También podría gustarte
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Aún no hay calificaciones
- Procesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209De EverandProcesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- CNC: Control Numérico ComputarizadoDocumento11 páginasCNC: Control Numérico ComputarizadoAlejandra LimaAún no hay calificaciones
- Programación ISO para centros de mecanizado CNCDocumento91 páginasProgramación ISO para centros de mecanizado CNCangelyAún no hay calificaciones
- CNC Fanuc 654Documento16 páginasCNC Fanuc 654Will NevesAún no hay calificaciones
- Mecanizado de un eje mediante el Ciclo Fijo G71 en el Torno CNC serie KNC-50GDocumento15 páginasMecanizado de un eje mediante el Ciclo Fijo G71 en el Torno CNC serie KNC-50GLuis MuyulemaAún no hay calificaciones
- FS0i FPlusDocumento16 páginasFS0i FPlusvictorsa1972Aún no hay calificaciones
- Torno Codigos G-MDocumento2 páginasTorno Codigos G-MJean Paul Giraldo SpatolaAún no hay calificaciones
- Practica 9Documento7 páginasPractica 9Galilea BandaAún no hay calificaciones
- Parcial 3 - Interpolación Circular G02 G03 - Grupo2Documento5 páginasParcial 3 - Interpolación Circular G02 G03 - Grupo2Edwin GuzmánAún no hay calificaciones
- Apuntes CNC TornoDocumento17 páginasApuntes CNC TornoScipion AfrikanAún no hay calificaciones
- Guía CNC introducción control numéricoDocumento11 páginasGuía CNC introducción control numéricoRobert PizarroAún no hay calificaciones
- Codigos para El Torno CNC DYNAMITEDocumento6 páginasCodigos para El Torno CNC DYNAMITEKevin Islas100% (1)
- Anexo Manual Fanuc Torno CNCDocumento13 páginasAnexo Manual Fanuc Torno CNCarturo_23eAún no hay calificaciones
- Curso Torno CNCDocumento69 páginasCurso Torno CNCAlberto Garcia100% (1)
- CNC: Control Numérico ComputarizadoDocumento12 páginasCNC: Control Numérico Computarizado4681007006Aún no hay calificaciones
- Manufactura Avanzada Programacion de Tor PDFDocumento33 páginasManufactura Avanzada Programacion de Tor PDFleobardo chichinoAún no hay calificaciones
- Curso Programación Fanuc para Puma 240Documento40 páginasCurso Programación Fanuc para Puma 240Carlos CasAún no hay calificaciones
- Curso CNC Gsk980tdDocumento40 páginasCurso CNC Gsk980tdEzequiel BohemiAún no hay calificaciones
- Post-procesador Romi C420 genera códigos GDocumento127 páginasPost-procesador Romi C420 genera códigos Gisaac crespo0% (1)
- 2 - Guía de Aprendizaje CNC 299184Documento9 páginas2 - Guía de Aprendizaje CNC 299184Jefferson Pinto LopesierraAún no hay calificaciones
- Torno y Fresa (Ejemplos)Documento28 páginasTorno y Fresa (Ejemplos)JESUS ALEJANDRO FLORES SERRATOAún no hay calificaciones
- PF05 TAREA R78 Ejercicio Hoja Proceso Fresadora PDFDocumento1 páginaPF05 TAREA R78 Ejercicio Hoja Proceso Fresadora PDFChichojefe PmcAún no hay calificaciones
- Manual de Operacion CNCDocumento14 páginasManual de Operacion CNCJosue Castaño ArriagaAún no hay calificaciones
- TP 1-Partes Principales Del Torno y Descripción Del ControladorDocumento9 páginasTP 1-Partes Principales Del Torno y Descripción Del ControladorNassim asenAún no hay calificaciones
- Guia de Aprendizaje CNC 8-FresaDocumento27 páginasGuia de Aprendizaje CNC 8-FresaSchz AngelaAún no hay calificaciones
- Fanu Modelo ADocumento18 páginasFanu Modelo ADeysi CardenasAún no hay calificaciones
- Curso de CNCDocumento45 páginasCurso de CNCNicolás Maquiavelo100% (2)
- Tecnologia Torno CNC - 2Documento56 páginasTecnologia Torno CNC - 2cmitjaAún no hay calificaciones
- Apuntes Torno CNCDocumento24 páginasApuntes Torno CNCSuli ZgzAún no hay calificaciones
- Torno CNCDocumento38 páginasTorno CNCRhoger AraujoAún no hay calificaciones
- Carpeta CNC 5to Profesor Lucas CaulaDocumento14 páginasCarpeta CNC 5to Profesor Lucas CaulaTachi DuboscqAún no hay calificaciones
- Ciclos de Torneado FanucDocumento15 páginasCiclos de Torneado Fanucjuan carlos Rojas0% (1)
- Programa Torno CNCDocumento3 páginasPrograma Torno CNCMariangelAún no hay calificaciones
- Programacion de Torno CONTROL HNCDocumento159 páginasProgramacion de Torno CONTROL HNCIVÁN ANDRÉS RÍOS GUIRALESAún no hay calificaciones
- Cofigos Fresadora CNCDocumento2 páginasCofigos Fresadora CNCDeivy Mona PerezAún no hay calificaciones
- Presentación CNC 5Documento30 páginasPresentación CNC 5Paulo Lorca VargasAún no hay calificaciones
- Manual de CNCDocumento60 páginasManual de CNCMaclovio Hernández Jesús Elias100% (1)
- Concept Turn 60Documento4 páginasConcept Turn 60EdDy LlanoAún no hay calificaciones
- Manual de Usuario Torno CNC Con Fanuc Series 0iDocumento11 páginasManual de Usuario Torno CNC Con Fanuc Series 0iruleta200Aún no hay calificaciones
- CNC 001.ppsDocumento50 páginasCNC 001.ppscristiancruz1303Aún no hay calificaciones
- Introducción Al TornoDocumento135 páginasIntroducción Al TornoalexAún no hay calificaciones
- Manual de Programacion CNC v2r2Documento224 páginasManual de Programacion CNC v2r2JOSUE MANUEL MANZANARES CASTROAún no hay calificaciones
- Ejercicio Hoja Proceso TornoDocumento2 páginasEjercicio Hoja Proceso TornoChichojefe PmcAún no hay calificaciones
- Programacion FagorDocumento10 páginasProgramacion FagorEulalio LopezAún no hay calificaciones
- Operación de Máquinas CNC: Docente: Pía Farías MDocumento15 páginasOperación de Máquinas CNC: Docente: Pía Farías MJosue MadariagaAún no hay calificaciones
- SSCNC Manual de Simulador en WordDocumento219 páginasSSCNC Manual de Simulador en WordVictor Hernandez GaliciaAún no hay calificaciones
- CNC Exercises Milling SpanishDocumento39 páginasCNC Exercises Milling SpanishDaniel UtreraAún no hay calificaciones
- Curso programación torno CNCDocumento43 páginasCurso programación torno CNCOscar LBAún no hay calificaciones
- Teoria de Fabricacion Industrial Grado de Ingenieria Industrial, Universidad de AlmeriaDocumento239 páginasTeoria de Fabricacion Industrial Grado de Ingenieria Industrial, Universidad de AlmeriaJose Maria Bogas Rios100% (1)
- Manual Torno HNC-21TDocumento25 páginasManual Torno HNC-21TYURLEY TATIANA VARGA TORDECILLA100% (1)
- Tema 3.2 Programacion CNC para TornosDocumento52 páginasTema 3.2 Programacion CNC para TornosLeonardo La CernaAún no hay calificaciones
- CNC CursoDocumento28 páginasCNC CursoJoseAún no hay calificaciones
- Programación CNCDocumento11 páginasProgramación CNCLuis TapiaAún no hay calificaciones
- Programación en CNC PDFDocumento31 páginasProgramación en CNC PDFAlejandro UndaAún no hay calificaciones
- Codigos Genericos de Programacion.Documento54 páginasCodigos Genericos de Programacion.Ptr Ramirez CardenasAún no hay calificaciones
- C10 - Programación CNCDocumento10 páginasC10 - Programación CNCKaren VintimillaAún no hay calificaciones
- Programacion CNCDocumento25 páginasProgramacion CNCOmar BarrionuevoAún no hay calificaciones
- Torno CNCDocumento52 páginasTorno CNCEdgardo Melquíades Quiliche Gutiérrez100% (1)
- ProcesosDocumento30 páginasProcesosXavier BedoyaAún no hay calificaciones
- 1359115115mi Hi Speed II EspDocumento18 páginas1359115115mi Hi Speed II EspJorge ColqueAún no hay calificaciones
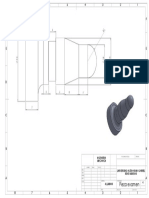
- Pieza Examen PDFDocumento1 páginaPieza Examen PDFJorge ColqueAún no hay calificaciones
- Cat Iluminaciones Caja 4Documento5 páginasCat Iluminaciones Caja 4Jorge ColqueAún no hay calificaciones
- Especialidad de Schneider Electric V4Documento16 páginasEspecialidad de Schneider Electric V4Jorge ColqueAún no hay calificaciones
- Entrega Taladro-1Documento7 páginasEntrega Taladro-1Jorge ColqueAún no hay calificaciones
- Cotizacion Clinica Ucebol PDFDocumento1 páginaCotizacion Clinica Ucebol PDFJorge ColqueAún no hay calificaciones
- Centrales HidroelectricasDocumento10 páginasCentrales HidroelectricasJorge ColqueAún no hay calificaciones
- Teoria de ErroresDocumento6 páginasTeoria de Erroresadrijamat100% (1)
- Practica Metalurgia Tec - IIDocumento1 páginaPractica Metalurgia Tec - IIJorge ColqueAún no hay calificaciones
- Qui MicaDocumento3 páginasQui MicaJorge ColqueAún no hay calificaciones
- Generacion de ElectricidadDocumento2 páginasGeneracion de ElectricidadKevin NiñoAún no hay calificaciones
- Departamento de TarijaDocumento4 páginasDepartamento de TarijaJorge ColqueAún no hay calificaciones
- TABACO ExpocisionDocumento35 páginasTABACO ExpocisionJorge ColqueAún no hay calificaciones
- InflacionDocumento13 páginasInflacionJorge ColqueAún no hay calificaciones
- Capitulo Ilogistica Piña TerminadoDocumento24 páginasCapitulo Ilogistica Piña TerminadoJorge ColqueAún no hay calificaciones
- Gobierno Regional Moquegua designa Gerente inhabilitadoDocumento7 páginasGobierno Regional Moquegua designa Gerente inhabilitadoKatherine Pinto ArceAún no hay calificaciones
- H0000 31 PDFDocumento14 páginasH0000 31 PDFAntonio SantosAún no hay calificaciones
- Mano de ObraDocumento28 páginasMano de ObraDuvan GuevaraAún no hay calificaciones
- Caso de Aplicacion 2.2Documento14 páginasCaso de Aplicacion 2.2Luis Ivan QuesadaAún no hay calificaciones
- Muestreo de AceptaciónDocumento14 páginasMuestreo de AceptaciónJuan Huertos100% (2)
- La Cuenca de CarúpanoDocumento4 páginasLa Cuenca de CarúpanoAnthony Gabriel Patete GuillenAún no hay calificaciones
- 0.2 Ficha TécnicaDocumento1 página0.2 Ficha TécnicaMayraMoralesCernaAún no hay calificaciones
- 5S japonesas para optimizar recursosDocumento4 páginas5S japonesas para optimizar recursosJose GMAún no hay calificaciones
- Actividad Entidad RelacionDocumento18 páginasActividad Entidad RelacionCarlos Eduardo González Páez0% (1)
- Logistica AlpinaDocumento22 páginasLogistica AlpinaKaren Andrea Garzon España70% (10)
- Abonos orgánicos vs inorgánicosDocumento5 páginasAbonos orgánicos vs inorgánicosPatrick AbCoAún no hay calificaciones
- Costos BaxterDocumento10 páginasCostos BaxterSindy MelendezAún no hay calificaciones
- 1) Consulta Nutrición Básico Con Recetas AutomáticasDocumento35 páginas1) Consulta Nutrición Básico Con Recetas Automáticasedward zeladaAún no hay calificaciones
- Conservacion de Puentes CarreterosDocumento85 páginasConservacion de Puentes Carreterosmonik24377Aún no hay calificaciones
- Diapositiva 18Documento12 páginasDiapositiva 18Miguel Rosero HaroAún no hay calificaciones
- ComIntQuiz-E3Documento7 páginasComIntQuiz-E3wilmer rodriguez estelaAún no hay calificaciones
- Sistemas Operativos y Redes Cuestionario Primero BachilleratoDocumento2 páginasSistemas Operativos y Redes Cuestionario Primero BachilleratoCristhian VeraAún no hay calificaciones
- ¿Cómo Las Familias Aprovechan Los Recursos y Condiciones DelDocumento2 páginas¿Cómo Las Familias Aprovechan Los Recursos y Condiciones DelJhosver CBAún no hay calificaciones
- Productores y Procesadoras de AlimentosDocumento8 páginasProductores y Procesadoras de AlimentosPlin Industrial S.A. DE C.V.0% (1)
- Incompatibilidad del sistema ABO: causas, síntomas y prevenciónDocumento12 páginasIncompatibilidad del sistema ABO: causas, síntomas y prevenciónYuri Vladimir Villalobos CaleroAún no hay calificaciones
- Nocion de Derecho EconomicoDocumento12 páginasNocion de Derecho EconomicoSebastian FelipeAún no hay calificaciones
- Proyecto Final - Empresa MolitaliaDocumento17 páginasProyecto Final - Empresa MolitaliaEufemia Ruiz RodriguezAún no hay calificaciones
- 5 Funcionarios de Aduana Detenidos Por CorrupcionDocumento8 páginas5 Funcionarios de Aduana Detenidos Por CorrupcionJAVIER JOHNNY VALENCIA BENITESAún no hay calificaciones
- Integración Económica CentroamericanaDocumento12 páginasIntegración Económica CentroamericanaSergio Van VeldenAún no hay calificaciones
- Repaso T1Documento5 páginasRepaso T1Paula Ramos SegoviaAún no hay calificaciones
- Examen Uninorte - Física II - Final - 2022Documento3 páginasExamen Uninorte - Física II - Final - 2022Orlando BenítezAún no hay calificaciones
- Mapa ConceptualDocumento2 páginasMapa ConceptualLuis GutierrezAún no hay calificaciones
- Practica #3 de Conttabilidad de Costos 2Documento9 páginasPractica #3 de Conttabilidad de Costos 2ericarme ceballosAún no hay calificaciones
- (ACV-S07) Ejercicios 07 - ECVDocumento9 páginas(ACV-S07) Ejercicios 07 - ECVJonny Zamudio100% (1)
- Charla Estructura Organizacional de HotelDocumento3 páginasCharla Estructura Organizacional de HotelDiana MartínezAún no hay calificaciones