También podría gustarte
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109De EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- Introduccion Al CNCDocumento24 páginasIntroduccion Al CNCRichardVargasAún no hay calificaciones
- Render PDFDocumento53 páginasRender PDFAlexis VelasquezAún no hay calificaciones
- Unidad 4 - Gestión de Inventarios 2019Documento106 páginasUnidad 4 - Gestión de Inventarios 2019cajogem1992Aún no hay calificaciones
- Inventarios MergedDocumento115 páginasInventarios Mergeddenis XDAún no hay calificaciones
- CNC EstDocumento65 páginasCNC EstTatiana QuinayasAún no hay calificaciones
- Introduccion Al CNC GeneralDocumento66 páginasIntroduccion Al CNC Generalcar_linAún no hay calificaciones
- Cartilla - Programacion de Maquinas CNCDocumento31 páginasCartilla - Programacion de Maquinas CNCNicolas CuellarAún no hay calificaciones
- Practica No 5 Torno Inventor MatercamDocumento15 páginasPractica No 5 Torno Inventor MatercamHyde Duque AiniAún no hay calificaciones
- P3 Maquinado CNCDocumento14 páginasP3 Maquinado CNCCarlos QuispeAún no hay calificaciones
- Diseño, Programación, y Manufactura de Equipos CNCDocumento24 páginasDiseño, Programación, y Manufactura de Equipos CNCAndyAún no hay calificaciones
- Torno y Fresa (Ejemplos)Documento28 páginasTorno y Fresa (Ejemplos)JESUS ALEJANDRO FLORES SERRATOAún no hay calificaciones
- Introduccion A La Programacion CNC Modulo I PDFDocumento19 páginasIntroduccion A La Programacion CNC Modulo I PDFJonathan ZárateAún no hay calificaciones
- CNC - Manual Basico - ComplementoDocumento54 páginasCNC - Manual Basico - ComplementoPedro Marines100% (1)
- Manual de Operacion CNCDocumento14 páginasManual de Operacion CNCJosue Castaño ArriagaAún no hay calificaciones
- Manual de CNCDocumento60 páginasManual de CNCMaclovio Hernández Jesús Elias100% (1)
- Reglaje CNCDocumento120 páginasReglaje CNCJulian XaXaxAún no hay calificaciones
- Practica No 6 Torno Inventor MastercamDocumento12 páginasPractica No 6 Torno Inventor MastercamHyde Duque AiniAún no hay calificaciones
- U4 Control Numerico Por ComputadoraDocumento56 páginasU4 Control Numerico Por Computadoraedson osmar cervantes espinosaAún no hay calificaciones
- Guía Introducción Al Control Numérico Computarizado - CNC PDFDocumento11 páginasGuía Introducción Al Control Numérico Computarizado - CNC PDFRobert PizarroAún no hay calificaciones
- Operación de Máquinas CNC: Docente: Pía Farías MDocumento15 páginasOperación de Máquinas CNC: Docente: Pía Farías MJosue MadariagaAún no hay calificaciones
- Libro CNC MANUEL 22Documento97 páginasLibro CNC MANUEL 22Vladimir Sánchez GarcíaAún no hay calificaciones
- Recopilación de Los Principales Comandos en Codigo GDocumento3 páginasRecopilación de Los Principales Comandos en Codigo GAdrianRmzAún no hay calificaciones
- Historia CNCDocumento15 páginasHistoria CNCRichard Moya100% (1)
- Maquina PunzónadoraDocumento12 páginasMaquina PunzónadoraOswald muñozAún no hay calificaciones
- Torno Abril 2021Documento42 páginasTorno Abril 2021Jose Antonio Lopez CastroAún no hay calificaciones
- Manual de Programacion CNC v2r2Documento224 páginasManual de Programacion CNC v2r2JOSUE MANUEL MANZANARES CASTROAún no hay calificaciones
- Programación CNCDocumento20 páginasProgramación CNCOmarAndréCastilloGarcíaAún no hay calificaciones
- Programacion CNC para TornosDocumento41 páginasProgramacion CNC para TornosJorge ColqueAún no hay calificaciones
- Unidad 5 RugosidadDocumento48 páginasUnidad 5 RugosidadLuisito luna cuautle100% (1)
- Principios Del CNCDocumento2 páginasPrincipios Del CNCCracatoasAún no hay calificaciones
- CNC Fanuc 654Documento16 páginasCNC Fanuc 654Will NevesAún no hay calificaciones
- Software CAM - MastercamDocumento36 páginasSoftware CAM - Mastercammax_gonzález_8Aún no hay calificaciones
- TorneadoDocumento17 páginasTorneadorosario100% (1)
- C10 - Programación CNCDocumento11 páginasC10 - Programación CNCLuis TapiaAún no hay calificaciones
- Tecnologia Torno CNC - 2Documento56 páginasTecnologia Torno CNC - 2cmitjaAún no hay calificaciones
- Prueba de Capacidad para Centro de Mecanizado TraducidaDocumento8 páginasPrueba de Capacidad para Centro de Mecanizado TraducidaestebanAún no hay calificaciones
- Parametros de Torneado 5Documento29 páginasParametros de Torneado 5Luis ArequipaAún no hay calificaciones
- Control Numerico FinalDocumento79 páginasControl Numerico FinalJavier Paredes AvilaAún no hay calificaciones
- Manual Torno CNC 1.3.7Documento44 páginasManual Torno CNC 1.3.7oambesi100% (1)
- WinunisoftDocumento6 páginasWinunisoftJu Ca100% (1)
- Informe CNCDocumento8 páginasInforme CNCMixio Olivares MuñozAún no hay calificaciones
- Robotica IndustrialDocumento91 páginasRobotica IndustrialNelson Renzo Rosa BernalAún no hay calificaciones
- Programacion CNC Coordenadas Absolutas e Incrementales PDFDocumento4 páginasProgramacion CNC Coordenadas Absolutas e Incrementales PDFJose TrejoAún no hay calificaciones
- Tema Control Numerico CN-CNC para ClaseDocumento101 páginasTema Control Numerico CN-CNC para ClaseSaúl ValdzAún no hay calificaciones
- Generaciondesecuenciasdemaquinadousandovisiseriesparalafrena 1 PDFDocumento132 páginasGeneraciondesecuenciasdemaquinadousandovisiseriesparalafrena 1 PDFAlejandro MenesAún no hay calificaciones
- Fundamentacion Codigos G Y M HNC 21TDocumento8 páginasFundamentacion Codigos G Y M HNC 21TDIEGO ARMANDO VANEGAS DUQUEAún no hay calificaciones
- Análisis de Vibraciones en Los Procesos de Mecanizado 1Documento27 páginasAnálisis de Vibraciones en Los Procesos de Mecanizado 1Santiago RonaldAún no hay calificaciones
- Máquinas Herramientas de Control Numérico ComputarizadoDocumento1 páginaMáquinas Herramientas de Control Numérico ComputarizadoBrayan SanchezAún no hay calificaciones
- Mecanizado Fresadora CNC 3axisDocumento53 páginasMecanizado Fresadora CNC 3axisGabby CaluñaAún no hay calificaciones
- ¿Qué Es Un Sistema CNC?: Codigos de Programación para CNC Tipos G y MDocumento6 páginas¿Qué Es Un Sistema CNC?: Codigos de Programación para CNC Tipos G y MDaniel GarciaAún no hay calificaciones
- Control Numerico ComputarizadoDocumento12 páginasControl Numerico Computarizado4681007006Aún no hay calificaciones
- Fresadora UniversalDocumento9 páginasFresadora UniversalruedacesarAún no hay calificaciones
- Programacion en CNC TecsupDocumento9 páginasProgramacion en CNC TecsupincubutAún no hay calificaciones
- Software GimDocumento10 páginasSoftware GimLuis FelipeAún no hay calificaciones
- Practica No. 8 Medicion de PosicionDocumento14 páginasPractica No. 8 Medicion de PosicionMario Moreno FajardoAún no hay calificaciones
- CNC 001Documento49 páginasCNC 001GERMAN IVAN RODRIGUEZAún no hay calificaciones
- S03.s1 - MaterialDocumento54 páginasS03.s1 - MaterialElmer QuispeAún no hay calificaciones
- Capitulo N°1 - Introduccion Al CNCDocumento51 páginasCapitulo N°1 - Introduccion Al CNCFernando123456Aún no hay calificaciones
- Control Numérico Computarizado CNC: Profesor: Iván Aravena Torres Clase: CNC - Ing. (E) Mecánica PE Fecha: 14/10/2016Documento50 páginasControl Numérico Computarizado CNC: Profesor: Iván Aravena Torres Clase: CNC - Ing. (E) Mecánica PE Fecha: 14/10/2016Gabriel PulidoAún no hay calificaciones
- Pasos para Diseñar Una Instalación HidráulicaDocumento7 páginasPasos para Diseñar Una Instalación Hidráulicacristiancruz1303Aún no hay calificaciones
- Brida (Tuberías)Documento3 páginasBrida (Tuberías)cristiancruz1303Aún no hay calificaciones
- Calibre FijoDocumento3 páginasCalibre Fijocristiancruz13030% (1)
- RacorDocumento3 páginasRacorcristiancruz1303Aún no hay calificaciones
- Conducto EléctricoDocumento4 páginasConducto Eléctricocristiancruz1303Aún no hay calificaciones
- Sistema FORANDocumento3 páginasSistema FORANcristiancruz1303Aún no hay calificaciones
- Rosca Americana Cónica para TubosDocumento2 páginasRosca Americana Cónica para Tuboscristiancruz1303Aún no hay calificaciones
- Estructura Interna de La TierraDocumento4 páginasEstructura Interna de La Tierracristiancruz1303Aún no hay calificaciones
- Densidad PDFDocumento6 páginasDensidad PDFcristiancruz1303Aún no hay calificaciones
- Aplicaciones de Los Polímeros en AutomociónDocumento3 páginasAplicaciones de Los Polímeros en Automocióncristiancruz1303Aún no hay calificaciones
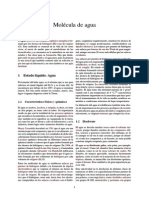
- Molécula de AguaDocumento7 páginasMolécula de Aguaandoba2013Aún no hay calificaciones
- Fibra ArtificialDocumento4 páginasFibra Artificialcristiancruz1303Aún no hay calificaciones
- Eje de TransmisiónDocumento4 páginasEje de Transmisióncristiancruz1303Aún no hay calificaciones