferencia del peso de
caa y el peso de jugo extrado, esta cifra es de alrededor del 50%
dependiendo del ajuste de la mquina y las propiedades de la caa.
CAPITULO IV
SELECCIN DE LA ALTERNATIVA MS ADECUADA
4.1. Alternativas de los procesos
4.1.1. Clasificacin de las trituradoras
Para la evaluacin de este captulo se debe tomar en cuenta las
siguientes consideraciones y datos:
Que sea capaz de cumplir condiciones y tamaos de troceado de acuerdo a la
necesidad.
Que sea mnimo el consumo energtico en funcin de la capacidad del
producto.
Que sus costos de adquisicin tanto como mano de obra, desgaste y
reposiciones sean mnimos.
Que necesite la mnima mano de obra auxiliar
4.1.1.1. Trituradora de Mandbulas o Machacadora [6]
Diseo y operacin.- Este tipo de trituradora, tiene una placa
removible, casi siempre corrugada y fija en una posicin vertical en el
extremo frontal de un marco hueco rectangular. Tiene una placa similar,
colocada en un ngulo adecuado, que va unida a una palanca oscilatoria
(mandbula mvil) suspendida en un eje que se apoya en los lados del
marco. El movimiento se realiza a travs de una biela que es portada por
un eje excntrico. El movimiento vertical se comunica horizontalmente por
medio de dos placas articuladas.
Figura 4. Triturador de mandbulas.(Allis-Chalmers Mig. Co)
Las trituradoras de mandbulas se clasifican, de acuerdo con las
dimensiones del rea de alimentacin, es decir el ancho de las mandbulas
de trituracin y de la abertura, que es la mxima distancia entre las
mandbulas fija y mvil.
Funcionamiento.- Las trituradoras de mandbula se aplican a la trituracin
primaria de materiales duros y generalmente van seguidas de otras clases
de trituradora o molino. En tamaos pequeos se utilizan como maquinaria
de una sola etapa.
El ajuste de la trituradora es la abertura cerrada o abierta entre las
quijadas mviles en el extremo de salida, y se detalla en el APENDICE 2.
4.1.1.2. Trituradoras Giratorias [7]
Diseo y operacin.- Consta de una mano de mortero de forma
cnica y oscilante que va dentro de un tazn grande de la misma forma. Los
ngulos de los conos son tales que la anchura del paso decrece hacia la
base de las caras de trabajo. La mano del mortero consiste en un manto que
gira libremente sobre su eje. Este eje es impulsado por medio de un
cojinete excntrico inferior. El movimiento diferencial que genera la
friccin solo ocurre cuando hay piezas que quedan atrapadas.
Figura 5. Trituradora giratoria (Bartlett & Snow)
Funcionamiento.- Produce mayor capacidad que la trituradora de mandbulas
de similar tamao. Adems ste tipo de mquina tiende a ser mas barata,
mas fciles de operar y mas eficientes cuando estn cargadas
completamente. El consumo de energa para las trituradoras giratorias es
menor que el de las trituradoras de mandbula. Son requeridas cuando la
capacidad es menor de 900 ton/h.
La velocidad de trituracin de un equipo giratorio depende por lo comn de
la dureza del material que se est triturando, de la cantidad del material
y del tamao del producto que se tenga en la alimentacin.
4.1.1.3. Trituradora de Conos [8]
El cono o cabezal cnico gira por medio de una excntrica
impulsada por engranajes. Gruesos resortes mantienen fija el armazn
superior.
Es una versin de la trituradora giratoria, que cuenta con un ngulo
cnico ms amplio, lo que hace particularmente apropiada para rendimiento
de productos ms finos.
Figura 6. Trituradora de conos Simons. Estndar (Nordberg Mig. Co.)
Las capacidades de dicha mquina con sus respectivos ajustes se muestran
en el APENDICE 3.
4.1.1.4. Trituradora de Rodillos [9]
Estas trituradoras fueron las preferidas para efectuar trabajos
de trituracin de material grueso, pero desde hace tiempo han sido
desplazadas por las giratorias y de mandbulas. La superficie del rodillo
es lisa, corrugada o dentada dependiendo de la aplicacin. Los rodillos
lisos tienden a desgastarse formando arrugas de forma anular. Los rodillos
corrugados proporcionan un mejor agarre sobre la alimentacin, pero el
desgaste sigue constituyendo un problema grave. Los rodillos dentados
siguen siendo prcticos para materiales muy duros con alto contendido de
slice, ya que los dientes se pueden recubrir con soldadura.
Figura 7. Trituradora de rodillos (Bartlett & Snow)
Diseo y operacin.- Las trituradoras de rodillos pueden ser de rodillo
mltiple o sencillo. Las de rodillo sencillo son las ms comunes para
trituracin primaria, y las de rodillo mltiple para trituracin
secundaria. Consiste en una tolva robusta con una placa de rompimiento
removible, montada internamente, opuesta al rodillo de trituracin montado
en el bastidor. El material es triturado entre el rodillo removible y la
placa de rompimiento. La accin de trituracin con un cilindro dentado es
una combinacin de impacto, corte y compresin de manera que se muestran
las capacidades en el APENDICE 4.
4.1.2. La Prensa [10]
Tiene un funcionamiento hidrulico, ya sea manual o con motor.
Puede desarrollar fuerzas de 24000 lb. Su funcionamiento es un pistn
adecuado en un cilindro. La desventaja principal es que una vez que se
deja de aplicar presin el bagazo vuelve a reabsorber considerablemente el
jugo
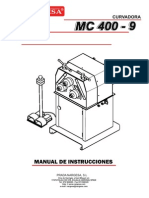
4.1.3. Moledora de Rodillos (masas) [11]
Figura 8. Moledora de rodillos movida por animales
Diseo y operacin. La molienda es el proceso mediante el cual se extrae
el jugo de la caa. Esta operacin es llevada a cabo en molinos de hierro
verticales, movidos con traccin animal, u horizontales de traccin
mecnica o hidrulica (rueda Pelton). La mayora de los molinos que
existen son horizontales de tres masas.
TABLA III: VENTAJAS Y DESVENTAJAS ENTRE LAS ALTERNATIVAS PROPUESTAS
Alternativa VENTAJAS DESVENTAJAS
Trituradora
de mandbulas
o machacadora
- Para materiales duros
- Velocidades medias
- Altas capacidades
- Altas potencias
- Alto costo
- Necesita
trituracin
secundaria
Trituradora
Giratoria
- Alta eficiencia
- Menor costo que la
trituradora de mandbulas.
- Mayor capacidad que la
trituradora de mandbulas.
- Capacidad media
- Velocidad media
- Necesita
trituracin
secundaria
Trituradora
de conos
- No necesita trituracin
secundaria
- Grandes aberturas en la
entrada
- Potencia alta
- Baja capacidad
Trituradora
de rodillo
- Para materiales duros
- Con rodillos mltiples no
necesita trituracin
secundaria.
- Altas capacidades.
- Potencia alta
- Excesivo
mantenimiento.
Prensa
- Costo medio, debido a la
transmisin hidrulica
- Potencia baja
- Reabsorcin del
juego
Moledora de
rodillos
- Puede ser horizontal o
vertical, facilitando el
desalojo del material molido
- Traccin a motor o animal.
- Facilidad en el ajuste.
- Bajo costo
- Desgaste de los
rodillos
4.2. Conclusiones de la seleccin
De acuerdo a los parmetros expuestos en este capitulo y en base
al estudio realizado de los tipos de molinos se pudo apreciar que no todas
estas mquinas son ptimas en todas las funciones requeridas por el
principio de funcionamiento al que se rigen y por los mecanismos
disponibles que existen para este caso, es decir la molienda de la caa de
azcar.
Llegando as a la conclusin de utilizar la moledora de rodillos por las
ventajas que nos brinda esta mquina como son:
La moledora de rodillos es la mquina que nos realiza el trabajo requerido
con la produccin necesaria de jugo de caa.
El costo de este tipo de mquina es relativamente menor comparada con las
otras analizadas anteriormente por estar constituida de partes sencillas
pero importantes.
Da facilidad para transportar esta mquina debido a que se puede armar y
desarmar fcilmente mediante herramientas manejables, no requieren de
electricidad, generalmente son hechas para las zonas marginales.
Tiene la oportunidad de acoplar y desacoplar fcilmente la transmisin de
acuerdo a las condiciones que se encuentre ya sea para una produccin ms
rpida, o para simplificar especficamente costos de combustible.
Esta es una mquina que aprovecha al mximo la obtencin del jugo de
manera que se puedan elaborar distintos productos siguiendo sus
respectivos procesos incluso del residuo que deja pudindolo utilizar como
combustible o como alimento de animales.
4.3. Principio de funcionamiento de la mquina seleccionada [12]
La traccin animal era y sigue siendo un mtodo de energa muy
utilizado principalmente para los pequeos productores, por la facilidad
que se tiene en su funcionamiento debido a que en este caso no se necesita
de mucha velocidad en las masas de manera que los animales no estn
obligados a realizar mucho esfuerzo.
La traccin mecnica es un mtodo comnmente usado por las industrias
azucareras debido a su rendimiento eficaz para generar diversos productos
a travs del jugo de la caa de azcar.
El grado de eficiencia en la operacin del molino depende de la manera en
que se manejan las principales variables operativas como son; ajuste,
velocidad, ubicacin, alimentacin y mantenimiento.
Ajuste.- El porcentaje de extraccin de jugo con respecto al peso total de
la caa puede variar entre el 40 y 65 por ciento. En la figura 9 se
representa en forma simplificada un molino de tres masas. El par formado
por la maza recibidora y la maza central se denomina Par Quebrador y el
formado por la maza repasadora y la maza central se denomina Par
Repasador. La separacin entre la maza central y la masa recibidora se
denomina Se la cual se puede regular en un rango de 8-15mm; en cambio la
separacin que existe entre la masa central y la repasadora se llama Ss
y se regula entre 2-4mm.
Figura 9. Molino simplificado de tres masas
Velocidad.- La velocidad del molino es un factor importante a tener en
cuenta ya que velocidades altas disminuyen la extraccin y causan
problemas de desgaste excesivo en la mquina; mientras que velocidades
bajas causan prdidas innecesarias de tiempo, esto permite un buen nivel
de extraccin sin reducir en forma significativa la capacidad de molienda.
Ubicacin.- El molino deber estar ubicado en un lugar alto, para que el
jugo extrado fluya por gravedad, para permitir realizar el mantenimiento.
Figura 10. Moledora de tres rodillos
Alimentacin.- La alimentacin de la caa al molino se puede realizar de
forma inclinada o frontal.
Alimentacin inclinada.- se realiza mas cuando este tipo de molino va a
ser accionado por la fuerza animal en donde no se dispone de mucho
espacio, donde la caa deber estar en trozos pequeos.
Alimentacin Frontal.- esta es normalmente la mas utilizada ya sea que
esta accionada por un motor debido a su facilidad que tiene con caas
enteras o partidas.
CAPITULO V
DISEO, CLCULO Y SELECCIN
5.1. Anlisis cinemtico del Barn (Masa conductora)
Esta en funcin de la capacidad de la mquina y para esto
contamos con el siguiente parmetro:
La capacidad Q molido de la caa de azcar es 1102.8 Ton/ao obtenida
de la Ec. 3.6 de manera que va ha trabajar 8 horas diarias durante 200
das tiempo en donde se va a disponer de la materia prima.
Figura 11. Anlisis cinemtico del rotor
5.1.1. Velocidad lineal y velocidad de rotacin [13]
Esta velocidad puede medirse de dos maneras:
(a) Por la velocidad perifrica de los cilindros, es decir, la
velocidad lineal de un punto de la circunferencia del cilindro. Se mide
generalmente en metros por minuto.
(b) Por la velocidad de rotacin de los cilindros es decir en nmeros de
vueltas que estos dan por unidad de tiempo. Se mide en revoluciones por
minuto.
5.1.2. Relacin entre las dos velocidades
Se tiene:
n D V * * = (5.1)
Donde:
V : Velocidad perifrica, (m/min)
D : Dimetro de los cilindros en m
n : Velocidad de rotacin en rpm
O tambin:
D
V
n
*
=
El motivo mas importante de la velocidad es el sentido de rotacin de los
cilindros inferiores ya que se opone al libre escurrimiento del jugo por
las caras traseras de los cilindros de entrada y de salida a lo largo de
los cuales debe bajar casi la totalidad del jugo extrado.
La cantidad de jugo es proporcional a ste tonelaje, mientras que el
obstculo al escurrimiento que presenta el movimiento del cilindro en
sentido inverso al mismo escurrimiento, est formado por 2 factores:
(1) La adherencia del jugo a la superficie del cilindro. El espesor de
esta pelcula es independiente de otras condiciones, de suerte que el
obstculo ofrecido al escurrimiento del jugo por la adherencia, puede
medirse por la superficie que el cilindro describe en el momento de la
extraccin:
LnD LV S = =
(5.2)
Donde:
L : Longitud del cilindro en m.
(2) La velocidad de la superficie del cilindro que obra en sentido inverso
a la velocidad propia del jugo, particularmente en la zona A en la que el
seno del ngulo es pequeo ver Fig. 12
Figura 12. Flujo del jugo extrado
5.2. Dimensionamiento de las masas
La capacidad de un molino esta expresado por la cantidad de caa
que ste es capaz de pasar por unidad de tiempo. Se expresa generalmente
en ton de caa por hora (T.C.H.), aunque se puede expresar tambin en ton
de caa por da (T.C.D.).
La equivalencia entre estas dos expresiones no es directa, el tonelaje por
hora significa que el molino opera sin interrupcin. Para expresar en ton
de caa por da, hay que tomar en cuenta las paradas e interrupciones,
adems, el nmero de das de trabajo ya analizados anteriormente en el
captulo 3.
Factores que determinan la capacidad.
a. Contenido de fibra en la caa
b. Dimensiones y velocidad de los cilindros
c. Nmero de cilindros
d. Preparacin de la caa
e. La inhibicin
f. La ranuracin de los cilindros
g. Ajuste del molino
5.2.1. Frmula de la capacidad [14]
Una frmula que haga intervenir a todos los parmetros antes
mencionados es la siguiente:
f
N cnLD
C
2
55 . 0 = (5.3)
Donde:
C : capacidad del molino en TCH
f : fibra de caa con relacin a la unidad
c : coeficiente relativo a los parmetros de preparacin
n : velocidad de rotacin de los cilindros en rpm.
L : Longitud de los cilindros, en m
D : Dimetro de los cilindros, en m
N : nmero de cilindros del molino, es igual a 3
Del APENDICE 5, se considera que el coeficiente relativo, c = 1
Para determinar el coeficiente f, se utiliza la siguiente frmula:[15]
4 . 0
10
500
=
caa de gr en Bagazo
f (5.4)
Esto se obtiene de forma experimental, cuyos resultados se detallan a
continuacin:
Caa
(gr)
Bagazo
(gr)
Fibra f
(%)
500 134 13
500 135 13,1
500 117 11,3
500 136 13,2
TABLA IV: PORCENTAJE DE FIBRA DE CAA (f).
Una velocidad recomendada para la molienda de caa es de 5 a 15 rpm [16].
De donde utilizaremos una velocidad de: n = 12 rpm.
De acuerdo a la capacidad de molienda determinada y con los anteriores
datos obtenidos, se puede dimensionar las masas, sabiendo que una
aproximacin adecuada entre la longitud y el dimetro es: [17]
L = 1.5 D (5.5)
La capacidad de molienda nombrada anteriormente debe transformarse a TCH;
si se sabe que trabaja 200 das del ao y 8 horas diarias.
C = 1102.8 Ton / ao = 0.68925 Ton / h
Reemplazando la Ec. 5.5 en la Ec. 5.3 se tiene:
f
N D cn
C
3
) 5 . 1 (
55 . 0 = (5.6)
Reemplazando los datos conocidos en la ecuacin 5.6, se despeja D:
m m D 18 . 0 173 . 0 =
Por lo tanto:
m L
L
D L
27 . 0
) 18 . 0 ( 5 . 1
5 . 1
=
=
=
Para evitar que exista un resbalamiento de la caa en los rodillos se
realiza ranuras en los mismos que normalmente son de 3 a 5 mm. Para
variaciones en la produccin, acoplamiento entre masas y factores que no
se consideran como la separacin entre caas; las dimensiones de los
cilindros se aproximan a: D = 20 cm y L = 30 cm
5.3. Determinacin de la potencia [18]
La resistencia a la ruptura que presenta la pulpa de la caa no
es comparable con la que presentan las partes leosas de esta, es decir la
corteza y los nudos. De tal manera que la resistencia de la caa a la
ruptura es anloga a la que puede ofrecer un tubo vaco con tabiques
transversales reforzados y distribuidos en toda su longitud.
Figura 13: Representacin esquemtica de la resistencia de la caa a
la molienda
La estructura de tejido leoso de la caa determina sus reacciones bajo el
efecto de la presin. Al comparar como la caa y el bagazo se comportan
bajo el efecto de una cierta presin P, se comprueba que para un mismo
incremento de presin dP, la caa se rompe con una presin dh superior a
la que comprime el bagazo.
5.3.1. Frmula general de la potencia de los molinos
La determinacin de la potencia consumida por un molino es
bastante compleja porque integra numerosos factores.
Para la determinacin de la potencia total que se requiere, se puede
descomponer en trminos de la potencia que se requiere para mover el
molino y la potencia que se necesita para aplastar la caa:
Sean:
P : Potencia consumida por el molino.
L : largo de los cilindros, en m.
D : dimetro de los cilindros, en m
n : velocidad de rotacin de los cilindros en rpm
Q : Carga sobre el cilindro superior en ton
K : espesor mnimo de bagazo comprimido, en m
q : Carga fibrosa del molino en Kg/m
2
[19]
: Densidad del bagazo comprimido = 850 Kg/m
3
: Carga fibrosa especifica = q/D, en kg/m
3
H : dimetro de la caa, en m
5.3.1.1. Potencia consumida por la compresin del bagazo.
Si se considera inicialmente que el bagazo pasa entre las dos
masas este se descompone en secciones que correspondern a la longitud que
el bagazo recorre en un segundo avanzando un paso. Ver fig. 14.
Figura 14. Comprensin del bagazo
f
QnD P
.
5 , 0
1
= (5.7)
Donde:
1
P : Potencia consumida por la presin del bagazo en un
molino en HP.
Q = (0.78 + 1.21) ton.
Q = 1.99 ton (debido a que el cilindro superior es el que soporta la
compresin de los otros dos cilindros)
n = 12 rpm
D = 0,20m
L = 0,30m
D
q
= (5.8)
f K q . . = (5.9)
k = 0,003m
= 850
3
/ m Kg
f = 0.131
Por tanto:
q = 0,33405
2
/ . m Kg
= 1.67025
3
/ . m Kg
Reemplazando los datos en la ecuacin 5.6 se tiene:
P
1
= 0.2939 Hp
Si se conoce que la mquina debe moler tres caas a la vez, la potencia
real consumida por la compresin del bagazo es:
P
1
= 0.8818 Hp
5.3.1.2. Potencia consumida por la friccin entre los ejes y los
soportes.
Analizando la suma de las fuerzas que actan sobre este conjunto
de 6 soportes, tiene un valor aproximado de 2Q [20]. Y sea
1
f el
coeficiente de friccin entre el acero y el bronce.
Se tiene que la potencia consumida por el rozamiento tiene un valor de
1
f =
0.15 [21]
QnD f P
1 2
7 , 0 = (5.10)
Por lo tanto:
P
2
= 0.504 Hp
5.3.1.3. Potencia consumida por el movimiento que se da a los
conductores intermedios.
Para no encontrarse con frmulas precisas pero muy complicadas
puede admitirse que este trmino tiene el siguiente valor [22]:
LnD P 9 . 1
3
= (5.11)
Por lo tanto:
P
3
= 1.368 Hp
Reuniendo los trminos, se obtiene la potencia total consumida por el
molino propiamente dicho:
=
i molido
P P (5.12)
HP P
molido
75 . 2 =
5.3.1.4. Potencia consumida por los engranajes
Se integra esta potencia tomando en cuenta la potencia en los
engranajes se tiene la siguiente frmula:
molido
t
P
P = (5.13)
Valor de .[23]
Rendimientos de cada par de engranajes = 0.98
Friccin de los diversos bronces = 0.95
Lo que dara en conjunto para dos pares de engranajes:
=0.98 x 0.98 x 0.95 = 0.912 (5.14)
HP P
t
02 , 3 =
5.4. Anlisis de las fuerzas en las masas [24]
Para evaluar la potencia fue necesario involucrar todos los
parmetros posibles para el clculo de la misma.
El estudio de fuerzas en los rodillos se esquematiza en la Figura 15,
de esta manera se puede analizar las fuerzas en este mecanismo. La carga
necesaria para la compactacin de tres caas al mismo tiempo a la entrada
con Q = 7,64 KN/caa y a la salida con Q = 11,86 KN/caa de acuerdo a los
datos obtenidos mediante la experimentacin de la caa y siendo estas las
cargas crticas las que se utilizan para el diseo, debido a la capacidad
a la cual estar expuesta el mecanismo.
Figura 15. Esquema de Fuerzas en los rodillos
Para este anlisis fue necesario conocer el coeficiente de friccin
cintico de rodadura pura f, entre el hierro fundido y la madera de a
acuerdo al APENDICE 6.
Para este diseo se escogi un coeficiente de 0,34 es decir tan = 0.34
de la cual despejamos el ngulo teniendo en cuenta que est en el punto
de persecucin de la fuerza normal N la misma que acta a una distancia K
de los ejes centrales de los rodillos, ejerciendo un torque de oposicin
al paso de la materia.
f tg =
8 . 18
) 34 , 0 (
=
=
ArcTg
El ngulo es igual a 18.8 que est dentro del rango de 15 a 25 grados
que se utiliza para la caa de azcar.[25]
La distancia K es el brazo del momento torsor, que se puede obtener de la
Ec. 5.15
) ( sen r K
r
= (5.15)
Donde:
r
r : Radio del rodillo = 0.10 m
m K
sen K
0322 . 0
) 8 . 18 ( * 10 , 0
=
=
La carga total de compresin se distribuye sobre el arco de contacto
formado por el ngulo , conocido con el nombre de colina de de
presin, este sector de presin se expresa de la siguiente manera con las
Ecs. 5.16 y 5.17
) cos(
r
e r
r
h r
Ar
= (5.16)
Donde:
r
r : Radio del rodillo 0,10m
o
h : 0,053m de altura inicial de la caa y
f
h : 0,008m altura comprimida
e
h : (
f o
h h )/2 reducciones del dimetro de entrada del
material igual a 0,0225 m
Reemplazando:
19 , 39
10 , 0
0225 , 0 10 , 0
cos
=
Arc
La colina de se determina por la expresin siguiente:
.
r
r = (5.17)
De donde:
= 0,068m
Este valor es la superficie del rodillo que va a estar en contacto con la
materia prima.
Las fuerzas que actan en los rodillos son:
Fuerza radial
n
F
Fuerza tangencial
t
F
Para este anlisis se utiliza la carga Q, la cual acta en un punto P como
se muestra en la Fig 16.
Para determinar estas fuerzas se realiza el siguiente anlisis:
Figura 16. Esquema de Fuerzas en los rodillos
= 0 Fx
cos
t n
F sen F =
sen
F
F
t
n
cos
=
= 0 Fy
Q sen F F
t n
= + cos
) ( . sen Q F
t
= (5.18)
) cos( . Q F
n
= (5.19)
A la entrada de la caa
KN F
t
46 . 2 = ; KN F
n
23 . 7 =
A la salida de la caa
KN F
t
82 . 3 = ; KN F
n
22 . 11 =
La fuerza de reaccin R es igual a
n
F , por lo tanto la componente normal
es:
cos R N = (5.20)
cos
n
F N =
Siendo K el brazo de rodadura podemos determinar el momento torsor para
los dos rodillos mediante La Ec. 5.21
K N N M
sal ent t
) ( + = (5.21)
Nm M
t
39 , 562 =
Por ltimo determinamos la potencia requerida Pr, para el mecanismo de
avance de la materia prima, en donde para su evaluacin fue necesario
conocer la velocidad angular indispensable para su operacin. La
angular ptima es de 1,25 rad/s. o de 12rpm, esto se reemplaza en la Ec.
5.22 [26] la cual nos permite obtener la potencia.
.
t r
M P = (5.22)
HP P
W P
r
r
94 . 0
99 , 702
=
=
Dicha potencia debe ser incrementada a la potencia obtenida anteriormente.
r t n
P P P + = (5.23)
HP P
n
966 . 3 =
5.5. Potencia de diseo
Esta es la potencia calculada la cual es multiplicada por un
factor de servicio
s
K [APENDICE 7] el mismo que completa la sobrecarga,
ya que dependen en gran parte de otros factores, difciles de medir como:
variedad de la caa, estados de las superficies en rozamiento, calidad y
conservacin de la lubricacin, ajuste de las aberturas y de la cuchilla,
para el motor como para el sistema de transmisin seleccionado.
A esta potencia se le conoce como potencia de diseo y se determina
mediante la siguiente expresin.
s n d
K P P = (5.24)
Donde:
n
P : Potencia calculada o nominal igual a 3.9766 HP; y
s
K : Factor de servicio considerado = 1,2
Hp P
Hp P
d
d
77 . 4
2 . 1 * 9766 . 3
=
=
5.6. Clculo y diseo del sistema de transmisin
5.6.1. Transmisin por medio de un motor
Para seleccionar un motor adecuado se aproxima la potencia a 5
Hp.
Conociendo las velocidades de entrada y salida, es decir del motor y el
rodillo de molienda, es necesario adaptar un sistema de banda-polea y
adems un sistema reductor de velocidades con engranajes, para alcanzar la
velocidad adecuada.
Figura 17. Disposicin de los elementos de la transmisin
Siendo:
n
1
: Nmero de rpm del motor igual a 2000
n
2
: Nmero de rpm de la polea conducida
n
3
= n
2
: Nmero de rpm del pin (3) conductor
n
4
: Nmero de rpm de la rueda dentada (4) conducida
n
5
= n
4
: Nmero de rpm del pin (5) conductor
n
6
: Nmero de rpm de la rueda dentada (6) conducida igual a
12
d
1
: Dimetro primitivo de la polea motriz igual a 7.62 cm
(3in)
d
2
: Dimetro primitivo de la polea conducida igual a 50.8 cm
(20in)
z
3
: Nmero de dientes del pin (3) conductor
z
4
: Nmero de dientes de la rueda dentada (4) conducida
z
5
: Nmero de dientes del pin (5) conductor
z
6
: Nmero de dientes de la rueda dentada (6) conducida
Estos dimetros se determinan partiendo del principio: velocidad lineal
de la rueda conductora es igual a la velocidad lineal de la rueda
conducida en la periferia, es decir:
conducida conducida conductor conductor
d n d n * * = (para las poleas) (5.25)
conducida conducida conductor conductor
z n z n * * = (para engranajes) (5.26)
Para la potencia necesaria (5Hp), un motor de combustin interna adecuado,
a diesel tiene un nmero de rpm de 2000. Las caractersticas se detallan
en el APENDICE 8.
Como datos se tiene:
n
1
= 2000 rpm
n
6
= 12 rpm (recomendado de 5-15rpm)
d
1
/ d
2
= 3 / 20
Desarrollo:
2 2 1 1
* * d n d n = (5.27)
De donde:
2
1 1
2
*
d
d n
n =
rpm n
rpm
n
300
20
) 3 ( * 2000
2
2
=
=
rpm n n 300
3 2
= =
Se asume una relacin de transmisin de 5:1, y segn la tabla IV el nmero
de dientes para la rueda tres y cuatro son:
No. de
dientes
del pin
No. Max de
dientes en los
engranajes
17 1309
16 101
15 45
14 26
13 16
TABLA V: NMERO DE DIENTES EN EL PIN PARA ASEGURAR QUE NO EXISTA
INTERFERENCIA. CON UN NGULO DE PRESIN DE 20 [27]
16
3
= z
80
4
= z
4 4 3 3
* * z n z n = (5.28)
4
3 3
4
*
z
z n
n =
rpm n
rpm
n
60
80
) 16 ( * 300
4
4
=
=
rpm n n 60
4 5
= =
5 5 6 6
* * z n z n =
Si: 16
5
= z
6
5 5
6
*
n
z n
z =
80
12
) 16 ( * 60
6
6
=
=
z
rpm
rpm
z
5.6.1.1. Seleccin de bandas y poleas[28]
Cuando se transmite potencia por un sistema de banda y poleas,
la friccin provoca que la banda se adhiera a la polea impulsora, y a su
vez, se incrementa su tensin en un lado, al que se denomina lado
tensionado del impulsor. La fuerza de traccin que se genera en la banda
ejerce una fuerza tangencial sobre la polea acanalada que es impulsada,
por consecuencia, se aplica un torque al eje que es impulsado. El lado
opuesto de la banda an est en tensin pero de menor valor, por tanto se
le da el nombre de lado flojo
Figura 18 . Geometra bsica de un impulsor de banda
Para la seleccin de la banda se debe aplicar un factor de servicio que se
muestra en el APNDICE 9, donde el factor de servicio es: 1,4.
Y la potencia de diseo Pd es:
Pd = 5 * 1.4 (5.29)
Pd = 7 hp.
5.6.1.1.1. Seleccin del tipo de banda [29]
Las bandas disponibles en el mercado se fabrican de
conformidad con estndares que se ilustra en la fig. 19 El valor nominal
del ngulo incluido entre los lados de una ranura en V vara entre 30 y
42, y puede ser un poco diferente para obtener un ajuste tensionado en la
ranura.
Figura 19. Dimensiones de bandas
Con la potencia de diseo (7 HP) y el nmero de rpm en el motor (2000 rpm)
se selecciona el tipo de banda en el APENDICE 10. Por tanto se sugiere
utilizar un tipo de banda 3VX.
La relacin de transmisin es 20/3
5.6.1.1.2. Tamao de la polea impulsora
Se debe tomar en cuenta que la velocidad perifrica en una
banda estndar debe ser[30]:
1000 < V
b
< 4000 ft/min. (5.30)
12
* *
1 1
n D
V
b
= (5.31)
Donde:
b
V : Velocidad perifrica de la banda [ft/min]
Por tanto:
in D
D
n
V
D
b
86 . 2
) 2000 (
) 1500 ( 12
12
1
1
1
1
=
=
=
Se aproxima:
in D 3
1
=
3
20 *
1
2
D
D = (5.32)
in D 20
2
=
5.6.1.1.3. Potencia especfica
Es la potencia que puede transmitir una banda a una potencia y
velocidad determinadas, y sirve para determinar el nmero de bandas que se
necesita [31]. En el APENDICE 11, se puede apreciar la potencia especfica
por banda que es 3.8 hp.
5.6.1.1.4. Distancia entre centros
El rango nominal de distancias centrales debe ser: [32]
) ( 3
1 2 2
D D C D + < < (5.33)
Por tanto:
in C in
C
69 20
) 3 20 ( 3 20
< <
+ < <
Para conservar espacio se har la prueba con:
C = 30in
5.6.1.1.5. Longitud de la banda
Se calcula con la siguiente ecuacin:
C
D D
D D C L
4
) (
) ( 57 . 1 2
2
1 2
1 2
+ + + = (5.34)
in L 51 . 98 =
La longitud estndar ms cercana es de 100 in, por lo tanto se debe
corregir la distancia central C, con la siguiente frmula:
16
) ( 32
2
1 2
2
D D B B
C
+
= (5.35)
Donde B = 4L-6.28(D
2
+D
1
)
B= 255.56
C=30,75 in
5.6.1.1.6. Angulo de evolvente de la banda
Se calcula con la siguiente ecuacin:
=
C
D D
arcsen
2
2 180
1 2
1
(5.36)
9 . 147
75 . 30 * 2
3 20
2 180
1
1
=
arcsen
5.6.1.1.7. Potencia especfica corregida
Se debe corregir la potencia especfica con un factor debido
al ngulo de evolvente que se determina en el APENDICE 12.
C
= 0.93
Potencia corregida = 0.93 * 3.8 Hp = 3.534 Hp
5.6.1.1.8. Determinacin del nmero de bandas y el tipo de polea
Se obtiene dividiendo la potencia de diseo para la potencia
corregida.
Nmero de bandas = 7/3.534 = 1,98 (5.37)
Nmero de bandas = 2
De acuerdo a las dimensiones de la banda 3VX y con dos bandas, se
selecciona una polea doblemente acanalada cuyas especificaciones estn
detalladas en la lista de materiales de los planos.
5.6.1.2. Diseo de los engranajes [33]
En el diseo y la inspeccin de dientes de engranajes es
necesario conocer numerosas caractersticas. En la fig. 20 se muestra
segmentos de dos engranajes enlazados en accin conjunta.
Figura 20. Caractersticas de un par de engranajes
5.6.1.2.1. Sistema de mdulo mtrico.
En el sistema de unidades SI, el milmetro es la unidad de
longitud comn. De aqu que el mdulo m se encuentra al dividir el
dimetro de paso del engrane en milmetros entre el nmero de dientes.
N D m / = (5.38)
El trmino paso diametral en cambio es el nmero de dientes en un
engranaje por unidad de dimetro en pulgadas. En el APENDICE 13 se muestra
las equivalencias entre mdulos y pasos diametrales mas utilizados.
Por lo tanto:
m P
d
/ 1 = (5.39)
Cabeza (a). La distancia radial del crculo de paso a la parte exterior de
un diente.
Raz o pie (b). La distancia radial del crculo de paso a la parte
inferior del espacio entre dientes
Espaciamiento (c). La distancia radial de la parte superior de un diente a
la parte inferior del espacio entre dientes del engranaje que embona
cuando est accionado por completo.
c = b a (5.40)
Paso grueso Paso fino
(Pd<20) (Pd>20)
Cabeza a 1/Pd 1/Pd 1*m
Raz b 1,25/Pd 1,2/Pd+0,002 1,25*m
Espaciamiento c 0,25/Pd 0,2/Pd+0,002 0,25*m
Caracterstica Smbolo
Sistema de
mdulo metrico
Sistema de evolvente de profundidad
total
TABLA VI: FRMULAS PARA CARACTERSTICAS DE DIENTES DE LOS ENGRANAJES
PARA UN NGULO DE PRESIN DE 20
Dimetro exterior (De). Es el dimetro del crculo que encierra la parte
exterior de los dientes del engranaje.
a D D
e
2 + = (5.41)
) 2 ( + = N m D
e
(5.42)
Dimetro interior (Di). Es el dimetro del crculo que contiene la parte
inferior del espacio del diente.
b D D
i
2 = (5.43)
Profundidad (h). Es la distancia radial desde la parte superior de un
diente y la parte inferior del diente.
b a h + = (5.44)
Distancia central (c). Es la distancia desde el centro del pin al centro
del engranaje; es decir la suma de los radios de paso de los dos engranes
enlazados.
2
P G
D D
C
+
= (5.45)
ngulo de presin (). Es el ngulo entre la tangente a los crculos de
paso y la lnea que se traza en forma normal (lnea de accin), es decir
perpendicular al diente del engranaje.
Existen tres formas de ngulo de presin [33] actualmente y son: 14 , 20
y 25.
Figura 21. Forma de diente evolvente a profundidad mxima para distintos
ngulos de presin
Donde se considera que la forma del diente de 14 es obsoleta. Si bien
aun se encuentra en el mercado debe evitarse en diseos nuevos, al momento
la forma de 20 es la ms comn. Las ventajas y desventajas de los
diferentes valores del ngulo de presin se relacionan con la resistencia
de los dientes, evitar la interferencia y la magnitud de las fuerzas que
se ejercen sobre los dientes.
Por estas razones se selecciona un ngulo de presin de 20.
Paso (p). Es la longitud de arco que existe entre diente y diente en un
engranaje.
N
D
p
= (5.46)
Espesor o ancho del diente (t).
2 / p t = (5.47)
Ancho de cara del diente (F).[ft]
d
P F / 12 = (5.48)
5.6.1.2.2. Determinacin del mdulo para la transmisin
El APENDICE 14 muestra la potencia transmitida vs. la
velocidad del pin y el mdulo recomendado.
Donde aproximadamente resulta m = 4 (P
d
= 6)
Luego se procede a calcular datos necesarios para la construccin de los
engranajes, cuyos resultados se muestran en la siguiente tabla:
Rueda
dentada
N
n
(rpm)
m (mm) D (mm) a (mm) b (mm) De (mm) Di (mm)
3 16 300 4 64 4 5 72 54
4 80 60 4 320 4 5 328 310
5 16 60 6 96 6 8 108 81
6 80 12 6 480 6 8 492 465
TABLA VII: PARMETROS DE DISEO DE ENGRANAJES (SI)
Rueda
dentada
N
n
(rpm)
Pd D (in) p (in) t (in) F (in)
3 16 300 6 2,67 0,52 0,26 2,00
4 80 60 6 13,33 0,52 0,26 2,00
5 16 60 4 4,00 0,79 0,39 3,00
6 80 12 4 20,00 0,79 0,39 3,00
TABLA VIII: PARMETROS DE DISEO DE ENGRANAJES (SISTEMA INGLES)
5.6.1.2.3. Velocidad tangencial
Se utiliza la siguiente frmula, cuyo clculo se realizar en
el sistema ingls ya que las frmulas de diseo estn en este sistema:
12
* *
3 3
n D
V
t
= (5.49)
min / 209 ft V
t
=
Carga transmitida para 5 HP:
t
t
V
P
W
* 33000
= (5.50)
lb W
t
787 =
5.6.1.2.4. Tensiones en el diente de engranaje
La fuerza tangencial Wt genera un momento de flexin en los
dientes del engranaje similar a la que se genera en una viga. Por medio de
la EC. 5.51 se puede determinar la tensin en la base del perfil evolvente
[34]:
v
B m s a d t
t
K
K K K K
FJ
P W
* = (5.51)
Donde:
t
: Tensin en el engranaje.
t
W : Fuerza tangencial
d
P : Paso diametral
F : espesor de la cara del diente
J : Factor de forma
K
a
: Factor de aplicacin
K
s
: Factor de tamao
K
m
: Factor de distribucin
K
B
: Factor de espesor de la corona
K
v
: Factor de dinmica
Factor de forma (J). Para encontrar el valor del factor de forma se basa
en el APENDICE 15
De donde J3 = 0.27
Factor de aplicacin (Ka). Las consideraciones principales son la
naturaleza tanto de la fuerza de poder como de la mquina impulsada. Esto
se obtiene del APENDICE 16
De donde Ka = 1.75
Factor de tamao (Ks). Depende del tamao del diente es decir del mdulo o
paso diametral. Esto se obtiene del APENDICE 17
De donde Ks = 1.15
Factor de distribucin de carga (Km). Dependen de los cojinetes, los ejes
en que se montan y los elementos estructurales de la mquina. Este factor
se obtiene del APENDICE 18.
De donde Km=1.4
Factor de espesor de la corona (KB). Para este anlisis se utiliza el
trmino mB, que es la relacin entre la cabeza y la raz del engranaje. De
acuerdo al APENDICE 19, KB = 1.5
Factor de dinmica (Kv). El factor de de dinmica considera el hecho de
que la carga es asumida por un diente con cierto grado de impacto y la
carga real a la que se somete el diente es mayor que la carga transmitida
sola, y depende de la precisin del perfil del diente, de sus propiedades
elsticas y de la velocidad con que los dientes entran en contacto.
En el APENDICE 20, se muestra el factor de dinmica KV en funcin de la
velocidad perifrica y el coeficiente QV, que se detalla en la siguiente
tabla.
Velocidad
perifrica
Nmero de
calidad
0 - 800 6 a 8
800 - 2000 8 a 10
2000 - 4000 10 a 12
sobre 4000 12 a 14
TABLA IX: NMERO DE CALIDAD AGMA Qv [35]
De donde se selecciona Qv = 7 Y Kv= 0.89
De acuerdo a la Ec.5.44 se obtiene:
psi
t
41566
3
=
Para calcular la tensin en el engranaje 4, se utiliza la siguiente
frmula:
) / (
4 3 3 4
J J
t t
= (5.52)
psi
t
27373
4
=
De igual manera se realiza el clculo de la rueda dentada 5 y 6, cuyos
resultados se detallan a continuacin:
Rueda
dentada N
n
(rpm) Pd D (in)
Vt
(ft/min) Wt (lb) J t (psi)
3 16 300 6 2,67 209,44 787,82 0,27 41566,84
4 80 60 6 13,33 209,44 787,82 0,41 27373,28
5 16 60 4 4,00 62,83 2626,05 0,27 61580,50
6 80 12 4 20,00 62,83 2626,05 0,41 40553,01
TABLA X: CARGA TRANSMITIDA Y ESFUERZOS EN LOS ENGRANAJES
5.6.1.2.5. Seleccin del material de los engranajes en base a la
tensin por flexin
Para un diseo adecuado hay que garantizar un material que
garantice una tensin por flexin permisible mayor que el esfuerzo o
tensin que se calcul.
at t
S
Un material adecuado para estos requerimientos es: AISI 1040 extrudo en
fro 160 HB [36].
5.6.1.2.6. Resistencia a la corrosin de los dientes del engranaje[37]
Los dientes deben asegurarse por fallas de fractura, y deben
ser capaces de operar durante su vida til que se desea sin que exista
corrosin significativa de la forma del diente. La corrosin es el
fenmeno en el cual pequeas partculas se eliminan de la superficie de
los dientes debido a las altas fuerzas de contacto que se presentan entre
los dientes del engranaje. En realidad la corrosin es la falla por fatiga
en la superficie de los dientes.
La carga en los dientes es la carga normal total, que se encuentra a
partir de:
cos /
t n
W W = (5.53)
Donde:
n
W
: Carga que acta en forma normal respecto a la superficie de los
dientes
t
W
: Carga transmitida que acta en forma tangencial respecto a la
lnea de paso
: ngulo de presin
G
G
D
t
p c
m sen
m
FP
W
c
* cos
) 1 ( 2
* *
+
= (5.54)
Donde
Dp : dimetro de paso del pin
Cp : Coef. elstico que depende del material = 1960 [APENDICE 21]
mG : relacin del engranaje = NG/NP = 5
Por tanto:
psi
c
79232 =
5.6.1.2.7. Seleccin del material en base a la tensin por
contacto [38]
Debido a la corrosin resultante de la tensin por contacto,
distinto a la falla de un diente causada por flexin, es necesario
especificar independientemente, para materiales adecuados en cuanto al
pin y al engranaje.
ac c
S
Nmero de
tensin debida
al contacto
permisible
180 85
240 105
300 120
360 145
400 155
Dureza en la
superficie
(HB)
(Ksi)
TABLA XI: NMERO DE TENSIN PERMISIBLE PARA MATERIALES DE ACERO
ENDURECIDOS DIRECTAMENTE CON LOS QUE SE FABRICAN ENGRANES
La dureza necesaria para estas condiciones es aproximadamente 179 HB
mnimo, lo cual equivale a una resistencia a la traccin
t
=83 kpsi. Por
lo tanto se puede seleccionar el material: A536-84 grado 120 90 -02, es
decir hierro fundido con una resistencia a la traccin de 100 kpsi.[39]
Este material satisface el esfuerzo por flexin en los dientes y adems
por contacto, y una de sus principales ventajas es su costo, ya que es
relativamente bajo con respecto a un acero AISI 1040 extrudo en fro 160
HB.
5.6.1.3. Diseo de los ejes
5.6.1.3.1. Eje de la masa superior (Barn E1)
Se caracteriza con este nombre porque est sometido a una gran
capacidad de trabajo ya que este eje es el conductor a las otras dos
masas, adems recibe el movimiento del mecanismo de transmisin del motor
para lo cual se ha usado una banda tipo V y algunos engranes.
1. Caractersticas del material
Segn las caractersticas que se tiene de acuerdo a este
trabajo estar sometido a flexin y torsin combinadas as como tambin a
cargas fluctuantes al momento de la compresin de la materia prima de
manera que se seleccion un acero AISI 1020 Laminado en fro [40] que
tiene las siguientes caractersticas:
Resistencia a la fluencia Sy = 393 MPa = 56 Kpsi.
Resistencia a la tensin Sut = 469 MPa = 67 KPsi.
Mdulo de elasticidad E = 207 GPa = 30Mpsi
2. Cargas
Para este caso de acuerdo a lo dicho anteriormente las cargas
se muestran en la Fig. 24, las mismas que son el resultado de los
distintos elementos sometidos a cargas distribuidas de Aplastamiento, a
momentos torsores de rechazo ejercidos por la materia prima y a la carga
transmitida.
Figura 22. Esquema de fuerzas actuantes en el eje
En vista que las fuerzas actan en dos planos diferentes se analiza para
cada uno de ellos. Y como existen fuerzas de tensin de los engranajes
actuando tanto en la direccin z como en y, debido a la transmisin del
movimiento. Para conocer el valor de las cargas tomamos en cuenta el
torque que acta en ese movimiento que es igual a:
2 /
6
d F M
t
D t
= . (5.55)
De acuerdo al anlisis realizado anteriormente se tiene que la carga
transmitida (
t
D t
F lb W = = 05 , 2626 ) por el pin 5 al engranaje 6 es igual a
11,67 KN;
La fuerza radial ser:
KN F
KN F
F F
r
D
r
D
t
D
r
D
25 , 4
20 tan 67 , 11
tan
=
=
=
Siendo:
t
M : Momento torsor igual a 2,37KN.m;
t
D
F : Componente tangencial actuante por el movimiento del
engranaje 4, igual a 11,67 KN
r
D
F : Componente radial actuante por el movimiento del engranaje
4, igual a 4,25 KN
t
R
F
1
: Componente tangencial de la fuerza ejercida por el
engranaje 2 sobre el conductor, igual a 10,44 KN y;
r
R
F
1
: Componente radial de la fuerza ejercida por el engranaje
2 sobre el conductor, igual a 3,80 KN;
t
R
F
2
: Componente tangencial de la fuerza ejercida por el
engranaje 3 sobre el conductor, igual a 10,44 KN y;
r
R
F
2
: Componente radial de la fuerza ejercida por el engrane 3
sobre el conductor, igual a 3,80 KN;
Para un mejor entendimiento se analiza cada plano por separado de manera
que se tiene:
Para el plano X-Y (Fig. 23):
1
W : Peso del barn (rotor) como una carga concentrada de
1,99 KN/m dando una carga puntual de 0,60KN.
y
C
F
: Es la fuerza resultante de las actuantes en la direccin Y
en el punto C igual a P1= 5,89 KN.
y
G
F
: Es la fuerza resultante de las actuantes en la direccin Y
en el punto C igual a P2= 15,84 KN
r
D
F : Componente radial actuante por el movimiento del
engranaje 4, igual a P3= 4,25 KN
Figura 23. Cargas actuantes en el eje en el plano xy
Para el plano XZ (Fig.24):
z
C
F : Es la fuerza resultante de las actuantes en la direccin Z
en el punto C igual a P1= 17,07 KN.
z
G
F : Es la fuerza resultante de las actuantes en la direccin Z
en el punto G igual a P2= 2,10 KN.
t
D
F : Componente tangencial actuante por el movimiento del
engranaje 4, igual a P3= 11,67 KN
Figura 24. Cargas actuantes en el eje en el plano xz
En los grficos se indica las distintas fuerzas que actan en los planos
diferentes, indicando a la vez que las fuerzas que ejercen las masas son
las ms representativas ya que aparecen ms cuando la mquina est
trabajando y genera una carga concentrada de 1,99 KN/m siendo el peso
especifico igual a 70,6 KN/m^3.
3. Anlisis de fuerzas, momentos y flecha
De acuerdo al esquema planteado, el anlisis deber hacerse
para el plano X-Y y X-Z, las ecuaciones encontradas para las reacciones,
momentos flectores, flecha y torsor del eje, se expresan a continuacin:
Primeramente se plantea para el plano X-Y las siguientes ecuaciones:
El procedimiento a seguirse es por la sumatoria de momentos respecto a un
punto e igualando a cero y despejando la hiptesis desconocida.
Respecto al punto A:
= 0
A
M
5 4 3 2
1 ) 6 5 4 3 2 ( ) 3 2 (
Z Z Z Z
Z F Z Z Z Z Z F Z Z F
R
y
C
r
D
y
RG y
B
+ + +
+ + + + + +
= (5.56)
Respecto al punto B:
= 0
B
M
5 4 3 2
6 ) 5 4 3 2 1 ( ) 5 4 (
Z Z Z Z
Z F Z Z Z Z Z F Z Z F
R
r
D
y
C
y
RG y
A
+ + +
+ + + + + +
= (5.57)
Para el plano X-Z se tiene:
Respecto al punto A:
= 0
A
M
5 4 3 2
1 ) 6 5 4 3 2 ( ) 3 2 (
Z Z Z Z
Z F Z Z Z Z Z F Z Z F
R
z
C
t
D
z
G z
B
+ + +
+ + + + + +
= (5.58)
Respecto al punto B:
= 0
B
M
5 4 3 2
6 ) 5 4 3 2 1 ( ) 5 4 (
Z Z Z Z
Z F Z Z Z Z Z F Z Z F
R
t
D
z
C
z
G z
A
+ + +
+ + + + + +
= (5.59)
Siendo:
y
RG
F : Es la fuerza resultante del peso del barn (W1=0,6KN) y de la fuerza
de reaccin ( KN F
y
G
84 , 15 = ) que es igual a 16,44 KN.
1 Z : Distancia entre los puntos C y A igual 0,118m.
2 Z : Distancia entre los puntos A y E igual a 0,035m.
3 Z : Distancia entre los puntos E y G igual a 0,155m.
4 Z : Distancia entre los puntos G y F igual a 0,155m.
5 Z : Distancia entre los puntos F y B igual a 0,035m.
6 Z : Distancia entre los puntos B y D igual a 0,128m.
Reemplazando numricamente en las Ecuaciones 5.49 a 5.52 se obtiene las
reacciones en los puntos A y B que dan los siguientes valores:
KN R
KN R
z
A
y
A
49 , 19
515 , 14
=
=
y
KN R
KN R
z
B
y
B
35 , 11
08 , 12
=
=
a)
b)
Figura 25. Diagramas de Fuerzas Cortantes y Momentos flectores en:
a) plano xy b) plano xz
Para determinar la deflexin del eje, se procede a evaluar por tramos,
siendo el punto ms crtico en G de acuerdo a las consideraciones
siguientes:
Para X=0,155 0 ; 0 = y y
Para X=0,535 0 ; 0 = y y
4 3 2
) (
24
) (
2
) (
2
c x
q
b x
P
a x
M
x EI y EI y EI
o x o x x
+ + + + = (5.60)
Para X= 0,155m se tiene:
3
) 155 , 0 (
2
) 155 , 0 ( 0
y
C
o x o x
F
EI y EI + =
97 , 10 ) 155 , 0 ( = +
o x o x
EI y EI (5.61)
Para X= 0,535m se tiene:
4 1 3 4 3 3
) 035 , 0 (
24
) 190 , 0 (
6
) 345 , 0 (
24
) 380 , 0 (
6
) 498 , 0 (
6
) 535 , 0 (
W F q R F
EI y EI
y
G
y
C
y
C
o x o x
+ + = +
4
3 3 3
) 035 , 0 (
24
2220
) 190 , 0 (
6
15840
) 380 , 0 (
6
14510
) 498 , 0 (
6
5890
535 , 0
+ = +
o x o x
EI y EI
645 , 6 535 , 0 = +
o x o x
EI y EI (5.62)
De las Ecuaciones 5.61 y 5.62 se tiene el resultado siguiente:
2
37 , 11 Nm EI
o x
=
3
727 , 12 Nm y EI
o x
=
Ahora se calcula la flecha en el punto G donde se provoca la mayor flecha
cuando x=0,345m mediante la Ec. 5.63:
x
x
EI
y EI
= (5.63)
x
I = 7,98x
4 7
10 m
,
2 9
/ 10 207 m N x E =
4 3 3
) 155 , 0 (
24
2220
) 19 , 0 (
6
14510
) 308 , 0 (
6
5890
) 37 , 11 ( 345 , 0 727 , 12 + + = y EI
x
3
83 , 3 Nm y EI
x
=
4 7
2
9
3
10 98 , 7 * 10 207
83 , 3
m x
m
N
x
Nm
=
Entonces la flecha ser:
mm m 02 , 0 0000231 , 0 =
El valor de deflexin aceptable es cuando y < 0,005=0,127mm [41]
127 , 0 02 , 0 OK/////
Los momentos se consideran en el punto ms crtico para este caso: en A,
cuando x es igual a 0,155 m., como puede verse en la Fig. 27, tanto en el
eje x como en el eje y de donde se tiene.
KNm M
xy
69 , 0 =
KNm M
xz
01 , 2 =
Para el anlisis encontraremos el momento resultante para obtener un
sistema bidimensional de la siguiente manera:
( )
2 2
max
Mxz Mxy M + = (5.64)
Siendo:
KNm M 13 , 2
max
=
4. Diseo del eje
Las condiciones de trabajo del rotor son exigentes, para ello
debe tomarse la decisin de ser necesario de un eje escalonado, que
garantice la estabilidad de la mquina durante el desarrollo del trabajo.
Todo eje debe cumplir las siguientes condiciones:
Que garantice la estabilidad de los elementos;
La diferencia de dimetro est acorde a las condiciones de contacto entre
rodamientos y eje;
Que permita el acople de elementos rigidizantes; y
Que la relacin d/L no exceda 1/20.
5. Diseo esttico
La base del anlisis se fundamenta, por el mtodo de
aproximaciones sucesivas, en primera instancia daremos magnitudes de
dimetros hasta encontrar el apropiado. Para ello podemos recurrir a las
frmulas bsicas del diseo, las mismas que estarn enunciadas a
continuacin:
Debido a que el eje esta sometido a flexin y torsin utilizaremos la
teora de la energa de la distorsin por ser ms conservadora,
realizndose un diseo por fluencia, recopilada por la siguiente frmula:
+
=
4
3
32
2
2
max
3
T
M
S d
n
y
(5.65)
Donde:
n: Factor de seguridad;
d: Dimetro del eje = 2 1/2 pulg. = 0,0635 m;
y
S : Resistencia a la fluencia = 393000 KN/m^2;
max
M : Momento flexor mximo = 2,13 KNm;
T: Momento torsor en el punto crtico con carga 2,37 KNm.
Reemplazando numricamente los respectivos valores, obtenemos un factor de
seguridad:
n= 3,34 //// OK.
6. Diseo dinmico
Un eje de transmisin, sometido a cargas por flexin
alternante y torsin continua, debe realizarse el estudio del
comportamiento, ya que en su mayora son cargas fluctuantes.
El punto de anlisis ser el lugar que presenta mayor inestabilidad a las
propiedades del material, ste punto se lo conoce como punto crtico, y su
localizacin est determinado por el diagrama de momentos realizado
anteriormente y por la seccin transversal del eje.
Las frmulas para calcular el comportamiento se determinan a continuacin:
3
max
,
32
d
M
y x
= (5.66)
Donde:
max
M
: Momento mximo punto crtico tanto en X-Y como en X-Z, sus valores
son 0,69KNm y 2,01KNm.
d: Dimetro del eje 0,0635 m.
x
: Esfuerzos normales iguales a 27,65 MPa
y
: Esfuerzos normales iguales a 80,13 MPa
Para torsin se utilizar la frmula a continuacin expuesta.
3
16
d
T
xy
= (5.67)
Donde:
El torque es igual a 2,37KNm
xy
: Esfuerzo cortante con un valor de 47,13 MPa
Para determinar con exactitud los esfuerzos principales se analiza, por
medio del crculo de Mohr detallado en la Fig. 28.
Figura 26. Representacin en el crculo de Mohor de los esfuerzos para el
eje principal.
Determinado las componentes horizontales
y
,
de la siguiente manera:
2
y x
+
= (5.68)
2
, y x
= (5.69)
Al reemplazar en las Ecs. 5.68 y 5.69 obtenemos:
Mpa 89 , 53 = ; Mpa 24 , 26
,
=
El ngulo formado por los esfuerzos es:
=
'
tan 2
xy
Arc (5.70)
Una vez reemplazado los valores obtenemos:
90 , 60 2 = ; y 45 , 30 = Sentido antihorario.
Ya conocidos y
,
, es necesario encontrar esfuerzos normales y
cortantes principales, siendo stos
1
,
2
,
1
y
2
los mismos que se
determinan por las siguientes ecuaciones:
( )
5 , 0
2 2
2 1
' ,
xy
+ = (5.71)
( )
5 , 0
2 2
2 1
' ,
xy
+ = (5.72)
Reemplazamos los valores respectivos en las Ecs. 5.71 y 5.72 se tienen:
MPa 83 , 107
1
=
MPa 06 , 0
2
=
; 0
3
=
MPa 95 , 53
1
= y MPa 95 , 53
2
=
Siendo:
;
1 max
= y
3 min
=
2
3 1
max
= = 53,95 MPa
Ahora se procede a determinar los esfuerzos medio
m
y alternante
a
,
con las frmulas que hacen referencia a continuacin:
2
min max
+
=
m
(5.73)
2
min max
=
a
(5.74)
Igualmente reemplacemos y obtendremos los siguientes valores:
MPa
a
95 , 53 = y MPa
m
89 , 53 =
Ahora se procede a encontrar los factores de modificacin, para determinar
el lmite de resistencia del material; las ecuaciones en anlisis son:
,
e g e d c b a e
S K K K K K K S = (5.75)
Donde:
e
S
: Lmite de resistencia a la fatiga del elemento mecnico (MPa);
'
e
S
: Lmite de resistencia a la fatiga de la muestra de viga rotatoria
(MPa).
a
K : Factor de superficie
b
K : Factor de tamao
c
K : Factor de confiabilidad
d
K : Factor de temperatura
e
K : Factor de concentracin de esfuerzos
g
K : Factor por efectos diversos
El lmite de resistencia se evala de varias formas, pero vamos a optar
por la Ec. 5.76, planteada a continuacin:
ut e
s S 5 , 0 ' = (5.76)
Reemplazamos el valor de
ut
S tenemos:
MPa S
e
5 , 234 ' =
El factor de superficie
a
K es evaluado para condiciones de esmerilado, y
su valor es de 0,9 de acuerdo al APENDICE 22.
El factor
b
K , su evaluacin se fundamenta en la frmula siguiente [42]:
097 , 0
189 , 1
= d K
b
(5.77)
Si
mm d mm 250 8
Con: d= 63,50 mm.
b
K = 0,80
c
K se estima para una confiabilidad del 90%, resultando un valor de
0,90[43].
El factor de temperatura
d
K tiene efectos cuando el eje estara sometido
a temperaturas mayores a 450C, por el contrario estar en condiciones
ambientales, por tanto se considera un valor igual a 1.[44]
El factor de concentracin de esfuerzos es igual a 1 debido a que no
existen discontinuidades el la zona de anlisis.
Por lo tanto como 1 =
e
K [45]
g
K =0,9 por estar expuesto a corrosin causada por la humedad [46].
Ahora reemplazaremos en la Ec. 5,67 y se tiene:
MPa x x x x x x S
e
5 , 234 9 , 0 1 1 90 , 0 80 , 0 90 , 0 =
Siendo:
MPa S
e
76 , 136 =
Una vez ya obtenido el valor del lmite de fatiga utilizamos una de las
ecuaciones siguientes:
Ecuacin de Goodman:
n S S
ut
eq
e
eq
m a
1
= +
(5.78)
Ecuacin de Soderberg:
n S S
y
eq
e
eq
m a
1
= +
(5.79)
Es vista de que esta ltima ecuacin es la mas conservadora por evitar la
zona plstica se utiliza la ec. 5.79.
Para las consideraciones de esfuerzos equivalentes [47] se tiene:
( ) ( )
2 2
3
a a eq
a
+ = (5.80)
( ) ( )
2 2
3
m m eq
m
+ = (5.81)
Teniendo en cuenta que el esfuerzo flexionante es fluctuante y el esfuerzo
debido a torsin es constante las ecuaciones anteriores quedan de la
siguiente manera:
( ) ( ) ( ) MPa
a eq a a eq
a a
95 , 53 3
2 2 2
= = + =
( ) ( ) MPa
m m eq
m
78 , 107 3
2 2
= + =
Reemplazando los esfuerzos equivalentes en la ec. 5.79 se tiene:
n
1
393
78 , 107
76 , 136
95 , 53
= +
! //// 5 , 1 ok n =
5.6.1.3.2. Eje de entrada/salida (E2)
Se da este nombre en vista que este eje de la masa esta
sometido a flexin y torsin pero de menos magnitud, que realiza un solo
trabajo ya sea a la entrada o a la salida para lo cual se utilizan las
consideraciones para esfuerzos combinados siendo el caso ms crtico a la
salida.
1. Cargas
Como este eje est sometido a cargas axiales y de torsin se
procede a analizar en los planos XY y XZ mostradas en la Fig. 29 y 30
respectivamente.
Figura 27. Cargas actuantes en el eje secundario en el plano XY
Siendo:
y
C
F : Es la fuerza resultante de las actuantes en el punto
C igual a P1=9,24 KN en el plano XY en la direccin y.
y
G
F : Es la fuerza necesaria para la compresin de la caa igual
a P2= 9,75 KN en el plano XY.
1
W : Es la fuerza distribuida que acta en el punto G y es igual
a 1,99 KN/m en el plano XY.
Figura 28. Cargas actuantes en el eje secundario en el plano XZ
Siendo:
z
C
F : Es la fuerza resultante de las actuantes en la direccin Z
en el punto C igual a P1=6,62 KN.
z
G
F : Es la fuerza resultante de las actuantes en la direccin Z
en el punto G igual a P2=6,75 KN.
2. Anlisis de fuerzas y momentos
Para el esquema planteado, se hace el mismo anlisis en el
plano X-Y y X-Z, usando 0 = M ; 0 =
y
F y 0 =
x
F .
Las reacciones en los apoyos y son:
KN R
KN R
z
A
y
A
05 , 12
28 , 17
=
=
y
KN R
KN R
z
B
y
B
32 , 1
31 , 2
=
=
a)
b)
Los momentos mximos se dan cuando x=0,155 m., como puede verse en la Fig.
29 .Para el eje X como el eje Y se tiene:
KNm M
xy
09 , 1 =
KNm M
xz
78 , 0 =
KNm M 34 , 1
max
=
3. Diseo esttico
Las caractersticas analizadas en el eje principal son de
mucha importancia para la determinacin del eje requerido ya que por
Figura 29. Diagrama de Fuerzas Cortantes y Momentos en los planos
a) xy b) xz
algunos factores como esttica, costos, presentacin etc, se utiliza el
mismo eje diseado anteriormente con un dimetro de 2 y el mismo
material, pero haciendo la verificacin de que no falle, teniendo la
representacin de las cargas en la Fig. 29
De donde se tiene:
max
M : Momento flector mximo 1,34KNm;
T: Momento torsor en el punto crtico con carga 1,185KNm.
Reemplazando numricamente los respectivos valores, obtenemos un factor de
seguridad:
n= 5,85 //// OK.
4. Diseo dinmico
Se utiliza las mismas ecuaciones vistas anteriormente porque
existen las mismas consideraciones de flexin alternante y torsin
continua.
Siendo:
max
M : Momento mximo tanto en X-Y como en X-Z, sus valores son
1,09KNm y 0,78KNm respectivamente.
x
: Esfuerzos normales iguales a -43,38 MPa
y
: Esfuerzos normales iguales a 31,08 MPa
xy
: Esfuerzo cortante con un valor de 23,57 MPa
Los cuales se representan en el crculo de Mohor en la Fig. 30
Figura 30. Representacin de los esfuerzos principales para el eje
entrada/salida
Las componentes horizontales segn la Ec. 5.68, 5.69 y 5.70 son:
MPa 22 , 37 = ; y
MPa 15 , 6 ' =
36 , 75 2 = ; y 68 , 37 = sentido antihorario.
Reemplazamos los valores respectivos en las Ecs. 5.71 y 5.72:
; 58 , 61
1
MPa =
; 87 , 12
2
MPa =
; 0
3
=
; 36 , 24
1
MPa = y . 36 , 24
2
MPa =
Siendo:
;
1 max
= y
3 min
=
2
3 1
max
= = 30,79 MPa
Ahora de la Ec. 5.73 y 5.74 se tiene los esfuerzos medio y alternante.
; 79 , 30 MPa
m
= y ; 79 , 30 MPa
a
=
Y finalmente los esfuerzos equivalentes.
MPa
a
eq
79 , 30 =
MPa
m
eq
58 , 61 =
! //// 6 , 2 ok n =
5.6.1.3.3. Eje templador (E3)
Se dio este nombre porque su funcin es nicamente reducir la
velocidad para las condiciones apropiadas del diseo.
1. Caractersticas del material
Para obtener la resistencia adecuada en cuanto a las cargas
actuantes en este eje se selecciona un Acero AISI 1020 que tiene las
siguientes caractersticas indicadas anteriormente con:
Resistencia a la fluencia Sy igual a 393 MPa ; 56 Kpsi.
Resistencia a la tensin Sut igual a 469 MPa ; 67 KPsi.
Figura 31. Esquema del eje Templador
2. Cargas
Las cargas se distribuyen solo en el eje X las cuales son
debidas a la transmisin por los engranajes. Ver la Fig. 32
Figura 32. Cargas actuantes en el eje templador
Para determinar las tensiones en la polea se utiliza el siguiente grfico,
de la transmisin por bandas.
Figura 33. Esquema de las Fuerzas de Tensin en la polea mayor
Donde:
2
148
90 = = 16
Ta = 0.15 Tb (5.82)
El torque producido por el engranaje 3 es:
3
2
*
3
3 3
D
Wt = (5.83)
Nm 79 . 142
3
=
Haciendo sumatoria de torques en la polea:
0 =
0 ) (
3
= r Tb Ta (5.84)
De donde:
Ta=686N ; Tb=102.9N
3. Anlisis de fuerzas y momentos
De igual manera que en el anlisis anterior se obtiene las
reacciones y momentos para este eje. Ver la Fig 34.
N R
N R
Y
B
Y
A
3 . 678
05 . 1015
=
=
y
N R
N R
Z
B
Z
A
31 . 415
71 . 1173
=
=
a)
b)
Figura 34. Diagrama de Fuerzas Cortante y Momentos Flectores en a) el
plano X-Y. b) el plano X-Z
Los momentos mximos se dan cuando x=0,095 m., como se muestra en la
Fig.34 de donde se tiene:
Nm M
xy
2 . 9 =
Nm M
xz
6 . 43 =
Nm M 56 . 44
max
=
4. Diseo esttico
Para este caso se da un factor de seguridad para encontrar el
dimetro.
Siendo:
max
M : Momento flexor mximo = 44.56 Nm;
T : Momento torsor en el punto crtico con carga 142.78 Nm.
d : dimetro del eje = 19 mm.
Reemplazando en la Ec. 5.65 los respectivos valores, se obtiene:
75 , 1 = n ////Ok
5. Diseo dinmico
Para determinar el dimetro adecuado para esfuerzos dinmicos
se utiliza la siguiente frmula:
3
1
2
1
max
32
=
y e
S
T
S
M n
d
(5.85)
Para determinar el lmite de resistencia del material empleamos la ec.
5.86
Donde:
ut e
S S 29 . 0
,
= (Torsin) (5.86)
89 , 0 =
b
K
g
K =1 por otros factores de manera que se tiene:
MPa S
e
67 . 66 =
De acuerdo a la Ec. 5.85 se determina el dimetro:
3
1
2
1
2
2
max
) 8 . 1 ( 32
=
y e
S
T
S
M
d
d=0.024m
d=24.07mm
5.6.1.3.4. Eje reductor (E4)
Las condiciones de movimiento de acuerdo a la transmisin
realizada, permite hacer parte del mecanismo a este eje para satisfacer el
movimiento a los rodillos.
1. Caractersticas del material
El material en mencin es el mismo acero usado para el eje
templador AISI (1020).
Resistencia a la fluencia Sy igual a 393 MPa ; 56 Kpsi.
Resistencia a la tensin Sut igual a 469 MPa ; 67 KPsi.
2. Cargas
En este eje existen las siguientes cargas como se muestra en
la fig. 35:
Figura 35. Cargas actuantes en el eje reductor
3. Anlisis de fuerzas y momentos
Las reacciones en los apoyos son:
N R y N R
B A
4 . 9038 84 . 2396 = =
Figura 36. Diagrama de Fuerzas cortantes y Momentos Flectores
El momento mximo es cuando x=0,125 m., como puede verse en la Fig. 36. De
donde se obtiene:
Nm M 1 . 332
max
=
4. Diseo esttico
De igual manera que los ejes analizados es importante tener en
cuenta que se puede disear un eje escalonado Ver Fig. 37 para permitir la
buena operacin de la mquina.
Figura 37. Esquema del eje reductor
Si:
max
M : Momento flexor mximo 332.1 Nm;
T : Momento torsor en el punto crtico con carga 713.1 Nm.
d : 33mm
n : factor de seguridad igual a 1.8
De acuerdo a la Ec. 5.65 se tiene:
7 , 1 = n ////Ok
5. Diseo dinmico
Para obtener el dimetro adecuado se encuentra los
coeficientes de lmite a la fatiga que son los mismos del eje reductor.
MPa S
e
67 . 66 =
De la Ec. 5.85 se determina el dimetro:
d=0.0041 m
d=41.2 mm
5.6.1.4. Diseo de los soportes para las masas
1. Caractersticas del material
Con el propsito de tener una duracin aceptable de estos
elementos se utiliza bronces en los soportes de manera que acten como
material de sacrificio por el rozamiento producido por el contacto de los
ejes y los bronces.
5.6.1.5. Diseo y seleccin de rodamientos
1. Tipos de cargas
Debido a las caractersticas de este diseo, solamente existen
cargas radiales ya que en ningn momento se ha encontrado cargas de tipo
axial.
Considerando que ste anlisis requiere de una gran cantidad de espacio,
se sugiere plantear las ecuaciones que sean necesarias y sus valores sean
tabulados, presentando una mejor visin de clculo, ya que no hay
variantes en cada uno de los ejes.
2. Cargas radiales
Estas cargas estn determinadas por las reacciones de cada uno
de los ejes, se tomar las de mayor valor, por cuanto requiere de mrgenes
de seguridad apropiados a las condiciones del diseo, estas cargas se
presentarn en la tabla XII.
3. Anlisis dinmico [48]
El comportamiento de un rodamiento, est determinado por la
carga dinmica equivalente P, la misma que se evaluar por la siguiente
ecuacin:
Fa Y Fr X P * * + = (5.87)
Donde:
X: Factor radial igual a 1
Y: Factor de empuje igual a 0
Fr: Carga radial aplicada
Fa: Carga de empuje igual a 0
Por tanto:
Fr P =
La carga dinmica C, se determina con la Ec. 5.88.
n
L
f
f
P C * = (5.88)
Otros parmetros importantes son: el factor de velocidad
n
f
y el factor
de vida
L
f
. Este factor depende del tipo de aplicacin. Conociendo los
parmetros anteriores, se puede evaluar la carga dinmica C:
Plano
xz
Plano
xy
E3 0,415 1,173 1,244 3,5 0,481 25 9,054 FAG SG16205
E4 9,038 0 9,038 3,5 0,822 41 38,483 FAG SG56212,207
diametro
del eje
(mm)
Capacidad
de carga
(KN)
Tipo de
rodamiento Eje
C.Radial(KN)
C. radial
equivalente
(KN)
Factor
de vida
fl
Factor de
velocidad
fn
TABLA XII: SELECCIN DE LOS RODAMIENTOS PARA LA TRANSMISIN
El tipo de rodamiento seleccionado es tipo chumacera: Unidad SG con
soporte de fundicin gris [49]
5.6.1.6. Diseo y seleccin de chavetas
1. Caractersticas del material
El material apropiado para elementos de acoples como cuas
chavetas es el acero AISI 1010 con la siguiente caracterstica:
Resistencia mxima a la tensin [50] Sy = a 47Kpsi 324MPa
2. Fuerzas en la chaveta
Para evaluar la resistencia de la chaveta se deben considerar
los siguientes puntos:
Se debe considerar el espesor de la chaveta de del dimetro
del eje
Las fuerzas se distribuyen de manera uniforme, aunque no se
cumple porque la realidad es que en un extremo es mayor que el
otro.
3. Diseo de las chavetas
Para el nmero de ejes que incluye este diseo, es necesario
plantear las siguientes ecuaciones y los parmetros principales con la
finalidad de evaluar:
Se considera como primer parmetro el dimetro en mencin D.
Luego una vez conocido el torque se procede a determinar la fuerza a la
que va estar expuesta la chaveta, para ello se utiliza la siguiente
frmula [51]
F=T/r (5.89)
Donde:
T : Momento torsor ejercido por el engranaje en Nm.
F : Fuerza actuante en la chaveta en N.
r : Radio del eje = D/2 m
La seccin de la chaveta es:
t=D/4
La longitud de la chaveta se determina asignando un factor de seguridad
relativamente apropiado a las condiciones y para ello utilizaremos la
siguiente Ec. 5.91, que define la mitad de la chaveta la que estar
sometida al aplastamiento:
L=2nF/tSy (5.90)
La falla por corte originar un esfuerzo:
l t
F
.
= (5.91)
Donde:
n : Factor de seguridad igual a 2.8
TABLA XIII: RESULTADOS DE LAS DIMENSIONES DE LAS CHAVETAS
De la tabla anterior se utiliza la longitud ms pequea ya que esta es la
mas crtica.
5.6.1.7. Diseo y seleccin de Pernos
1. Pernos de chumaceras
Del catlogo que fueron seleccionas las chumaceras, recomienda
un tipo de tornillos de sujecin que se detalla a continuacin:
Eje Principal
63,5 1510 47559,1 16 393 27 24
Eje
Secundario
63,5 753 23716,5 16 393 14 12
Eje Templador 41 239802 11698 10 393 10 9
Eje Reductor 19 111128 11698 5 393 23 20
Denominacin
Dimetro
(mm)
Torsin
(Nm)
Fuerza
(N)
Seccin
t(mm)
Aplast
L(mm)
Corte
L(mm)
Sy
(Mpa)
Eje Perno
E3 M 12
E4 M 16
TABLA XIV: PERNOS DE LAS CHUMACERAS
2. Pernos de los castillos (Vrgenes)
Para disear los pernos se debe utilizar la mayor fuerza que
ejercen los ejes de las masa sobre los soportes, sta es F = 15.03 KN.
Figura 38. Esquema del montaje de los pernos en los soportes
Figura 39. Representacin esquemtica de las cargas
Donde Ra y Rb, son las fuerzas para disear los pernos,
N Ra
Fy
Rb Ra
M
1530 2
0
0
=
=
=
=
N Ra 7515 =
Debido a que la caa se moler de forma intermitente, es decir en cierto
momento realizar la fuerza indicada, pero en otro momento (hasta colocar
la siguiente caa) trabajar en vaco, se debe disear a fatiga.
Figura 40. Fluctuacin de los esfuerzos
1 = +
Su
m
Se
a
(5.92)
min) max (
* 2
F F
N At
nc
At
Fi
m + + = (5.93)
min) max (
* 2
F F
N At
nc
a = (5.94)
Donde:
Fi : Fuerza de apriete
At : Seccin circular del perno en el dimetro primitivo
c : Constante elstica de la junta
F max : Fuerza mxima que acta en el perno
F min : Fuerza mnima que acta en el perno = 0
N : Nmero de pernos
n : Factor de seguridad
Para obtener un dimetro tentativo de los pernos se asume los siguientes
datos:
C = 0.5
n = 2
Fi = 0,75 Sp*At (5.95)
Perno SAE 4 [52]
Sut = 115 kpsi = 793.5 N/mm2
Sp = 65 kpsi = 448.5 N/mm2
Sy = 100 kpsi = 690 N/mm2
) ( 45 , 0
*
1
*
traccin Sut Se
Se
kf
kc Se
=
=
(5.96)
) % 90 ( 897 . 0 dad confiabili de kc = [53]
3 = kf [54]
2
/ 76 . 106 mm N Se =
Reemplazando todos los datos en la ecuacin 5.92, se obtiene el valor de
la seccin del perno, donde:
At = 68.41 mm2
Se aproxima a 84.63 mm2 (d=12 mm) [55]
Con un perno M12x25 (At = 84.63 mm2), se encuentra un factor de seguridad
adecuado con el siguiente clculo:
a) Clculo de constante elstica (c)
Lb
Eb Ab
kb
*
= (5.97)
Donde:
kb : Constante elstica del perno
Ab : rea de esfuerzo de tensin = 84.63mm2
Lb : Longitud del perno = 12 mm
E : Mdulo de Young del material (acero)
kb = 698004 N/mm
Para calcular Km se utiliza la Ec. 5.98[56]:
( )
( )
+
+
=
A B L
B A L
tg d E
km
b
ln
30 * * *
(5.98)
Donde:
km : Constante elstica del material
db : Dimetro del perno
L : e*Tg 30 = 6.928 mm
A : 0.5 db = 6 mm
B : 2.5 db = 30 mm
km1 = 8047459.51 N/mm (Para la placa)
km2 = 8047459.51 N/mm (Para el soporte)
Debido a que los materiales se encuentran en una posicin en serie, la
frmula para determinar la constante elstica equivalente de stos, es la
siguiente:
2 1
1 1 1
km km km
+ = (5.99)
Donde:
km = 4023729.78 N/mm
Con los resultados de la constante elstica del perno y de los materiales,
se calcula con Ec. 5.100:
147 . 0 =
+
=
c
kb km
kb
c
(5.100)
b) Clculo de esfuerzos:
min) max (
* 2
F F
N At
nc
At
Fi
m + + = (5.101)
min) max (
* 2
F F
N At
nc
a = (5.102)
Donde se encuentra el factor de seguridad, para lo cual se reemplazan
todos los datos ya conocidos en la Ec. 5.92, y se obtiene:
n = 8.22///OK
5.6.2. Transmisin necesaria para la molienda mediante animales.
Para este tipo de transmisin no se necesita de muchos elementos
intermedios ya que esta se transmite directamente de los animales a la
mquina con una velocidad promedio de 5rpm.
Cabe recalcar que esta es una transmisin sencilla con relacin a la antes
mencionada por su operacin con la diferencia que la produccin en esas
condiciones ser menor, pero la seguridad de que los elementos no fallen
ser mayor.
Haciendo uso del diseo anterior se comprueba que con este tipo de
transmisin los elementos no fallarn debido a que no estn expuestos a
muchas cargas como en el caso anterior tanto en el plano X-Y como en el
plano X-Z y se necesita de una potencia de 2HP.
De acuerdo al anlisis de cargas en el eje vertical se selecciona una
chumacera con un rodamiento de bolas de una Hilera tipo FAG 61813.
5.6.2.1. Diseo del eje superior de la masa (E1)
Este es el eje que va estar sometido al mayor nmero de cargas
debido a que se mueve conjuntamente con el engranaje para transmitir el
movimiento a los otros dos engranajes a ms de las fuerzas ejercidas por
las masas en la compresin de la caa, para el cual se realiza la
verificacin del eje diseado anteriormente.
1. Cargas
El eje del rodillo est sometido a cargas distribuidas de
Aplastamiento y por los momentos torsores de rechazo que ejerce la materia
prima al rodillo de acuerdo a la carga transmitida mediante los engranajes
cnicos siendo esta KN F W
t
D t
97 , 18 = = ;
La fuerza radial y axial son:
KN F
F F
r
D
t
D
r
D
88 , 4
cos tan
=
=
KN F
sen F F
ax
t
D ax
88 , 4
tan
=
=
De manera similar a la primera transmisin se hace el anlisis para los
planos en los cuales actan las fuerzas.
En el plano xy se tiene:
Figura 41. Cargas actuantes en el eje en el plano XY
Siendo:
t
M : Momento torsor igual a 2,265KN.m;
y
C
F : Fuerza en el plano X-Y que acta en el punto C con P1=5,68KN
y
G
F : Fuerza ejercida en G para compactar la caa en el plano X-Y
con P2=15,84 KN.
r
D
F : Fuerza radial ejercida por el engranaje cnico en el plano X-Y
con P3=4,88 KN.
1
W : Carga distribuida generada por la masa en el plano X-Y igual a
1,99 KN/m.
1
M : Momento ejercido por la
ax
F en el plano X-Y igual a 0,683KN.m;
En el plano xz se tiene:
Figura 42. Cargas actuantes en el eje en el plano XZ
Siendo:
z
C
F : Fuerza en el plano X-Z que acta en el punto C con P1=16,46KN
z
G
F : Fuerza resultante en G en el plano X-Z con P2=2,10 KN.
2. Anlisis de fuerzas, momentos y flecha
De acuerdo al esquema planteado en los distintos planos se
tiene:
5 4 3 2
1 ) 6 5 4 3 2 ( ) 3 2 (
1
Z Z Z Z
Z F M Z Z Z Z Z F Z Z F
R
y
C
r
D
y
RG y
B
+ + +
+ + + + + +
= (5.103)
5 4 3 2
6 ) 5 4 3 2 1 ( ) 5 4 (
1
Z Z Z Z
Z F M Z Z Z Z Z F Z Z F
R
r
D
y
C
y
RG y
A
+ + +
+ + + + + + +
= (5.104)
5 4 3 2
1 ) 6 5 4 3 2 ( ) 3 2 (
Z Z Z Z
Z F Z Z Z Z Z F Z Z F
R
z
C
t
D
z
G z
B
+ + +
+ + + + + +
= (5.105)
5 4 3 2
6 ) 5 4 3 2 1 ( ) 5 4 (
Z Z Z Z
Z F Z Z Z Z Z F Z Z F
R
t
D
z
C
z
G z
A
+ + +
+ + + + + +
= (5.106)
De las ecuaciones anteriores se tiene las reacciones en A y B
KN R
KN R
z
B
y
B
30 , 21
18 , 11
=
=
y
KN R
KN R
z
A
y
A
22 , 16
82 , 15
=
=
a)
b)
Figura 43. Diagrama de fuerzas cortantes y de Momento Flectores en:
a) el plano X-Y. b) el plano X-Z
Se determina la deflexin del eje, como se dijo anteriormente en el tramo
ms crtico con las siguientes consideraciones:
para X= 0,155m se tiene:
Para X=0,155 0 ; 0 = y y
15 , 21 ) 155 , 0 (
6
5680
) 155 , 0 (
3
= = +
o x o x
EI y EI
Para X=0,535 0 ; 0 = y y
4 3 3 3
) 035 , 0 (
24
1990
) 190 , 0 (
6
15840
) 380 , 0 (
6
15820
) 498 , 0 (
6
5680
535 , 0 + = +
o x o x
EI y EI
68 , 9 535 , 0 = +
o x o x
EI y EI
De las ecuaciones anteriores se tiene el resultado siguiente:
2
13 , 81 Nm EI
o x
=
3
72 , 33 Nm y EI
o x
=
Ahora se calcula la flecha mediante la Ec. 5.56 en el punto crtico cuando
x=0,345m
3
4 3 3
17 , 39
) 155 , 0 (
24
1990
) 19 , 0 (
6
15820
) 308 , 0 (
6
5680
) 13 , 81 ( 345 , 0 72 , 33
Nm y EI
y EI
x
x
=
+ + =
mm m 02 , 0 00002 , 0 =
Comparando con la norma AISIC, que tolera un valor de A/L = 1/360
comparando dicho valor tenemos:
127 , 0 02 , 0 OK/////
Los momentos se consideran en el punto ms crtico G como puede verse en
la Fig.43
KNm M
xy
59 , 0 =
KNm M
xz
42 , 2 =
Se calcula el momento resultante para este sistema siendo:
KNm M 429 , 2
max
=
3. Diseo esttico
Como el eje esta sometido a flexin y torsin se utiliza la
Ec. 5.65. Sabiendo que:
T: Momento torsor en el punto crtico 2,26KNm.
n= 3,16 //// OK.
4. Diseo dinmico
Un eje de transmisin, sometido a cargas por flexin
alternante y torsin contina se procede a las mismas ecuaciones empleadas
antes.
De acuerdo a la Ec. 5.66 se tiene:
x
: Esfuerzos normales iguales a 2,33 MPa
z
: Esfuerzos normales iguales a 96,61 MPa
xz
: Esfuerzo cortante con un valor de 45,04 MPa
Para determinar con exactitud analizaremos, por crculo de Mohr, ver Fig.
44
Figura 44. Representacin esquemtica del crculo de Mohor
Al reemplazar las Ec 5.68 y 5.69 tenemos:
MPa 47 , 49 = ; y MPa 14 , 47 ' =
El ngulo formado por los esfuerzos es:
=
'
tan 2
xz
Arc
Una vez reemplazado los valores obtenemos:
$
70 , 43 2 = ; y 85 , 21 = Sentido antihorario
Los esfuerzos normales y cortantes principales son de acuerdo a las Ec
5.63 y 5.64
; 67 , 114
1
MPa =
; 73 , 15
2
MPa =
; 0
3
=
; 20 , 65
1
MPa = y . 20 , 65
2
MPa =
Siendo:
;
1 max
= y
3 min
=
2
3 1
max
= = 57,34 MPa
Ahora se procede a determinar los esfuerzos medio y alternante, con las
frmulas que se hicieron anteriormente por las Ec. 5.73 y 5.74 Siendo:
; 34 , 57 MPa
m
= y MPa
a
34 , 57 =
El lmite de resistencia se evala de varias formas, pero vamos a optar
por la Ec. 5.103, planteada a continuacin:
ut e
s S 5 , 0 ' = (5.103)
MPa S
e
5 , 234 ' =
Ahora reemplazaremos la Ec. 5.103 y se obtiene la siguiente respuesta:
MPa x x x x x S
e
393 9 , 10 1 897 , 0 80 , 0 9 , 0 =
MPa S
e
76 , 136 =
Tambin determinaremos los esfuerzos equivalentes de acuerdo a las Ec.
5.80 y 5.81:
MPa
a
eq
34 , 57 =
MPa
m
eq
68 , 114 =
Reemplazando en la ec. 5.79 se tiene:
! //// 4 , 1 ok n =
5.6.2.2. Diseo del eje de entrada/salida (E2)
Se da este nombre en vista que este eje del rodillo esta
sometido a cargas sumamente menores con relacin a las del eje principal
pero con la misma caracterstica de flexin alternante y torsin continua.
1. Cargas
Como ya se dijo anteriormente este eje est sometido a una
carga distribuida de Aplastamiento, fuerzas de reaccin ejercidas por los
apoyos y por el momento torsor de rechazo que ejerce la materia prima al
rodillo.
En el plano xy se tiene:
Figura 45. Cargas actuantes en el eje secundario en el plano XY
Siendo:
t
M : Momento torsor igual a 1,132 KN.m;
y
C
F : Fuerza en el plano X-Y que acta en el punto C con P1=5,99KN
y
G
F : Fuerza ejercida en G para compactar la caa en el plano X-Y
con P2= 9,75 KN.
1
W : Carga distribuida generada por la masa en el plano X-Y igual a
1,99 KN/m.
En el plano xz se tiene:
Figura 46. Cargas actuantes en el eje secundario en el plano XZ
Siendo:
z
C
F : Fuerza en el plano X-Z que acta en el punto C con P1=4,12N
z
G
F : Fuerza resultante en G resultado de la compresin de la caa
en el plano X-Z CON P2= 6,75 KN.
2. Anlisis de fuerzas, momentos y flecha
De acuerdo al esquema planteado en los distintos planos se
tiene:
5 4 3 2
1 ) 6 5 4 3 2 ( ) 3 2 (
1
Z Z Z Z
Z F M Z Z Z Z Z F Z Z F
R
y
C
r
D
y
RG y
B
+ + +
+ + + + + +
= (5.104)
5 4 3 2
6 ) 5 4 3 2 1 ( ) 5 4 (
1
Z Z Z Z
Z F M Z Z Z Z Z F Z Z F
R
r
D
y
C
y
RG y
A
+ + +
+ + + + + + +
= (5.105)
5 4 3 2
1 ) 6 5 4 3 2 ( ) 3 2 (
Z Z Z Z
Z F Z Z Z Z Z F Z Z F
R
z
C
t
D
z
G z
B
+ + +
+ + + + + +
= (5.106)
5 4 3 2
6 ) 5 4 3 2 1 ( ) 5 4 (
Z Z Z Z
Z F Z Z Z Z Z F Z Z F
R
t
D
z
C
z
G z
A
+ + +
+ + + + + +
= (5.107)
De las ecuaciones anteriores se tiene las reacciones en A y B
KN R
KN R
z
B
y
B
10 , 2
31 , 3
=
=
y
KN R
KN R
z
A
y
A
78 , 8
02 , 13
=
=
a)
b)
Los momentos se consideran en el punto ms crtico G como puede verse en
la Fig.47
KNm M
xy
707 , 0 =
KNm M
xz
48 , 0 =
Se calcula el momento resultante para este sistema siendo:
KNm M 85 , 0
max
=
3. Diseo esttico
Como el eje esta sometido a flexin y torsin se utiliza la
Ec. 65
Sabiendo que:
T: Momento torsor en el punto crtico 1,176KNm.
n= 4,9 //// OK.
4. Diseo dinmico
Para un eje de transmisin, sometido a cargas por flexin
alternante y torsin contina se procede a su clculo con las mismas
ecuaciones empleadas antes.
Figura 47. Diagrama de fuerzas cortantes y de Momento Flectores en
a) plano X-Y b) plano X-Z
x
: Esfuerzos normales iguales a 28,12 MPa
z
: Esfuerzos normales iguales a 19,36 MPa
Para torsin se utilizar la Ec. 5.72
xz
: Esfuerzo cortante con un valor de 22,52 MPa
Para determinar con exactitud se utiliza el crculo de Mohr ver Fig. 48
Figura 48. Representacin esquemtica del crculo de Mohor
Al reemplazar las Ec 5.68 y 5.69 tenemos:
MPa 74 , 23 = ; y MPa 08 , 4 ' =
El ngulo formado por los esfuerzos es:
=
'
tan 2
xz
Arc
Una vez reemplazado los valores obtenemos:
$
99 , 78 2 = ; y 49 , 39 = Sentido antihorario
Los esfuerzos normales y cortantes principales son de acuerdo a las Ec
5.71 y 5.72
; 69 , 46
1
MPa =
; 8 , 0
2
MPa =
; 0
3
=
; 94 , 22
1
MPa = y
. 94 , 22
2
MPa =
Siendo:
;
1 max
= y
3 min
=
2
3 1
max
= =23,34 MPa
Ahora se procede a determinar los esfuerzos medio y alternante, con las
frmulas que se hicieron anteriormente por las Ec. 5.73 y 5.74
Siendo:
; 34 , 23 MPa
m
= y MPa
a
34 , 23 =
El lmite de resistencia se evala de varias formas, pero vamos a optar
por la Ec. 5.108, planteada a continuacin:
ut e
s S 5 , 0 ' = (5.108)
MPa S
e
5 , 234 ' =
Ahora se reemplaza la Ec. 5.75 y se obtiene el siguiente valor:
MPa x x x x x S
e
393 9 , 10 1 897 , 0 80 , 0 9 , 0 =
MPa S
e
76 , 136 =
Tambin se determina los esfuerzos equivalentes de las ecs. 5.80 y 5.81
respectivamente de manera que se obtiene los siguientes resultados:
MPa
a
eq
34 , 23 =
MPa
m
eq
68 , 46 =
Obteniendo de acuerdo a la ec. 5.79 el coeficiente de seguridad que es
igual a:
! //// 45 , 3 ok n =
Tomando algunas consideraciones especificas como presentacin, esttica,
disponibilidad del material, costo, etc. Se utiliza el eje que tiene las
mismas caractersticas de los empleados en las masas siendo este eje
vertical de 63,5mm de dimetro y de 1,2m de largo.
CAPITULO VI
CONSTRUCCIN, MONTAJE Y COSTOS
6.1. Definicin
Es una operacin que nos permite plasmar el diseo una vez
terminado el mismo, mediante planos los cuales son fundamentales para la
construccin, con la utilizacin de mquinas y herramientas necesarias
para dar forma a las distintas partes de la mquina a construir de acuerdo
a los distintos procesos.
Denominacin Designacin Cantidad Material
Cilindro superior (Varn) P1 1 Acero
Cilindro de entrada/salida P2 2 Acero
Eje Reductor P3 1 Acero
Eje Templador P4 1 Acero
Engranajes cnicos P5 2 Hierro fundido
Engranajes rectos posteriores P6 3 Hierro fundido
Engranajes rectos transmicin P7 4 Hierro fundido
Mesa de la bancada P8 1 Hierro dulce
Castillos (vrgenes) P9 2 Hierro dulce
Soportes de las masas P10 12 Hierro dulce
Placa de ajuste P11 6 Acero
Poleas P12 2 Aluminio
Conductor de la caa P13 1 Hierro dulce
Bagacera (peineta) P14 1 Hierro dulce
Sernidera P15 1 Hierro dulce
Brazo superior P16 1 Hierro dulce
Covertor de engranajes P17 1 Hierro dulce
Capibote P18 1 Hierro fundido
Eje del capibote P19 1 Acero
Bocn P20 1 Acero
TA
BLA XV: CARACTERISTICAS DE LOS ELEMENTOS MECANIZADOS
6.2. Construccin
Es el proceso de maquinado de las partes constitutivas de la
mquina, siendo en este caso clasificadas en dos grupos:
Herramientas y accesorios TABLA XVI
Mquinas Herramientas TABLA XVII
Designacin Herramientas y Accesorios
Equipo de trazado
H1 Flexmetro
H2 Rayador
H3 Escuadra
H4 Comps
H5 Calibrador
H6 Mesa de trabajo
Equipo de corte
H7 Arco de sierra
H8 Taladro manual
H9 Brocas
H10 Fresa
H11 Cuchillas de torno
H12 Machuelos
Equipo acabado
H13 Esmeril
H14 Lijas
H15 Limas
H16 Pulidora
Equipo de pintura
H17 Soplete
H18 Compresor
TABLA XVI. HERRAMIENTAS Y ACCESORIOS
Designacin Mquinas o Equipos Caracactersticas
Dist. Entre puntos 2000 mm
Volteo 300 mm.
Potencia 6 HP.
Velocids. 50-1200 rpm
Universal, cabezal divisor
Potencia 5 HP
Velocids. 100-960 rpm
Carrera mxima 500 mm
Potencia 3 HP
Carreras 16-128 n/min
Potencia 0,4 kw.
Velocidad 7.000 rpm
Potencia 3kw
Carreras 20-60 n/min
Potencia: 3 kw
Velocidad 30 - 2000 rpm
Accionado por bandas
Amp DC -110
AC -220
Suelda y corte
Gas propano
oxgeno 500 psi
Accionado con aire comprimido
Potencia 3 Hp
MH5
MH4
S1
MH1
MH2
MH3
S2
MH6
S3
S4
TORNO
FRESADORA
LIMADORA
PULIDORA
COMPRESOR
PLASMA
SIERRA ELECTRICA
TALADRO PEDESTAL
SOLDADORA ELECTRICA
OXICORTE
TABLA XVII. MAQUINAS HERRAMIENTAS
6.2.1. Operaciones tecnolgicas
Son aquellas operaciones desarrolladas en el transcurso de
diversas actividades mecnicas continuas, con el fin de dar la forma y el
tamao adecuado para que este elemento realice la funcin diseada, para
la cual se ha visto conveniente numerar cada uno de los procesos a los
cuales debern estar sometidos cada una de las partes constitutivas de la
mquina. Ver la Tabla XVIII
Item Operacin
1 Trazado y corte mecnico
2 Trazado y corte oxiacetilnico
3 Torneado: centrado, refrentado, cilindrado
4 Fresado Y chaveteros
5 Taladrado
6 Roscado manual
7 Cepillado y chaveteros
8 Soldadura
9 Doblado
10 Amolado
11 Moldeo
12 Fundicin
13 Masillado y lijado
TABLA XVIII. OPERACIONES TECNOLGICAS
En los siguientes cursogramas, se representan las operaciones tecnolgicas
que se siguen en las diferentes etapas de la construccin del molino. Las
operaciones de construccin no tienen un orden de seguimiento estricto, se
ejecutan de acuerdo a la necesidad de avance requerida. El tiempo empleado
se indica en horas y se encuentra a la izquierda de cada operacin. Para
una mayor comprensin de los cursogramas a continuacin se detalla la
nomenclatura utilizada en la elaboracin de los mismos.
Simbologa Significado
Operacin Tecnolgica
Traslado o transporte
Inspeccin
Espera
Pintura
Almacenamiento
P
P1, P2 MASA PRINCIPAL Y
SECUNDARIA
1
0.3
11
1.0
0.083
12
0.5
3
1.0
2
4
0.5
MONTAJE
7
0.25
1
0.3
4
0.416
0.083
MONTAJE
3
0.41
P3, P4 EJE REDUCTOR Y
TEMPLADOR
P9 CASTILLO
8
3.0
1
1.25
10
0.75
0.083
5
0.5
13
1.0
1.0
0.5
MONTAJE
6
1.0
P
P8 MESA DE LA BANCADABANCADA
2
1.0
10
0.3
8
1.0
10
0.3
0.083
0.5
MONTAJE
P
P11 PLACA DE AJUSTE
2
0.5
8
0.16
0.083
10
0.25
0.3
0.25
MONTAJE
10
0.25
P
P10 SOPORTES
1
0.6
10
0.5
0.083
8
0.25
0.5
MONTAJE
2
0.75
P
P12 POLEAS
3
0.33
MONTAJE
7
0.33
0.083
P13 CONDUCTOR DE LA CAA
2
1.0
10
0.25
1.0
8
1.25
5
0.5
0.083
0.5
MONTAJE
P
P14 PEINETA
2
0.25
10
0.25
0.75
8
0.5
0.083
0.5
MONTAJE
P
0.25
P15 SERNIDERA
1
0.5
9
0.25
5
1.25
0.083
0.5
MONTAJE
P
P16 BRAZO SUPERIOR
2
1.5
10
0.5
8
0.5
0.083
0.5
MONTAJE
P
10
0.5
P17 COVERTOR ENGRANAJES
1
0.5
10
0.25
6
0.5
0.083
9
0.5
0.25
MONTAJE
P
P18 CAPIBOTE
11
1.5
12
0.25
1.0
10
0.5
0.25
MONTAJE
P
P19 EJE CAPIBOTE
1
0.5
3
0.5
MONTAJE
P20 BOCIN
1
0.15
3
1.0
MONTAJE
10
1.0
6.2.2. Tiempo empleado de las mquinas, equipos y herramientas en la
construccin.
En la tabla XIX se detallan los tiempos de utilizacin de las
mquinas, equipos y herramientas y mano de obra, necesarias para la
construccin del trapiche.
MH1 MH2 MH3 MH4 MH5 MH6 S1 S2 S3 S4 H
P1 1 2 0,5 0,25 0,2 1,68 4,63
P2 2 2 0,5 0,25 0,2 1,68 9,27
P3 1 0,41 0,42 0,2 0,18 1,21
P4 1 0,41 0,42 0,2 0,18 1,21
P5 2 0,25 1 0,16 11,10 25,02
P6 3 0,25 0,5 0,16 5,08 17,98
P7 4 0,25 0,5 0,16 5,08 23,97
P8 1 0,6 1 0,75 0,5 0,33 3,18
P9 2 0,75 1 0,5 3 0,5 2,33 16,17
P10 8 0,5 0,4 0,5 0,5 0,53 19,46
P11 6 0,5 0,16 0,35 0,25 0,23 8,96
P12 2 0,33 0,33 0,08 1,49
P13 1 1 0,5 1,25 0,75 0,5 0,33 4,33
P14 1 0,75 0,5 0,15 0,5 0,18 2,08
P15 1 0,35 1,25 0,5 0,48 2,58
P16 1 1 0,5 1,2 0,5 0,38 3,58
P17 1 0,25 0,4 0,25 1,10 2,00
P18 1 0,5 0,25 1,75 2,50
P19 1 0,5 1 0,4 0,10 2,00
P20 1 1 0,1 0,05 1,15
TOT. MOTOR 8,98 2,34 3,16 15,85 7,05 2,75 13,71 6,85 0,9 5,87 54,72 122,18
TOT ANIM. 8 1,5 2 15,85 6,882 2,75 13,71 6,85 0,9 5,8 57,91 122,15
TOTAL
(HORAS) Pieza Can
TIEMPO (HORAS)
TABLA XIX. TIEMPO EMPLEADO EN LAS MAQUINAS, EQUIPOS Y HERRAMIENTAS
6.2.3. Montaje
Una vez que los elementos mecnicos han sido construidos en base
a los diseos realizados y a los procedimientos tecnolgicos planteados,
as como los elementos seleccionados hayan sido adquiridos, se procede a
las operaciones de ensamblado de las partes, para formar el conjunto de
los mecanismos que se halla constituido el trapiche. El trapiche est
constituido de una bancada donde se asientan las vrgenes (castillos) que
sirven de base para que giren los tambores que aplastan la caa. La
transmisin de la potencia necesaria para mover el molino puede estar
realizada por un motor o por animales haciendo un cambio en sus
mecanismos, es decir puede trabajar con el sistema de engranajes cnicos
(para ser movido por animales) o con un juego de engranajes rectos (para
trabajar con un motor) que reducirn la velocidad.
6.2.3.1. Operaciones Tecnolgicas.
En el montaje de cada uno de los elementos de la mquina, se
realizaron las siguientes operaciones tecnolgicas que se detallan en las
siguientes tablas.
No. OPERACIN
M1 Montaje de la bancada en los cimientos
M2 Montaje de los castillos en la bancada
M3 Montaje de la guia de la caa
M4 Montaje de los soportes de las masas en los castillos
M5 Montaje de las masas
M6 Montaje del bastidor superior
M7 Montaje de las bridas reguladoras
M8 Montaje de los engranajes posteriores
M9 Montaje de chavetas
M10 Montaje de la proteccin de los engranajes posteriores
M11 Montaje de la tolva
M12 Montaje de la bagacera
TABLA XX: OPERACIONES TECNOLOGICAS EN EL MONTAJE BASICO
No. OPERACIN
M13 Montaje de las chumaceras en los castillos
M14 Montaje del engranaje cnico en la masa principal
M15 Montaje del otro engranaje cnico en el eje del capibote
M16 Montaje del anterior en las chumaceras
M17 Montaje de las chavetas de los engranejes cnicos
M18 Montaje del capibote
TABLA XXI: OPERACIONES TECNOLOGICAS EN EL MONTAJE DEL TRAPICHE
PARA SER MOVIDO POR ANIMALES
No. OPERACIN
M13 Montaje de la base del motor en la bancada
M14 Montaje de las chumaceras
M15 Montaje de los engranajes y chavetas en los ejes
M16 Montaje de engranaje 6 en la masa principal
M17 Montaje de los ejes en las chumaceras
M18 Montaje de la polea en el eje y este en la base
M19 Montaje del motor sobre su base gua
M20 Montaje de las bandas
TABLA XXII: OPERACIONES TECNOLOGICAS EN EL MONTAJE DEL TRAPICHE PARA
SER MOVIDO POR UN MOTOR
6.2.3.2. Cursograma de montaje de la mquina.
MONTAJE
M
2
0.2
M
0.5
0.2
M
0.5
0.2
M
0.2
0.0
M
0.2
0.0
M
0.3
0.1
M
0.3
0.0
A
M
0.5
0.0
M
0.0
0.0
M
0.2
0.0
M
0.5
0.0
M
0.3
0.5
B
A
En el siguiente cursograma se detallan las operaciones tecnolgicas que se
utilizarn para el montaje de un trapiche movido por animales.
B
M
0.5
0.5
M
0.2
0.0
M
0.2
0.0
M
0.2
0.0
M
0.0
0.0
M
0.0
1.0
En el siguiente cursograma se detallan las operaciones tecnolgicas que se
utilizarn para el montaje de un trapiche movido por un motor.
M
1.0
0.2
M
0.5
0.2
M
1.0
0.2
M
0.5
0.2
M
0.2
0.0
M
0.5
0.0
M
0.5
0.5
C
M
0.2
1.0
B
C
6.2.3.3. Tiempo empleado en el montaje.
El tiempo total empleado en la construccin y montaje de los
elementos y accesorios de mquina es:
Tt = Tc + Tm (6.1)
Donde:
Tt : Tiempo total
Tc : Tiempo empleado en la construccin
Tm : Tiempo empleado en el montaje
Los resultados se resumen en la siguiente tabla:
Tc Tm Tt
Motor 122,17 14,73 136,9
Animales 122,15 10,72 132,87
TABLA XXIII: TIEMPO TOTAL UTILIZADO PARA LA CONSTRUCCIN
6.3. Costos
El costo total de la mquina se clasifica en costos directos y
costos indirectos.
6.3.1. Costos directos
6.3.1.1 Costo de materiales (Cm)
Las tablas XXIV y XXV, muestran los costos de cada uno de los
materiales empleados en la mquina, as como los costos de los elementos
que han sido seleccionados y comprados.
La primera columna indica la cantidad de cada uno de los elementos, la
segunda el tipo de material, la tercera indica la unidad en que se puede
adquirir el material, la cuarta el costo unitario y la ltima indica el
costo total. Se detallan a continuacin dos tablas donde constan los
costos de materiales necesarios para la construccin de un trapiche ya sea
movido por un motor o movido por animales.
Cant. Material Unidad Costo Unitario Costo Total
3,3 UPN 80x4 m 5,73 18,91
0,48 Plancha de acero e = 3mm m
2
36,92 17,73
1,5 Plancha de acero e = 5mm m
2
64,26 96,39
10 Platina 2x1/4 in m 2,35 23,50
1,35 Acero AISI 1020 d=2,5in m 68,00 91,80
3 Fundicin de masas 80,00 240,00
3 Fundicin de engranajes posteriores 40,00 120,00
0,3 Bronce fosfrico 300,00 90,00
0,25 Acero de transmicin d = 1in m 18,00 4,50
20 Pernos M12x50 0,35 7,00
0,8 Eje roscado M12 3,60 2,88
20 Arandelas planas 0,05 1,00
3 Pintura anticorrosiva lt 3,00 9,00
2 Thiner lt 1,00 2,00
0,3 Acero de transmicin d = 3/4 in m 3,20 0,96
0,3 Acero de transmicin d = 1 1/2 in m 8,20 2,46
2 Chumacera de pared 3/4 in 3,20 6,40
2 Chumacera de pared 1 1/2 in 8,20 16,40
4 Fundicin engranajes de transmicin 40,00 160,00
1 Motor a diesel 5Hp 340,80 340,80
1 Polea doble acanalada d = 3 in 3,00 3,00
1 Polea doble acanalada d = 20 in 45,00 45,00
2 Banda en "V" 3VX 100 in 15,00 30,00
TOTAl 1329,73
Materiales necesarios para la construccin de un trapiche movido por un motor
TABLA XXIV. COSTO DE MATERIALES UTILIZADOS PARA LA CONSTRUCCUIN DE UN
TRAPICHE MOVIDO POR MOTOR
Cant. Material Unidad Costo Unitario Costo Total
3,3 UPN 80x4 m 5,73 18,91
0,48 Plancha de acero e = 3mm m
2
36,92 17,73
1,5 Plancha de acero e = 5mm m
2
64,26 96,39
10 Platina 2x1/4 in m 2,35 23,50
2,35 Acero AISI 1020 d=2,5in m 68,00 159,80
3 Fundicin de masas 80,00 240,00
3 Fundicin de engranajes posteriores 40,00 120,00
0,3 Bronce fosfrico 300,00 90,00
0,25 Acero de transmicin d = 1in m 18,00 4,50
20 Pernos M12x50 0,35 7,00
0,8 Eje roscado M12 3,60 2,88
20 Arandelas planas 0,05 1,00
3 Pintura anticorrosiva lt 3,00 9,00
2 Thiner lt 1,00 2,00
2 Fundicin engranajes conicos m 10 75,00 150,00
2 Chumacera de pared d = 2,5 in 42,00 84,00
1 Fundicin Capibote 30,00 30,00
TOTAl 1056,71
Materiales necesarios para la construccin de un trapiche movido por un motor
TABLA XXV.COSTO DE MATERIALES UTILIZADOS PARA LA CONSTRUCCIN DE UN
TRAPICHE MOVIDO POR ANIMALES
6.3.1.2 Costo de mano de obra (CMO)
Para determinar este valor se multiplica el nmero de horas que
emplea un obrero en realizar sta mquina detallada en la tabla XVII, por
el valor de una hora de trabajo obtenida del tcnico.
Horas costo ($/h) costo total ($)
Motor 54,72 1,56 85,50
Animales 57,91 1,56 90,48
TABLA XXVI: COSTO DE MANO DE OBRA
6.3.1.3 Costo de equipos (CE)
Para determinar el costo de equipos se multiplica el nmero de
horas utilizadas en cada mquina especificada en la tabla XVII y el costo
de utilizacin por ellas, detallada en la siguiente tabla:
MH1 TORNO 7 62,86 56,00
MH2 FRESADORA 7 16,38 10,50
MH3 LIMADORA 6 18,96 12,00
MH4 PULIDORA 2 31,80 31,80
MH5 SIERRA ELECTRICA 2,5 17,63 17,20
MH6 TALADRO PEDESTAL 2 5,50 5,50
S1 SOLD. ELECTRICA 8 109,60 109,60
S2 OXICORTE 8 54,80 54,80
S3 PLASMA 8 7,20 7,20
S4 COMPRESOR 5 29,35 29,00
TOTAL 354,08 333,60
DESIGNACIN
COSTO TOTAL
($)(motor)
COSTO TOTAL
($)(animales)
COSTO
($/H) MAQUINA O EQUIPO
TABLA XXVII. COSTO DE EQUIPOS
6.3.1.4 Costo transporte
Este valor es aproximadamente $50, representa la movilizacin del
equipo desde el lugar de construccin (Sto. Domingo) hasta el lugar de
operacin de la mquina (Pallatanga)
6.3.2. Costos indirectos
6.3.2.1. Costo ingenieril
Este valor es el costo de montaje de la mquina que se calcula
con la siguiente frmula 6.2.
C
m
= nmero de horas en el montaje*costo del operario($/hora) (6.2)
6.3.2.2. Costo utilidad
Normalmente este valor representa de 20 a 30% del costo de la
mquina, pero por tratarse de una tesis de grado, este no se lo tom en
cuenta.
6.3.3. Resumen de costos
En la siguiente tabla se detallan los costos para la
construccin de un trapiche movido por animales y por motor.
Tipo Material Mano de obra Equipos Transporte Ingenieril Total
Animales 1056,71 90,48 333,60 50,00 73,60 1604,39
Motor 1329,73 85,50 354,08 50,00 53,65 1872,96
TABLA XXVIII. RESUMEN DE COSTOS
CAPITULO VII
INSTALACIN, OPERACIN, MANTENIMIENTO Y PRUEBAS.
Este captulo trata de la instalacin, operacin y mantenimiento
que debe realizarse para obtener del molino un ptimo rendimiento y larga
durabilidad.
7.1. Instalacin
La mquina se asentar sobre una base de hormign por medio de
pernos guas empotrados en la base, adems se colocarn tablones de
madera, para absorber la vibracin y aumentar su vida til. Sobre estos
van las vrgenes que son las partes donde descansan los ejes de las masas
para la molienda.
El motor de combustin interna (diesel), ser instalado alineado al eje
principal en la base regulable.
7.2. Operacin
Antes de poner en funcionamiento la mquina deben efectuarse las
siguientes observaciones:
Verificar que todos los pernos estn bien ajustados
Verificar la alineacin de las poleas
Comprobara la tensin correcta de las bandas
Antes de realizar la primera molienda la mquina debe estar en
funcionamiento, durante un tiempo que permita su correcto
asentamiento
7.3. Mantenimiento
El molino tiene que permanecer debidamente lubricado para evitar
el desgaste excesivo de sus componentes, consumir menos potencia y alargar
su vida til. Es recomendable que los engranajes estn protegidos del
medio ambiente con una cubierta metlica que permita a la vez permanecer
lubricados. Despus de la molienda hay que lavar el equipo y baar con
lechada de cal las superficies que han tenido contacto con las caas, para
evitar el fermento.
7.3.1. Mantenimiento general.
Verificar que los pernos guas se encuentren en buenas condiciones
para evitar vibraciones.
Limpiar el polvo acumulado en el recipiente de aceite de los
engranajes.
Controlar el desgaste de las masas
Verificar que las chumaceras se encuentren correctamente alineadas.
Se debe tomar mayor atencin al desgaste de los elementos como engranajes,
masa y ejes, ya que esto depende del tiempo entre cada periodo de
reparacin y mantenimiento. Se recomienda los primeros periodos
realizarlos en perodos cortos, para poder realizar un registro adecuado
del estado de la mquina. Posteriormente se recomienda que la periodicidad
del mantenimiento sea:
Preventivo: cada dos meses y 6 meses
Correctivo: cada 2 aos aproximadamente, dependiendo de la produccin de
caa.
SE RECOMIENDA EL SIGUIENTE PROCEDIMIENTO DE MANTENIMIENTO:
Elemento Lubric. Recomendado Aplicacin Frecuencia de Lub. Vida
FAG SG16205 Aceite SAE 140 Manual Mensual 5000 horas
FAG SG56212 Aceite SAE 140 Manual Mensual 5000 horas
FAG 61813 Aceite SAE 140 Manual Mensual 8000 horas
Soportes Aceite SAE 60 Manual Mensual 3000 horas
Engranajes Grasa de alta densidad Manual Semanal
Masas Grasa de alimentos Manual Diaria
TABLA XXIX: CUADRO DE MANTENIMIENTO DE LA MQUINA
7.4. Pruebas
Antes de realizar las pruebas es necesario realizar ciertas
verificaciones del montaje de los elementos del trapiche movido por
animales, para garantizar que la misma tenga un funcionamiento normal.
7.4.1. Verificacin del montaje de los elementos
Previo a proceder a la verificacin del montaje de los elementos,
se debe poner en marcha por lo menos 10 a 15 minutos.
7.4.2. Pruebas en vaco
En este tipo de prueba se deduce, si el ajuste de los elementos
es el correcto, donde no debe existir una friccin excesiva.
Adems se debe revisar la regulacin de la peineta para evitar la
obstruccin de la caa en esa zona.
7.4.3. Caudal de jugo obtenido.
Para obtenerlo se procedi de la siguiente manera:
Se coloc un recipiente para medir el volumen de jugo que se obtiene.
Se ingres una a una la caa de azcar POJ-3878 a la mquina, cosechada el
mismo da previamente lavadas adecuadamente.
Se procedi a medir la cantidad de jugo que se obtiene en 75 seg.
Para obtener el caudal se utiliz la siguiente frmula:
t
V
Q = (7.1)
Donde:
Q : Caudal de jugo obtenido (1.9 lt)
V : Volumen de jugo medido en el recipiente
t : Tiempo transcurrido en la prueba (75 seg)
min / 52 . 1 lt Q =
Adems, se puede calcular la velocidad con que gira el molino movido por
animales, para tener una referencia si se requiere cambiar el mecanismo de
transmisin de fuerza, es decir por un motor.
t
= (7.2)
rpm 6 . 5 =
CAPITULO VIII
CONCLUSIONES Y RECOMENDACIONES.
8.1. Conclusiones:
Esta es una mquina con poca dificultad de construccin, ya que se
dispone en el mercado los materiales y en el taller de equipos
necesarios de manera que resulta fcil y el costo es bajo.
Durante la elaboracin de la presente tesis de grado, se logr
aplicar los conocimientos impartidos durante la carrera de una forma
prctica.
Para un mejor funcionamiento es necesario que la mquina est
calibrada de acuerdo a los parmetros de diseo.
La mquina es de fcil mantenimiento, por su construccin y el
acople de sus elementos, ya que se puede montar y desmontar
fcilmente y favorece para la revisin y mantenimiento peridico
Los altos valores del factor de seguridad en el diseo de ciertas
piezas, se les ha considerado normal y factibles; debido a que es
una mquina que esta sujeta a diversos esfuerzos de manera conjunta
ya sea por la utilizacin de diversos tipos de caa o por la mala
operabilidad del usuario.
Esta mquina est diseada para que extraiga el jugo de la caa de
azcar, y pueda operar normalmente con cualquier transmisin
referidas en esta tesis de acuerdo a la disponibilidad de fuente de
energa ya que se ha desarrollado exclusivamente para una zona
marginal, en el rea rural de Pallatanga.
Los valores del anlisis de resultados, utilizando la transmisin
necesaria para ser movida por animales, se comprob que es una
mquina eficiente ya que produce 1,52 litros de jugo de caa por
minuto, solo con alimentacin de una caa a la vez, lo cual es muy
beneficioso para elaborar la panela.
8.2. Recomendaciones
El operario no debera sobrepasar el nmero de 3 caas recomendado
en el proceso de la molienda para garantizar una mayor durabilidad
de los elementos que constituyen esta mquina.
Toda persona antes de operar la mquina debe primero consultar como
es su funcionamiento ya que una mala regulacin de la Bagacera
(peineta) o de las masas puede producir atascamientos de la caa.
Al final de cada faena de trabajo se deber limpiar adecuadamente
los elementos que estn directamente en contacto con el jugo para
evitar la corrosin. Adems se debe lubricar los elementos de
transmisin que estn en friccin.
El diseo de sta mquina puede orientar para el diseo y
construccin de otras mquinas similares.
TRANSMISIN POR MEDIO DE UN MOTOR
TRANSMISIN POR MEDIO DE ANIMALES
BIBLIOGRAFA
1. AYALDE, G. V. Manual de Asistencia Tcnica de la Caa de Azcar.
Palmira-Colombia: Centro de Investigaciones Agropecuarias,
1973
2. SEDO F.L. Manual de Produccin de Dulce. Bucaramanga-Colombia:
Consejo Nacional de Produccin, 2000
3. DEPARTAMENTO DE OBRAS DE REFERENCIA. Lexus Diccionario
Enciclopdico Color. Espaa: Trbol, 1998
4. CABRERA, F. Diseo y Construccin de un Molino de Martillos de
Grano y Picadora de Pasto. Riobamba, 1997 (Tesis)
5. PERRY, J. Manual del Ingeniero Qumico. 3ra.ed. Mxico:
McGraw-Hill 1974
6. FAUCOHNIER, R. Tcnicas Agrcolas y Producciones Tropicales
7. HUGOT, E. Manual del Ingeniero Azucarero, Mxico: Continental,
1962
8. BARANOV, G. G. Curso de Teora de Mecanismos y Mquinas, Mosc:
Mir, 1979
9. SHIGLEY, E. J. Diseo en Ingeniera Mecnica. 4ta.ed. Mxico:
McGraw-Hill, 1996
10. MOTT, R. Diseo de Elementos de Mquinas. 2da.ed. Mxico:
Prentice Hall, 1995
11. NORTON, R. Diseo de Mquinas. Mxico: Prentice Hall, 1999
12. FAG K. G. Programa Standard FAG. Alemania
13. INSTITUTO ECUATORIANO DE NORMALIZACIN (INEN). Cdigos de Dibujo
Mecnico. Quito: 1981
14. STRANEO, S. L. El Dibujo Tcnico Mecnico. Barcelona: Mantener y
Limn, 1969
REFERENCIAS
1. DEPARTAMENTO DE OBRAS DE REFERENCIA. Lexus diccionario
Enciclopdico Color. Espaa: Trbol, 1998 pp 913
2. AYALDE, G. V. Manual de Asistencia Tcnica de la Caa de
Azcar.Palmira-Colombia: Centro de investigaciones agropecuarias,
1973 pp 29
3. SEDO F.L. Manual de Produccin de Dulce. Bucaramanga-Colombia:
Consejo Nacional de Produccin, 2000 pp 24
4. CABRERA, F. Diseo y Construccin de un Molino de Martillos de
Grano y Picadora de Pasto. Riobamba, 1997 pp 25
5. AYALDE, G. V. Manual de Asistencia Tcnica de la Caa de
Azcar.Palmira-Colombia: Centro de investigaciones agropecuarias,
1973 pp 90
6. PERRY, J. Manual del Ingeniero Qumico, Mxico Tomo II 1974
pp 1738
7. PERRY, J. Manual del Ingeniero Qumico, Mxico Tomo II 1974
pp 1748
8. PERRY, J. Manual del Ingeniero Qumico, Mxico Tomo II 1974
pp 1748
9. PERRY, J. Manual del Ingeniero Qumico, Mxico Tomo II 1974
pp 1773
10. FAUCOHNIER, R. Tcnicas Agrcolas y Producciones Tropicales pp 336
11. PERRY, J. Manual del Ingeniero Qumico, Mxico Tomo II 1974
pp 1648
12. INSTITUTO COLOMBIANO AGROPECUARIO Manual de Asistencia Tcnica-
Caa de azcar. p,p 137
13. HUGOT, E. Manual del Ingeniero Azucarero, Mxico: Continental,
1962 p.p 151
14. HUGOT, E. Manual del Ingeniero Azucarero, Mxico: Continental,
1962 p.p 160
15. FAUCOHNIER, R. Tcnicas Agrcolas y Producciones Tropicales pp
365
16. HUGOT, E. Manual del Ingeniero Azucarero, Mxico: Continental,
1962 p.p 154
17. HUGOT, E. Manual del Ingeniero Azucarero, Mxico: Continental,
1962 p.p 222
18. HUGOT, E. Manual del Ingeniero Azucarero, Mxico: Continental,
1962 p.p 185-190
19. HUGOT, E. Manual del Ingeniero Azucarero, Mxico: Continental,
1962 p.p 188
20. HUGOT, E. Manual del Ingeniero Azucarero, Mxico: Continental,
1962 p.p 128
21. HUGOT, E. Manual del Ingeniero Azucarero, Mxico: Continental,
1962 p.p 189
22. HUGOT, E. Manual del Ingeniero Azucarero, Mxico: Continental,
1962 pp 190
23. HUGOT, E. Manual del Ingeniero Azucarero, Mxico: Continental,
1962 pp 190
24. BARANOV, G. G. Curso de Teora de Mecanismos y Mquinas, Mosc:
Mir, 1979 pp 372
25. HUGOT, E. Manual del Ingeniero Azucarero, Mxico: Continental,
1962 p.p 141
26. SHIGLEY, E. J. Diseo en Ingeniera Mecnica, Mxico: McGraw-
Hill 4ta.ed. 1996, p.p 74
27. MOTT, R. Diseo de Elementos de Mquinas. Mxico: Prentice Hall
Hispanoamericana. 2da.ed. 1995 p,p 393
28. MOTT, R. Diseo de Elementos de Mquinas. Mxico: Prentice Hall
Hispanoamericana. 2da.ed. 1995 p,p 532
29. MOTT, R. Diseo de Elementos de Mquinas. Mxico: Prentice Hall
Hispanoamericana. 2da.ed. 1995 p,p 536
30. MOTT, R. Diseo de Elementos de Mquinas. Mxico: Prentice Hall
Hispanoamericana. 2da.ed. 1995 p,p 545
31. MOTT, R. Diseo de Elementos de Mquinas. Mxico: Prentice Hall
Hispanoamericana. 2da.ed. 1995 p,p 542
32. MOTT, R. Diseo de Elementos de Mquinas. Mxico: Prentice Hall
Hispanoamericana. 2da.ed. 1995 p,p 546
33. MOTT, R. Diseo de Elementos de Mquinas. Mxico: Prentice Hall
Hispanoamericana. 2da.ed. 1995 p,p 382
34. MOTT, R. Diseo de Elementos de Mquinas. Mxico: Prentice Hall
Hispanoamericana. 2da.ed. 1995 pp 392
35. MOTT, R. Diseo de Elementos de Mquinas. Mxico: Prentice Hall
Hispanoamericana. 2da.ed. 1995 pp 414
36. MOTT, R. Diseo de Elementos de Mquinas. Mxico: Prentice Hall
Hispanoamericana. 2da.ed. 1995 APENDICE 3
PROPIEDADES DE LOS ACEROS AL CARBN Y CON ALEACIONES
37. MOTT, R. Diseo de Elementos de Mquinas. Mxico: Prentice Hall
Hispanoamericana. 2da.ed. 1995 p,p 430
38. MOTT, R. Diseo de Elementos de Mquinas. Mxico: Prentice Hall
Hispanoamericana. 2da.ed. 1995 p,p 435
39. MOTT, R. Diseo de Elementos de Mquinas. Mxico: Prentice Hall
Hispanoamericana. 2da.ed. 1995 APENDICE 3
PROPIEDADES DE LOS ACEROS AL CARBN Y CON ALEACIONES
40. NORTON, R. Diseo de Mquinas. Mxico: Prentice Hall, 1999
p,p 998
41. SHIGLEY, E. J. Diseo en Ingeniera Mecnica, Mxico: McGraw-
Hill 4ta.ed. 1996 p,p 571
42. SHIGLEY, E. J. Diseo en Ingeniera Mecnica, Mxico: McGraw-
Hill 4ta.ed. 1996 p,p 313
43. SHIGLEY, E. J. Diseo en Ingeniera Mecnica, Mxico: McGraw-
Hill 4ta.ed. 1996 p,p 319
44. SHIGLEY, E. J. Diseo en Ingeniera Mecnica, Mxico: McGraw-
Hill 4ta.ed. 1996 p,p 321
45. SHIGLEY, E. J. Diseo en Ingeniera Mecnica, Mxico: McGraw-
Hill 4ta.ed. 1996 p,p 322
46. SHIGLEY, E. J. Diseo en Ingeniera Mecnica, Mxico: McGraw-
Hill 4ta.ed. 1996 p,p 326
47. SHIGLEY, E. J. Diseo en Ingeniera Mecnica, Mxico: McGraw-
Hill 4ta.ed. 1996 p,p 355
48. FAG K. G. Programa Standard FAG. Alemania pp 6
49. FAG K. G. Programa Standard FAG. Alemania pp 494
50. NORTON, R. Diseo de Mquinas. Mxico: Prentice Hall, 1999
p,p 998
51. SHIGLEY, E. J. Diseo en Ingeniera Mecnica, Mxico: McGraw-
Hill 4ta.ed. 1996 p,p 424
52. SHIGLEY, E. J. Diseo en Ingeniera Mecnica, Mxico: McGraw-
Hill 4ta.ed. 1996 p,p 403
53. SHIGLEY, E. J. Diseo en Ingeniera Mecnica, Mxico: McGraw-
Hill 4ta.ed. 1996 p,p 319
54. SHIGLEY, E. J. Diseo en Ingeniera Mecnica, Mxico: McGraw-
Hill 4ta.ed. 1996 p,p 319
55. SHIGLEY, E. J. Diseo en Ingeniera Mecnica, Mxico: McGraw-
Hill 4ta.ed. 1996 p,p 382
56. SHIGLEY, E. J. Diseo en Ingeniera Mecnica, Mxico: McGraw-
Hill 4ta.ed. 1996 p,p 582
APENDICES
APENDICE 1: CAA P.O.J. 28-78
Padres: P.O.J. 23-64 x E.K. 28
Origen: Java
Hbito: Erecto inclinado
Altura: Alta
Copa: amplia
Macollamiento: Amplio
Paja: escasa
Tipo hoja: abiertas
TALLO
Dimetro: medio
Longitud: corta
Forma: cilndrica
Color: amarillo verdoso
Deshoje: bueno
Pelusa: abundante
YEMA:
Tamao: pequeo
Forma: Orbicular
Posicin: No sentada, toca el
anillo
Poro germintivo: Apical
Anchura: Mediana
Prominencia: Mediana
LIGULA
Anchura: mediana
Canal de yema: no
Rajaduras de corteza: no
Anillo de crecimiento: ancho
Anillo ceroso: Ancho
Zona de races: Ancha
Parches corchosos: No
Cerosita: Mediana
CARACTERES AGRONMICOS
Adaptacin: Se adapta a casi todos
los suelos; susceptible al mal
drenaje y a la acidez
Germinacin: Muy buena
Vigor: vigorosa
Maduracin: tarda
Floracin: Mediana y tarda
Calidad: Alta
Tonelaje: 183,8 ton/Ha-ao
Pisoteo: resistente
Plagas: tolerante al barrenador
Enfermedades: Susceptible a la
raya clortica y raquitismo,
moderadamente susceptible al
Porkkah-boeng y macha de anillo.
I
- 2 -
APENDICE 2: DATOS SOBRE LAS CARACTERSTICAS DE OPERACIN DEL
TRITURADOR BLAKE DE MANDBULA DE VAIVN.
II
Tamao de
abertura de
recepcin del
triturador (in)
Velocidad
aprox.
(rpm)
Potencia
necesaria
(HP)
Capacidad a la
graduacin
especificada
(ton/h)
Ajuste
(in)
7 x 10 275 7 7 10 2.5
10 x 24 275 15 25 30 2.5
14 x 24 275 25 45 55 4
18 x 36 250 40 70 90 5
150 - 175 5
180 210 7
190 230 6
240 270 8
230 270 6
280 320 8
400 475 6
525 600 8
200 125 150
24 x 36 200 75
48 x 60 175 175 - 200
30 x 42 200 100
36 x 48
- 3 -
APENDICE 3: CARACTERSTICAS DE OPERACIN DE LOS TRITURADORES DE
CONOS
iii
Hp rpm 0.25 0.375 0.5 0.625 0.75 0.875 1 1.25 1.5 2 2.5
485 300 11 - 18,125 7 620 500 400 370
365 430 450
1050 1000 750
200 235 275 320 5,5 7,75 - 14,5 200 485
485 200 7,5 - 12,25 5 145
160
250 230 200 175
220 250
300 275
140 150 190 175 100 125 4,5 5,75 11,25 150 485
485 100 5,625 - 9,75 4 100 80 60 170 150 135 120
90
185 180
70 75 80 85 35 40 55 3 4,125 - 7,5 60 580
50 60 30 35 40 45
Tama-
o (ft)
Abertura de la
alimentacin,
lado abierto
(in)
Capacidades, ton/h, al ajuste de descarga indicado, (in)
2 2,75 - 4 30 575 15 20 25
iii
Nordberg Industrial
- 4 -
APENDICE 4: DATOS DE OPERACIN PARA TRITURADORAS DE RODILLO SENCILLO
2 4 6 8 Hp
20 x 18 12 70 100 20
20 x 30 14 95 140 190 25
24 x 24 16 80 125 175 25
24 x 48 16 200 270 330 360 40
36 x 36 18 200 270 330 360 50
36 x 66 20 380 520 360 730 100
Velocidad del rodillo, 1200 rpm
Tamao de la
trituradora
(in)
Tamao aproximado
de la alimentacin
(in)
Capacidad aproximada (ton/h) para
apertura de descarga (in)
- 5 -
APENDICE 5: COEFICIENTE RELATIVO A LOS PARMETROS DE PREPARACIN
C,DE ACUERDO A LA CANTIDAD DE JUEGOS DE CUCHILLAS O AL TIPO DE
TRITURADORA.
Condicin c
Para un juego de cuchillas 1.10 1.20
Para dos juegos de cuchillas 1.15 1.25
Para desmenuzadora Searby 1.10
Para desmenuzadora Maxwell 1.05
Sin cuchillas 1
- 6 -
APNDICE 6
MAGNITUDES APROXIMADAS DE LOS COEFICIENTES DE ROZAMIENTO
MATERIALES En seco Lubricados
Acero por acero 0.13 0.09
Acero por bronce 0.10 0.09
Hierro por hierro colado o
bronce
0.17 0.07
Hierro colado por madera 0.3 0.34
Cuero por hierro colado 0.26
Cuero por roble 0.3 0.5
Acero por hielo 0.014
- 7 -
APENDICE 7: FACTOR DE SERVICIO
Par nominal
Par alto o
no uniforme
Uniforme 1 a 1,2 1,1 a 1,3
Con choque ligero 1,1 a 1,3 1,2 a 1,4
Con choque medio 1,2 a 1,4 1,4 a 1,6
Con choque pesado 1,3 a 1,5 1,5 a 1,8
Fuente de Potencia
Maquinaria
impulsada
- 8 -
APENDICE 8: DATOS DE PLACA DEL MOTOR NECESARIO PARA LA TRANSMISIN:
SERIE: F300456PJ-5
POTENCIA: 5HP (3.73 KW)
RPM : 2000
- 9 -
APENDICE 9 FACTORES DE SERVICIO PARA BANDAS EN V
Tipo de mquina que es
impulsada <6 h / dia 6 - 15 h / dia >15 h /dia
ventiladores, bombas
centrfugas 1,1 1,2 1,3
Generadores,
herramientas para
mquina 1,2 1,3 1,4
Elevadores de baldes,
molinos,
transportadores 1,4 1,5 1,6
Trituradoras 1,5 1,6 1,8
Tipo de impulsor
- 10 -
APENDICE 10: SELECCIN PARA BANDAS EN V.
- 11 -
APENDICE 11: ESPECIFICACIN DE POTENCIA: BANDAS 3V
- 12 -
APENDICE 12: FACTOR DE CORRECCIN DEL NGULO DE EVOLVENTE
- 13 -
APENDICE 13: MDULOS O COEFICIENTES ESTANDAR [Robert mott, Diseo de
elementos de mquinas, segunda edicin pp 386]
Mdulo Equivalente Pd estndar mas cercano
(mm) Pd (dientes/pulgada)
0,3 84,667 80
0,4 63,5 64
0,5 50,8 48
0,8 31,75 32
1 25,4 24
1,25 20,32 20
1,5 16,933 16
2 12,7 12
2,5 10,16 10
3 8,466 8
4 6,35 6
5 5,08 5
6 4,233 4
8 3,175 3
10 2,54 2,5
12 2,117 2
16 1,587 1,5
20 1,27 1,25
25 1,016 1
- 14 -
APENDICE 14: POTENCIA VERSUS VELOCIDAD DE PIN EN FUNCIN DE SU
MDULO
- 15 -
APENDICE 15: FACTOR DE FORMA J
- 16 -
APENDICE 16: FACTORES DE APLICACIN SUGERIDOS, Ka
Uniforme
Choque
ligero
Choque
moderado
Choque
pesado
Uniforme 1 1,25 1,5 1,75
Choque ligero 1,2 1,4 1,75 2,25
Choque moderado 1,3 1,7 2 2,75
Maquina que es impulsada
Fuente de poder
- 17 -
APENDICE 17: FACTORES DE TAMAO Ks
Paso diametral
Pd
Modulo
m
Factor de
tamao. Ks
> 5 <5 1
4 6 1,05
3 8 1,15
2 12 1,25
1,25 20 1,4
- 18 -
APENDICE 18 FACTOR DE DISTRIBUCIN DE CARGA K
m
y C
m
in F
P
F
d
2
12
=
=
75 . 0 / = D F
- 19 -
APENDICE 19: FACTOR DE ESPESOR DE CORONA K
B
86 . 0
79 . 5
5
=
=
= =
B
B
R
t
B
m
m
b
a
t
h
m
- 20 -
APENDICE 20: FACTOR DE DINMICA K
V
- 21 -
APENDICE 21 COEFICIENTE ELSTICO C
P
Acero
Hierro
Maleable
Hierro
nodular
Hierro
fundido
Bronce con
aluminio
Bronce con
estao
Acero 30 * 10^6 2300 2180 2160 2100 1950 1900
Hierro Maleable 25 * 10^6 2180 2090 2070 2020 1900 1850
Hierro nodular 24 * 10^6 2160 2070 2050 2000 1880 1830
Hierro fundido 22 * 10^6 2100 2020 2000 1960 1850 1800
Bronce con aluminio 17,5 * 10^6 1950 1900 1880 1850 1750 1700
Bronce con estao 16 * 10^6 1900 1850 1830 1800 1700 1650
Material para fabricar engranes
Material para el
pin
Mdulo de
elasticida
d, E
(lb/in^2)
También podría gustarte
- Microcentrales Hidroeléctricas con aplicación de máquinas reversiblesDe EverandMicrocentrales Hidroeléctricas con aplicación de máquinas reversiblesCalificación: 5 de 5 estrellas5/5 (1)
- Diseño y Calculo de Una Mezcladora de Arena para Fundición.Documento149 páginasDiseño y Calculo de Una Mezcladora de Arena para Fundición.boris mirandaAún no hay calificaciones
- Aspectos Constructivos de Las Instalaciones Eólicas OffshoreDocumento21 páginasAspectos Constructivos de Las Instalaciones Eólicas OffshoreSamuel González Brantuas67% (3)
- TESIS DE MOLEDORA DE GRANOS FINAL-ImprimirDocumento75 páginasTESIS DE MOLEDORA DE GRANOS FINAL-ImprimirRicardo Leonardo HerreraAún no hay calificaciones
- Desemcapsuladora de Sacha Inchi ProyectoDocumento86 páginasDesemcapsuladora de Sacha Inchi ProyectoMikey J. Tello ReyesAún no hay calificaciones
- DISEÑO DE UN TRAPICHE PANELERO CON TRACCION MOTOR (Reparado)Documento137 páginasDISEÑO DE UN TRAPICHE PANELERO CON TRACCION MOTOR (Reparado)josef2014ever0% (1)
- PDF Proyecto Lavadora de Zanahorias - CompressDocumento54 páginasPDF Proyecto Lavadora de Zanahorias - CompressRony MedinaAún no hay calificaciones
- DesgranadoraDocumento53 páginasDesgranadoraAstrild Pacherres Jimenez100% (1)
- Maquina Cilindradora-1Documento9 páginasMaquina Cilindradora-1Martin Salvador Cabrera Huanverdy100% (1)
- Manual Calculo y Diseño Trapiche PDFDocumento203 páginasManual Calculo y Diseño Trapiche PDFMario Cabrera GAún no hay calificaciones
- Plan de Mantenimiento en La Maestranza Immor Imd SRLDocumento20 páginasPlan de Mantenimiento en La Maestranza Immor Imd SRLBrayamDelgadoAún no hay calificaciones
- Diseño de Maquina para Elaboracion de TrapicheDocumento394 páginasDiseño de Maquina para Elaboracion de TrapicheDARLYN MANUEL BAYONA VILCHEZ100% (1)
- Planos - ElevadorDocumento18 páginasPlanos - ElevadorIsabela-19Aún no hay calificaciones
- Diseño de Una Maquina Lavadora de Yuca Semi AutomaticaDocumento12 páginasDiseño de Una Maquina Lavadora de Yuca Semi AutomaticaChristianAún no hay calificaciones
- Despalilladora Diseño PDFDocumento24 páginasDespalilladora Diseño PDFYúdeely Karina Caypa67% (3)
- Sistemas de de Arranque de Los Motores TrifasicosDocumento10 páginasSistemas de de Arranque de Los Motores TrifasicosKelynd Astete VerdeAún no hay calificaciones
- Informe de Investigación Mecatronica FINAL ACY 18-12-2018Documento108 páginasInforme de Investigación Mecatronica FINAL ACY 18-12-2018EdwinCordovaPazAún no hay calificaciones
- Perfil de Tesis - 1Documento13 páginasPerfil de Tesis - 1JhonnyAún no hay calificaciones
- Manual Instrucciones mc200 Trifasica - 0 PDFDocumento35 páginasManual Instrucciones mc200 Trifasica - 0 PDFLuis AlarconAún no hay calificaciones
- Análisis de Frecuencia de CigüeñalDocumento30 páginasAnálisis de Frecuencia de CigüeñalMacario CastilloAún no hay calificaciones
- Tronzadora Nueva PDFDocumento24 páginasTronzadora Nueva PDFisabellaAún no hay calificaciones
- Mantenimiento Preventivo Trabajo FinalDocumento19 páginasMantenimiento Preventivo Trabajo FinalELMERAún no hay calificaciones
- Sistemas Control InformeDocumento6 páginasSistemas Control InformeOmar GarridoAún no hay calificaciones
- Plan de Mantenimiento.Documento54 páginasPlan de Mantenimiento.Rossana RivasAún no hay calificaciones
- Practica de Campo 1 Upn. Introduccion A La Ingenieria Industrial - DesarrolloDocumento7 páginasPractica de Campo 1 Upn. Introduccion A La Ingenieria Industrial - DesarrolloLuis Montalvo HiroyasuAún no hay calificaciones
- Descomposición de Las Series de TiempoDocumento6 páginasDescomposición de Las Series de TiempoElenaRojasAún no hay calificaciones
- Gestion de Mantenimiento A La Empresa EMPACAR S.A.Documento119 páginasGestion de Mantenimiento A La Empresa EMPACAR S.A.Paul Valencia VasquezAún no hay calificaciones
- Auditoria BuenaDocumento40 páginasAuditoria BuenaAlextorres7725Aún no hay calificaciones
- ALMEIDA 2020 FinalDocumento12 páginasALMEIDA 2020 FinalAnonymous Uq56yDYAún no hay calificaciones
- Proyecto Diseño PDFDocumento37 páginasProyecto Diseño PDFLuis RamirezAún no hay calificaciones
- Potencia para Despalilladora de UvasDocumento6 páginasPotencia para Despalilladora de Uvasmauricio ayaviriAún no hay calificaciones
- TR1 de Mantenimiento IndustrialDocumento11 páginasTR1 de Mantenimiento Industrialveronica dominguezAún no hay calificaciones
- Manual Licuadoras Industriales lp12 lm12Documento9 páginasManual Licuadoras Industriales lp12 lm12ANA MARIA VARGAS100% (1)
- Diseño de Una Escarificadora de QuinuaDocumento7 páginasDiseño de Una Escarificadora de Quinuajorge11daAún no hay calificaciones
- Modelo de Proyecto de InnovaciónDocumento118 páginasModelo de Proyecto de Innovaciónwillyroddriguez43% (7)
- Diseño de MolinoDocumento105 páginasDiseño de MolinoChrisbell T'g100% (1)
- Manual Montaje Climaver - 2015Documento84 páginasManual Montaje Climaver - 2015L Miguel Gonzalez SanchezAún no hay calificaciones
- Mantenimiento Preventivo Motor TrifásicoDocumento5 páginasMantenimiento Preventivo Motor TrifásicoYamir AmayaAún no hay calificaciones
- Problemas RLC SerieDocumento1 páginaProblemas RLC Seriecarlospachas100% (1)
- Previo A La Obtención Del Título De: Tecnólogo en Mecánica IndustrialDocumento30 páginasPrevio A La Obtención Del Título De: Tecnólogo en Mecánica IndustrialAndres BluckkAún no hay calificaciones
- Didactic Katalog 02-03 EsDocumento269 páginasDidactic Katalog 02-03 EsJhon MartinezAún no hay calificaciones
- Dobladora de Perfiles Nargesa409Documento15 páginasDobladora de Perfiles Nargesa409man_chopper2525Aún no hay calificaciones
- Ejercicios Resueltos de ElectricidadDocumento11 páginasEjercicios Resueltos de ElectricidadJosé MiguelAún no hay calificaciones
- Codificacion de EquiposDocumento12 páginasCodificacion de EquiposPaola RevolloAún no hay calificaciones
- Ficha Inspeccion Luis CarreñoDocumento2 páginasFicha Inspeccion Luis CarreñoLuis Yovany Carreño100% (2)
- Proyecto Trapiche. Elementos de Máquinas IIDocumento117 páginasProyecto Trapiche. Elementos de Máquinas IIpaolaAún no hay calificaciones
- Dotacion de Agua - para TruchasDocumento6 páginasDotacion de Agua - para TruchasAnt LLiuyaAún no hay calificaciones
- Informe de Mantenimiento OficialDocumento28 páginasInforme de Mantenimiento OficialGabriel Castro Rivera R MAún no hay calificaciones
- Diseño de Plantas de Alimentos Balanceados Especializadas para Peces y CrustáceosDocumento4 páginasDiseño de Plantas de Alimentos Balanceados Especializadas para Peces y CrustáceosJose Manuel RocaAún no hay calificaciones
- Manual SIRIUS Innovations Contactors 3RT2Documento296 páginasManual SIRIUS Innovations Contactors 3RT2duque_sade100% (1)
- Tacar Prueba Ent Sist Oleo y Neumaticos 2020 ADocumento5 páginasTacar Prueba Ent Sist Oleo y Neumaticos 2020 AMiguel Tacar Roque50% (2)
- Ficha Tecnica Bullard USTDocumento3 páginasFicha Tecnica Bullard USTSpaaarKNuBAún no hay calificaciones
- MolinoDocumento14 páginasMolinoVictor GonzalezAún no hay calificaciones
- Amef LimadoraDocumento6 páginasAmef LimadoraandresAún no hay calificaciones
- Diseño de Una PoleaDocumento7 páginasDiseño de Una PoleaRaul Condori100% (1)
- Alhuay TaDocumento76 páginasAlhuay TaJhoncitoMartinezAún no hay calificaciones
- EL BAMBÚ (Guadua Angustifolia SPP.) COMO ALTERNATIVA PDFDocumento143 páginasEL BAMBÚ (Guadua Angustifolia SPP.) COMO ALTERNATIVA PDFronald cango riveraAún no hay calificaciones
- Weap y MinerveDocumento172 páginasWeap y MinerveFredy Hualpa InquillaAún no hay calificaciones
- Proyecto Laminadora PDFDocumento182 páginasProyecto Laminadora PDFNiurkaVallenilla100% (1)
- Jumbo-Trabajo de Maquinaria FinalDocumento134 páginasJumbo-Trabajo de Maquinaria FinalPablo Davila Alfaro100% (1)
- FialidadDocumento1 páginaFialidadAngela Centofanti RodriguezAún no hay calificaciones
- Resumen CriticoDocumento1 páginaResumen CriticoAngela Centofanti RodriguezAún no hay calificaciones
- Diplomado Gerencia para IngenierosDocumento1 páginaDiplomado Gerencia para IngenierosAngela Centofanti RodriguezAún no hay calificaciones
- Aplicacion Del Analisis Estadistico Gestion MantenimientoDocumento54 páginasAplicacion Del Analisis Estadistico Gestion MantenimientoAngela Centofanti RodriguezAún no hay calificaciones
- 0548 0549 IOM Spanish Complete A4 PDFDocumento74 páginas0548 0549 IOM Spanish Complete A4 PDFAngela Centofanti RodriguezAún no hay calificaciones
- Bases TeóricasDocumento22 páginasBases TeóricasAngela Centofanti RodriguezAún no hay calificaciones
- Propuesta de Proyecto Madera PlásticaDocumento15 páginasPropuesta de Proyecto Madera Plásticajuan373rtAún no hay calificaciones
- Componentes Del MotorDocumento12 páginasComponentes Del MotorAndres RJAún no hay calificaciones
- La Industria MetalurgicaDocumento41 páginasLa Industria MetalurgicaJose G Villarroel MAún no hay calificaciones
- Tecnologías para Coquización Del CarbónDocumento24 páginasTecnologías para Coquización Del CarbónSiul Vargas AcaroAún no hay calificaciones
- Vertimientos Industria de La ConstruccionDocumento7 páginasVertimientos Industria de La ConstruccionVerano TraidorAún no hay calificaciones
- Beneficios Del ReciclajeDocumento9 páginasBeneficios Del Reciclajejosh roshAún no hay calificaciones
- Fabricación de Bocina ArregladoDocumento8 páginasFabricación de Bocina Arregladojavier vilchez romeroAún no hay calificaciones
- Catalogo Amp Elementos para La Primera Infancia y Educacion VFDocumento106 páginasCatalogo Amp Elementos para La Primera Infancia y Educacion VFARKALAún no hay calificaciones
- Brochure Prosering 2023Documento13 páginasBrochure Prosering 2023Carne Brava100% (1)
- Haceb Assento L VF 76 GAS GN RangeDocumento46 páginasHaceb Assento L VF 76 GAS GN RangeCesar GonzalezAún no hay calificaciones
- Basura - Los Números Rojos de Ecuador - Plan VDocumento1 páginaBasura - Los Números Rojos de Ecuador - Plan VDp PdAún no hay calificaciones
- INFORME #016 J.S (Conformidad Valor. 04)Documento6 páginasINFORME #016 J.S (Conformidad Valor. 04)Kevin Paul Tineo DiazAún no hay calificaciones
- Procedimiento de Seguridad para El Uso de Herramientas de Carpinteria CircularDocumento8 páginasProcedimiento de Seguridad para El Uso de Herramientas de Carpinteria CircularcristhianAún no hay calificaciones
- Fallas en RodillosDocumento10 páginasFallas en RodillosGian Jhorvys Cabrera ArévaloAún no hay calificaciones
- Insumos AricatoDocumento7 páginasInsumos AricatoJesus Flores GomezAún no hay calificaciones
- Elementos de Transmisión SeleccionDocumento7 páginasElementos de Transmisión SeleccionDennys GadvayAún no hay calificaciones
- Concreto Fast TrackDocumento5 páginasConcreto Fast TrackLeo J. LaínezAún no hay calificaciones
- Elementos de Transmisión de PotenciaDocumento22 páginasElementos de Transmisión de PotenciaCristopher ElvisAún no hay calificaciones
- Aleaciones GabDocumento16 páginasAleaciones GabGABRIEL EDUARDO DIAZ ROSASAún no hay calificaciones
- Cne - Utilizacion - 2006Documento285 páginasCne - Utilizacion - 2006XTIAN640% (1)
- Aire AcondicionadoDocumento10 páginasAire AcondicionadoANDREAAún no hay calificaciones
- Urrea Com LpLock March2015Documento70 páginasUrrea Com LpLock March2015Karen Morales de LeonAún no hay calificaciones
- Aditivos Alimentarios - HexanoDocumento3 páginasAditivos Alimentarios - HexanoFabricio NoriegaAún no hay calificaciones
- Presentacion Final Edl - v10 Bos 201222Documento31 páginasPresentacion Final Edl - v10 Bos 201222Mono LargavistaAún no hay calificaciones
- Informe de LadrilloDocumento26 páginasInforme de LadrilloHeidiAún no hay calificaciones
- Repaso Sistema de CostosDocumento44 páginasRepaso Sistema de Costoscecilia vega valdezAún no hay calificaciones
- Aguas de SentinaDocumento2 páginasAguas de SentinaGiuseppe Gio67% (3)
- Mecanizado QuimicoDocumento13 páginasMecanizado Quimicoelianny jimenezAún no hay calificaciones
- ARTÍCULO I.en - EsDocumento10 páginasARTÍCULO I.en - EsMARDELLY SCARLETT GAMBOA ORTIZAún no hay calificaciones
- Msds BronceDocumento2 páginasMsds Bronceruben_hugo_fernandez100% (1)