Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Entrega Individual 1 U2
Entrega Individual 1 U2
Cargado por
edgaranibal0 calificaciones0% encontró este documento útil (0 votos)
18 vistas25 páginasTítulo original
Entrega Individual 1 u2
Derechos de autor
© © All Rights Reserved
Formatos disponibles
DOCX, PDF, TXT o lea en línea desde Scribd
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
© All Rights Reserved
Formatos disponibles
Descargue como DOCX, PDF, TXT o lea en línea desde Scribd
0 calificaciones0% encontró este documento útil (0 votos)
18 vistas25 páginasEntrega Individual 1 U2
Entrega Individual 1 U2
Cargado por
edgaranibalCopyright:
© All Rights Reserved
Formatos disponibles
Descargue como DOCX, PDF, TXT o lea en línea desde Scribd
Está en la página 1de 25
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
ENTREGA INDIVIDUAL 1 U2
PROCESOS DE CONFIGURACIN
PROCESOS DE MANUFACTURA
Presentado Por
EDGAR ANIBAL ANGEL ROJAS
COD 79213337
Grupo 332571_62
Ing. JOSE GOMEZ SILVA
Tutor
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA
ESCUELA DE CIENCIAS BSICAS TECNOLOGAS E INGENIERA
2014-1
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
INTRODUCCION
La fundicin es uno de los procesos que se ha practicado desde el ao 2000 ac. Y
la cual le ha brindado a la humanidad la gran mayora de las comodidades con las
que hoy en da se cuenta, los procesos de fundicin consisten en introducir un
material fundido en una cavidad previamente preparada o molde, en donde
posteriormente se solidificara. En este proceso de manufactura se utiliza una serie
de herramientas, materiales y equipos que contribuyen con su produccin.
Mediante la realizacin de esta actividad se analizara las caractersticas,
compuestos, ventajas, desventajas, similitudes y diferencias de los diferentes
sistemas o tcnicas utilizadas para el moldeado en los procesos de fundicin, de
igual forma se estudiara las herramientas y equipos relacionados directamente con
la produccin.
En el trabajo se desarrollara un cuadro comparativo de los diferentes
procedimientos de moldeo en el proceso de fundicin, un cuadro comparativo de
los diferentes tipos de hornos de fusin, un escrito sobre las caractersticas
comunes de las mquinas y herramientas, tres mapas conceptuales en donde se
describen los temas de Produccin de hierro y acero, Herramientas de corte, y
Partes bsicas de una mquina herramienta, obteniendo de esta forma una mejor
interpretacin, anlisis y comprensin de los temas estudiados.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
OBJETIVOS
Evaluar la apropiacin de los conceptos relacionados con los procesos de
fabricacin por moldeo y fundicin
Evaluar la apropiacin de los conceptos relacionados con las etapas
involucradas dentro del proceso de metalurgia de polvos.
Evaluar la apropiacin de los conceptos relacionados con los procesos de
fabricacin por deformacin de metales
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
ACTIVIDADES A REALIZAR
Parte I
1. Se sugiere consultar, dentro del vnculo Entorno de conocimiento en la
bibliografa de la unidad 2 que aparece en este espacio, los siguientes
temas:
Tcnicas de moldeo
Fundamentos de la fundicin de metales
Parmetros del proceso de fundicin
Fundicin en arena
Fundicin en modelo consumible
Fundicin en molde de yeso
Fundicin en molde cermico
Fundicin por revestimiento
Fundicin al vaco
Fundicin en molde permanente
Fundicin en cascara
Fundicin a presin
Fundicin por inyeccin
Fundicin centrifuga
Fundicin por dado impresor
Inspeccin de las fundiciones
Hornos de fusin
Automatizacin de las fundidoras
Realizar un cuadro comparativo entre los diferentes procesos de fundicin
que aparecen en la bibliografa recomendada. En dicho cuadro colocar una
columna para describir brevemente cada proceso, otra columna para
colocar las mquinas y herramientas utilizadas en cada caso y una tercera
para colocar ejemplos de productos que usualmente se obtienen de cada
proceso.
TCNICAS DE MOLDEO
Esta tcnica consiste en fundir el material y verterlo en moldes que reproduzcan la
forma de la pieza. Esta tcnica se conoce tambin como fundicin o colada.
Se aplica esencialmente para metales y plsticos.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
Un molde es un recipiente que presenta una cavidad en la que se introduce un
material en estado de fusin que, al solidificarse, adopta la forma de la cavidad.
Luego se deja enfriar el tiempo necesario hasta que se solidifique y se extrae del
molde. Por medio de este mtodo podemos fabricar y obtener piezas de formas
muy diversas, siendo ampliamente utilizado en el campo de los recipientes de
productos y carcasas de mquinas.
Los moldes, en general, constan de dos piezas, perfectamente acopladas.
Pasos
1. Disear la pieza que se desea fabricar.
2. Construir un modelo, que suele ser de madera o yeso, de forma artesanal.
3. Se construye el molde, Si la pieza es hueca se fabrican tambin los machos,
que son unas piezas que recubren los huecos interiores.
4. Se llena el molde del material fundido (a este proceso se le llama colada).
5. Se procede al desmoldeo, es decir, extraccin de la pieza del molde una vez
solidificada.
6. Se enfra la pieza
Tipos de moldeo
1. Colada por gravedad: Se realiza vertiendo el metal fundido sobre un
molde. El metal llena el molde por su propio peso. Hay tres tipos:
Colada sobre moldes de arena
Colada por coquilla
Colada por cera perdida
2. Colada a presin: Se lleva a cabo introduciendo la masa metlica fundida
en el interior del molde forzando la entrada en el mismo. En este mtodo se
emplean moldes permanentes. El metal se inyecta en el molde por medio
de una mquina, que suele ser un mbolo. Los moldes son coquillas,
aunque se suelen denominar matrices. Este mtodo presenta la ventaja de
que pueden fabricarse piezas de formas complicadas de una manera
bastante econmica y de gran precisin.
3. Colada centrfuga: Este tipo de colada se realiza haciendo girar el molde
alrededor de un eje, con lo que la fuerza centrfuga obliga al metal fundido a
rellenar todas las cavidades del mismo. Se emplea fundamentalmente para
moldear piezas de revolucin (por ejemplo tubos), sin necesidad de
emplear machos El espesor del tubo estar en funcin de la cantidad de
metal colado.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
4. Colada continua: Consiste en llenar un recipiente de metal fundido
procedente de los hornos de fundicin. El metal cae por un orificio, se
solidifica y se obtiene una tira continua de seccin semejante a la del
molde. Esta tira cae en vertical y va avanzando para ser cortada
posteriormente.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
PROCESO
DESCRIPCION
MAQUINA Y
HERRAMIENTAS
PRODUCTOS OBTENIDOS
Fundicin a la Arena
El mtodo de fundicin en arena es
especialmente adecuado para la
obtencin de formas complicadas.
En muchos casos este
procedimiento es la nica solucin
tcnica a el que se puede recurrir
para moldear piezas con machos de
formas complejas.
El trabajar con arena permite
trabajar metales con altos puntos de
fundicin como el acero y el nquel.
Para la confeccin de los moldes
(desechables), se pueden emplear
diferentes materiales como: tierra
sinttica, arena aglomerada con
aceite de lino y catalizadores, arena
revestida (Shell moulding) o una
combinacin de los mismos. La
eleccin de estos materiales se
determina luego de haber evaluado
dimensiones, forma, peso y
cantidades estimadas a producir
Clasificacin de los Modelos para
fundicin en arena.
Modelos de una sola
pieza: Se utilizan para
piezas simples y produccin
de bajas cantidades.
Modelos divididos: Se
obtienen formas ms
complejas, menores tiempos
para el moldeo y mayores
cantidades de produccin.
Mquinas de moldeo
por sacudida y
compresin
Mquinas de sacudida y
vuelco con retiro del
modelo
Mquina lanzadora de
arena
Otras herramientas
Pisones o atacadores
Pisones neumticos
Tanques y otros vehculos
militares
Equipos para ferrocarriles
Equipos para aviones
Vehculos espaciales
Maquinas herramientas
Partes automotrices
Accesorios para
calentadores y bombas
Herramientas de mano.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
Placas Modelo: Este
procedimiento se utiliza para
volmenes de produccin
mayores.
Molde en arena verde: Se hacen
de una mezcla de arena, arcilla y
agua, el trmino verde se refiere al
hecho de que el molde contiene
humedad al momento del vaciado.
Los moldes de arena verde tienen
suficiente resistencia en la mayora
de sus aplicaciones, as como
buena Retractibilidad, permeabilidad
y reutilizacin, tambin son los
menos costosos.
Molde en Arena seca: Se fabrica
con aglomerantes orgnicos en
lugar de arcilla: el molde se cuece
en una estufa grande a
temperaturas entre 204 C y 316 C.
El cocido en una estufa refuerza el
molde y endurece la superficie de la
cavidad. El molde de arena seca
proporciona un mejor control
dimensional en la fundicin que los
moldes de arena verde.
Fundicin en Modelo
Consumible
El proceso de fundicin de modelo
consumible utiliza en modelo de
poliestireno, el cual se evapora en
contacto con el metal fundido para
formar una cavidad para la
fundicin. Para ello se coloca perlas
de poliestireno crudo desechable
con 5 a 8 % de pentano en un dado
precalentado de (aluminio) dejando
que se expanda y tome la forma de
Cabezas de cilindro, los cigeales,
los componentes de frenos, y los
mltiples para automvil.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
la cavidad del dado y se aplica ms
calor a fin de fundir y unir las perlas
entre s.
Fundicin en Molde de
Yeso
La fundicin con moldes de yeso es
similar a la fundicin en arena,
excepto que el molde est hecho de
yeso (2CaSO4 H20) en lugar de
arena. Se mezclan aditivos como el
talco y la arena de slice con el yeso
para controlar la contraccin y el
tiempo de fraguado, reducir los
agrietamientos e incrementar la
resistencia. Para fabricar el molde,
se hace una mezcla de yeso y agua,
se vaca en un modelo de plstico o
metal en una caja de moldeo y se
deja fraguar. Los moldes de yeso no
pueden soportar temperaturas tan
elevadas como los moldes de arena.
Por tanto, estn limitados a
fundiciones de bajo punto de fusin
como aluminio, magnesio y algunas
aleaciones de cobre. Su campo de
aplicacin incluye moldes de metal
para plsticos y hule, impulsores
para bombas y turbinas, y otras
partes cuyas formas son
relativamente intrincadas.
Industria aeroespacial,
Sistema de alimentacin de
combustible
partes para computadoras
paletas de turbinas
dentaduras e implantes
Fundicin en Molde
Cermico
El proceso en fundicin de molde
cermico es similar al proceso de
molde de yeso con la excepcin que
utiliza materiales refractarios para el
molde hacindolo adecuado para
aplicaciones de altas temperaturas.
Piezas que tpicamente se fabrican
impulsores, cortadores para
operaciones de maquinado, dados
para trabajo en metal y moldes para
la fabricacin de componentes de
plstico o de hule.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
Fundicin por
Revestimiento
El modelo es revestido con un
material refractario (slice fina) y
presenta la ventaja de ser
reutilizable, este proceso resulta
adecuado para la fundicin de
aleaciones de alto punto de fusin
con un buen acabado superficial y
tolerancias dimensionales.
Las piezas tpicas que se fabrican
son componentes para equipos de
oficina as como componentes
mecnicos como engranes, levas,
vlvulas y trinquetes.
Fundicin al vacio
En el moldeo al vaco se utiliza un
molde de arena que se mantiene
unido por presin de vaco en
lugar de un aglutinante
qumico. El molde es sujeto
despus con un brazo robtico y
se sumerge parcialmente en metal
fundido que se encuentra en un
horno de induccin.
La gama de productos que se
pueden realizar con esta tcnica es
diversa:
Repuestos para
automviles, tales como
carburadores y bombas de
petrleo.
Partes de electrnica como
intercambiadores de calor,
sumideros de calor, pates
de computadoras y
unidades de alta fidelidad.
Productos para oficina y
entornos domsticos, tales
como piezas para
iluminacin, accesorios de
bao, cocina y puertas de
muebles.
Fundicin en Molde
Permanente
La fundicin en molde permanente
se refiere en general a las tcnicas
de fundicin en que el molde donde
es vertido el material lquido a
solidificar, puede utilizarse
reiteradas veces. En esta seccin,
no referimos en particular al proceso
conocido como fundicin en molde
duro, o moldeo por gravedad. Esta
tcnica consiste en la fabricacin de
Entre las piezas tpicas fabricadas
mediante fundicin en molde
permanente podemos encontrar
Pistones para motores
Culatas
Bielas
Cuerpos en bruto para
engranajes
Cuerpos de bomba
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
un molde constituido por dos
mitades, fabricado de materiales
metlicos. Mediante la unin
temporal de ambas mitades se
forma un molde en el que se vierte
la colada y se aguarda el tiempo
determinado de solidificacin. El
moldeo en molde duro se lleva a
cabo debido a la reduccin de
costos que presenta con relacin a
las tcnicas tradicionales de
fundicin en arena, siempre y
cuando los volmenes de
produccin sean elevados y se
cuente con la tecnologa apropiada
para automatizar el proceso.
Piezas para maquinaria
aeronutica
Utensilios domsticos y de
decoracin.
Fundicin en Cascara
La fundicin en cscara es
adecuada para pequeas corridas
de produccin y en general se
utilizan para la elaboracin de
objetos de ornato
y decorativos (bases y postes para
lmparas) y juguetes partiendo de
metales de bajo punto de fusin
como aleaciones de Zinc, estao y
plomo.
Juguetes
Bases para lmparas
Fundicin a Presin
La fundicin a presin o llamada
tambin fundicin a baja presin, es
otra variacin de las fundiciones en
molde permanente. Aqu, en lugar
de utilizar la gravedad para ayudar a
verter el metal y que ste fluya en el
molde, se aplica una presin baja,
de hasta 1 atmsfera, con gas al
Este procedimiento es utilizado para
fundiciones de alta calidad.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
metal fundido. Se mantiene sta
presin sobre el metal hasta que se
llene el molde y el material
solidifique. La aplicacin de esta
presin compensa cualquier
reduccin de la pieza durante la
solidificacin
Fundicin por Inyeccin
La fundicin en matrices
permanentes hechas de metal
(generalmente Acero) es utilizada
para la produccin masiva de piezas
de pequeo o regular tamao con
pesos que van desde los 90 gramos
hasta los 25 Kilogramos. El metal
fundido es introducido en la matriz
(llamada comnmente Coquilla) a
presiones que van desde los 0,7 a
700 MPa. En general las piezas son
de alta calidad y con metales de
baja temperatura de fusin (esto
para evitar erosionar la maquinaria
del proceso). Sus ventajas son que
tienen gran precisin y son muy
econmicos, cuando se producen
grandes cantidades. Por lo regular
las piezas que se manufacturan son
de metales no ferrosos como
aleaciones de aluminio, Latn,
Zamac (zinc aleado con aluminio,
cobre y magnesio), Bronce, Estao,
Plomo y ltimamente para
aleaciones me Magnesio con la
incorporacin de nuevas tecnologas
capaces de resistir mayores
temperaturas. Tambin se utiliza en
gran escala para la creacin de
Mquina de inyeccin de tipo
mbolo pistn.
Mquina de inyeccin de tipo
Tornillo Recproco.
Clavijas de conexin de un telfono
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
piezas de plstico. En general el
sistema funciona de la misma forma
variando las presiones de inyeccin
y los tiempos de moldeo
dependiendo del material en uso.
Las principales partes del sistema
necesario para el proceso son el
horno o crisol, la inyectora y la
matriz. Existen principalmente dos
variaciones en la fabricacin de
estas piezas mediante inyeccin,
estas son la denominada cmara
fra y cmara caliente y a
continuacin se desarrollarn las
principales caractersticas de cada
una de ellas. El procedimiento de
fusin en cmara caliente se realiza
cuando un cilindro es sumergido en
el metal derretido y con un pistn se
empuja un cierto volumen de metal
hacia una salida (cuello de cisne y
tobera) la que descarga a la matriz
que se encuentra a caliente. Las
aleaciones ms utilizadas en este
mtodo son las de bajo punto de
fusin como las de Cinc, estao y
plomo. El proceso con cmara fra
se diferencia con el de cmara
caliente en cuanto a que el sistema
de inyeccin no se encuentra
sumergido en el metal lquido. En su
lugar, la carga de metal fundido
(ms material del que se necesita
para fundir la pieza) se transporta,
mediante una cuchara de colada,
del crisol a un contenedor donde un
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
mbolo accionado hidrulicamente
empuja el metal hacia el interior del
molde.
Fundicin Centrifuga
La fundicin centrifuga es el proceso
de hacer girar el molde mientras se
solidifica el metal, utilizando as la
fuerza centrfuga para acomodar el
metal en el molde. Se obtienen
mayores detalles sobre la superficie
de la pieza y la estructura densa del
metal adquiere propiedades fsicas
superiores.
Fundicin Centrifuga Real: Este
procedimiento es utilizado para la
fabricacin de tubos sin costura,
camisas y objetos simtricos.
Fundicin Semicentrifuga: En este
mtodo, el material fundido se hace
llegar a los extremos del molde por
la fuerza centrfuga que se genera al
hacerlo girar sobre su eje de
rotacin. Los extremos se llenan de
material fundido con buena
densidad y uniformidad.
Fundicin Centrifugados: el Es
un sistema donde por medio de un
tallo se hace llegar el metal fundido
a racimos de piezas colocadas
simtricamente en la periferia. Al
hacer girar el sistema, se genera
una fuerza centrfuga que es
utilizada para aumentar la
uniformidad del metal que llena las
Bujes, camisas de cilindro de motos,
anillos de cojinete.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
cavidades de los moldes. El
proceso se usa para partes
pequeas.
Fundicin por Dado
Impresor
Tambin llamada forja de metal
lquido, es un proceso en el cual el
metal fundido solidifica bajo presin,
en un dado impresor de forma
requerida, este dado est ubicado
-Mquina de cmara caliente:
son de operacin rpida, una
mquina de estas puede operar
150 piezas por minuto
-Mquina de cmara fra: se
La mayora de las piezas fabricadas
por este mtodo son automotrices,
un ejemplo de esto son los pistones
y las llantas para automviles.
Tambin es ampliamente utilizada
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
entre las placas de una prensa
hidrulica. La presin aplicada y el
contacto completo del metal fundido
con el dado, favorecen a la
transferencia de calor, produciendo
as un enfriamiento mucho ms
rpido, lo que genera un grano ms
fino y evita que se produzcan
burbujas dentro de la fundicin
emplea para fundiciones
aluminio, magnesio, latn y
bronce la velocidad de ciclo de
produccin no es tan rpida.
para producir piezas de materiales
no ferrosos, en aplicaciones como la
electrnica, juguetes, etc.
Inspeccin de las
Fundiciones
Para inspeccionar las piezas obtenidas de la fundicin, existen principalmente dos tipos de pruebas,
destructivas y no destructivas
Pruebas Destructivas:
Se extraen muestras de la pieza, con las que se ensayan sus propiedades mecnicas como resistencia y
ductilidad (ensayo de traccin, dureza). Esto permite adems observar porosidades u otros defectos a travs de
inspeccin visual (microscopa).
Pruebas No-Destructivas:
Se utilizan para investigar defectos internos o sub-superficiales, como grietas o contracciones.
Los mtodos principales para realizar estas pruebas son el uso de Rayos-X o de Ultrasonido.
Para elementos de piping, como vlvulas, bombas y tuberas, se requiere adems realizar pruebas de
hermeticidad y/o de cada de presin. Esto en general se hace presurizando la pieza con sus aperturas
cerradas, llenndolas con agua, aceite o aire. Para piezas que requieran de una hermeticidad superior, se
realizan pruebas con helio presurizado u otros gases aromatizados.
Hornos de arco elctrico (Electric Arc Furnace)
Se utilizan para la fundicin de aleaciones con alto punto de fusin.
Consiste en un recipiente hecho o cubierto con material refractario, tanto su interior como la tapa (techo), la
cual generalmente se puede abrir para facilitar la carga de material.
Generalmente el techo incluye tres electrodos de carbono (pueden ir tambin en las paredes), operando a alta
tensin en un sistema trifsico. La distancia entre los electrodos y el metal es controlada automticamente y
determina la potencia a utilizar.
Comnmente estos hornos tienen compuertas para adicionar elementos aleantes, extraer gases, sacar la
escoria, etc.
La ventaja de estos hornos es la rapidez para derretir el metal, la alta temperatura que se alcanza y un buen
control de la aleacin.
Horno de Induccin sin ncleo (Coreless Induction Furnace)
El calor es generado por el campo magntico resultante de una bobina que rodea al crisol. Generalmente se
utiliza un voltaje de alta frecuencia para activar la bobina, de esta manera se obtiene una gran potencia con
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
Hornos de Fusin poca turbulencia en el campo.
Cuando el metal est fundido, la interaccin del campo magntico con las corrientes elctricas producen un
efecto de agitacin en el material (se revuelve). Este efecto es importante ya que ayuda lgicamente a la
mezcla de aleaciones, as como a homogenizar la temperatura en todo el volumen. Un exceso de agitacin
puede aumentar la presencia de gases en la mezcla, as como su oxidacin.
Se utiliza comnmente para aceros de toda calidad, as como para aleaciones no ferrosas. Es ideal para re-
fundir y alear, ya que se tiene un gran control sobre la temperatura y la qumica de la mezcla.
Horno de ncleo o de canal (Channel Induction Furnaces)
El horno de canal consiste en un cascarn de acero recubierto con material refractario, el cual contiene el metal
fundido. Adherido al cascarn, se encuentra una unidad de induccin que corresponde a la componente
fundidora del horno, esta unidad va unida por una garganta o canal. La localizacin de las bobinas de induccin
permite que el calor generado por el campo magntico, y su direccin, hagan circular el material a la seccin
principal del horno, esta circulacin favorece adems la agitacin de la mezcla.
Horno de Crisol (Crucible Furnace)
Es una de las unidades ms antiguas y simples utilizadas en fundicin. El horno utiliza un crisol de material
refractario que contiene el metal a fundir. El metal es calentado mediante conduccin de calor a travs de las
paredes del crisol, calor que puede provenir de distintas fuentes. Tpicamente los combustibles son carbn,
petrleo, gas o electricidad. Se utiliza comnmente este sistema para pequeas cantidades de aleaciones con
bajo punto de fusin.
Hornos de Cubilote o Cpula (Cupola Furnace)
Por mucho tiempo este fue el principal mtodo utilizado en fundiciones de hierro. Tiene caractersticas nicas
que masificaron su uso en fundicin de hierro.
Es un mtodo que puede funcionar continuamente alta produccin.
Alta velocidad de fusin.
Costos de operacin relativamente bajos.
Facilidad de operacin.
ltimamente est siendo reemplazado por hornos de induccin, debido a un control ms preciso y menores
niveles de emisin por parte de este ltimo
Automatizacin de las
Fundidoras
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
Parte II
Se sugiere consultar, dentro del vnculo Entorno de conocimiento en la bibliografa de la unidad 2 que aparece en este
espacio, los siguientes temas:
Produccin de polvos metlicos
Sinterizado
Materiales y productos para metalurgia de polvos
Consideraciones de diseo en metalurgia de polvos
Realizar un mapa conceptual en donde se muestre la relacin existente entre todos los elementos que
estn involucrados dentro del proceso de metalurgia de polvos.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
Parte III
Consultar dentro del vnculo Entorno de conocimiento en la bibliografa de la
unidad 2 que aparece en este espacio, los siguientes temas:
Procesos de deformacin volumtrica
Procesos de deformacin de chapa
Realizar un cuadro comparativo entre los diferentes procesos de
deformacin volumtrica y un cuadro comparativo entre los diferentes
procesos de deformacin de chapa consultados en la bibliografa. En cada
cuadro colocar una columna para describir brevemente cada proceso, otra
columna para colocar las mquinas y herramientas utilizadas en cada caso y
una tercera para colocar ejemplos de productos que usualmente se obtienen
de cada proceso.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
Proceso de deformacin Volumtrica Proceso de deformacin de Chapa
Proceso mediante el cual se logra una modificacin de un material
obteniendo un producto terminado. El producido en la deformacin es
aproximadamente igual en las tres dimensiones del espacio.
Dentro de estos procesos se destaca:
Laminado
Forja
Extrusin
Trefilado
Segn la temperatura del proceso:
Trabajo en Caliente
Trabajo en Frio
Trabajo en Tibio
Trabajo en caliente: la temperatura depende del material y el proceso
que se va a utilizar, por ejemplo una temperatura de 400C en acero
puede ser trabajo en frio, en aleaciones de aluminio puede ser trabajo
en caliente, Cuando el estao se trabaja a temperatura ambiente se
puede considerar un proceso de deformacin en caliente.
La diferencia en trabajar en frio o caliente no depende de la
temperatura sino de la temperatura de recristalizacin.
Procesos primarios:
Destruir estructuras fundidas, est
conformado para sufrir pasos de
Deformacin posterior.
Procesos secundarios:
Procesos posteriores al primario y de
los cuales se obtienen los productos
Terminados.
Procesos de estado no estables
- En procesos como la compresin, la geometra
De la pieza cambia constantemente.
- El anlisis debe repetirse para varios puntos en el tiempo.
Forjado:
Es una de las tcnicas de manufactura
Ms importante.
Producto plano de anchura igual o superior a 600 mm, se obtiene por
laminaciones y tratamientos trmicos y sucesivos del material.
Chapa fina espesor < 3mm
Chapa gruesa espesor > 3mm
Y el comportamiento de la chapa ante la deformacin:
Corte
Doblado
Embutido
Segn la temperatura del proceso;
-En Frio: a temperatura ambiente
Es lo ms habitual en aceros de bajo contenido en carbono y chapas
de bajo espesor.
-En caliente; Hot Stamping: muy interesante en acero de alto lmite
elstico. El calentamiento reduce el lmite elstico, aumenta la
ductilidad y reduce la recuperacin elstica. El enfriamiento posterior
trata trmicamente el acero.
-Tambin se utiliza en chapa de alto espesor.
CARACTERSTICAS DE LOS PRODUCTOS DE CHAPA:
Formas complejas con excelentes
Acabados superficiales.
Piezas de elevada relacin rigidez/peso
Alta PRODUCTIVIDAD (ratios de hasta 1500 piezas/hora).
Solo se justifican SERIES LARGAS (coste de utillajes y medios de
produccin).
Las propiedades de la chapa vienen determinadas por los procesos
previos de laminacin y tratamientos trmicos a los que haya sido
sometida
ANISOTROPA:
las propiedades no son iguales en todas las
direcciones como consecuencia de la recristalizacin
direccional durante la laminacin (similar al fibrado
Direccional en forja).
Corte:
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
- Las piezas fabricadas por el forjado de
Matriz abierta no tienen tanta exactitud como las piezas fabricadas en el
sistema de forjado de matriz cerrada o de impresin.
- Las herramientas y equipo utilizado son
Sencillos y de no mucho precio.
- Permite una gran variedad de aplicaciones.
Extrusin:
- Este procedimiento nos permite obtener redondos, tubos y perfiles de
alta complejidad. Es de mucha precisin, pero produce material de
desecho. Se lleva el material a estado plstico, pastoso, y se le
Hace fluir a travs de una boquilla que le otorga la forma deseada.
- La extrusin en caliente es un proceso que utiliza la
gran maleabilidad de los materiales previamente
calentados para formarlo
Acero 1,100 1,250 C
Cobre 750 925 C
Aluminio 320 450 C
Estirado:
- El material se deforma en compresin jalando el extremo deformado
(compresin indirecta).
- En la aplicacin de alambre tambin se llama trefilado.
- Los tubos sin costura tambin pueden ser estirado, para cambiar de
forma (redondo a cuadrado).
Laminado:
- El proceso de deformacin en el cual el metal pasa entre dos rodillos y
se comprime mediante fuerzas de compresin ejercidas por los rodillos.
Los rodillos giran, para jalar el material y simultneamente apretarlo
entre ellos.
- Un proceso estrechamente relacionado es el laminado de perfiles, en
el cual una seccin transversal cuadrada se transforma en un perfil.
- La temperatura de laminacin es de
alrededor 1,200 C
Existen diferentes mtodos industriales para el CORTE DE CHAPA:
PUNZONADO:
El material se cizalla por efecto del contacto con el conjunto punzn-
matriz.
CORTE POR LSER:
un haz de luz de alta densidad de
Energa provoca la fusin y el corte de la chapa.
PUNZONADO: para llevar a cabo el punzonado es necesario un
conjunto de herramientas llamadas
PUNZN, MATRIZ Y PISADOR. La forma del agujero viene
determinada por el punzn y la matriz.
DOBLADO DE CHAPA: utilizando punzn y matriz se dobla la Chapa
hasta alcanzar un cierto ngulo.
Parmetros importantes:
Espesor de la chapa.
ngulo de doblado.
Radio de doblado.
El doblado puede ser:
Una operacin parte de un troquel ms complejo que incorpore otras
operaciones de punzonado y embuticin.
Una operacin aparte que se realiza en mquinas especficas
denominadas
PLEGADORAS.
Tambin son posibles otras configuraciones de doblado, como el
doblado de tubo el doblado con rodillos
Embutido:
En el proceso de EMBUTIDO el punzn empuja la chapa hacia la
matriz, generando una cavidad. Es la operacin ms compleja:
Se producen grandes deformaciones en la chapa con estados
tensionales variables y muy complejos.
Se requieren grandes fuerzas, lo que provoca desgastes y
deformaciones en los troqueles.
Requiere un importante esfuerzo experimental de puesta a punto
(prueba-error).
LMITE DE EMBUTIBILIDAD (LDR): existe un dimetro mximo de
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
chapa que puede embutirse para un cierto dimetro de punzn sin que
aparezcan grietas.
Un control defectuoso de la operacin
de embuticin puede provocar la
aparicin de daos en la pieza:
Aparicin de grietas.
Aparicin de arrugas.
LDR=Dimetro mximo de chapa
Dimetro de punzn
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
CONCLUSIONES
Con el desarrollo de este trabajo y la implementacin del mismo logre identificar
los diferentes procesos que se desarrollan en los proceso de manufactura dentro
de la fabricacin por moldeo, fundicin, metalurgia de polvos y la fabricacin por
deformacin de metales.
De otra parte logre familiarizarme con las diferentes maquinas-Herramientas que
existen en este tipo de procesos.
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA UNAD
Escuela de Ciencias Bsicas, Tecnologa e Ingeniera
Procesos de Manufactura
BIBLIOGRAFIA
Mikell, P., & Groover, A. (1997). Fundamentos de manufactura moderna. Edit.
Printice Hall. Edicin. Recuperado de
http://books.google.com.co/books?id=tcV0l37tUr0C&printsec=frontcover&h=
es&authuser=0#v=onepage&q&f=false
http://www.youtube.com/watch?v=xcrwVTkXDEU&feature=related
http://www.youtube.com/watch?v=Ls7lz6wM-NA&feature=related
https://www.youtube.com/watch?v=Ev4QNuGtFVo&feature=youtube_gd
https://www.youtube.com/watch?v=Sypm2IU8Tc8&feature=youtube_gdata
http://procemanufactura.blogspot.com/2013/06/tipos-de-moldeo.html
http://procemanufactura.blogspot.com/2013/06/fundicion-de-metales.html
También podría gustarte
- Columna CortaDocumento2 páginasColumna CortaJoss LizAún no hay calificaciones
- Pastorela La Mera BuenaDocumento10 páginasPastorela La Mera BuenaLupita LupitaAún no hay calificaciones
- Evaluación FinalDocumento3 páginasEvaluación FinalLeonor FrancoAún no hay calificaciones
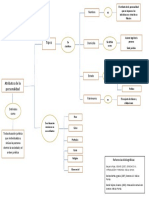
- Mapa Conceptual de Los Atributos de La PersonalidadDocumento1 páginaMapa Conceptual de Los Atributos de La PersonalidadMARCELO MANUEL MARTINEZ ALEJANDREZAún no hay calificaciones
- Gomitas Ecologicas para La Tos (1) SilmaDocumento16 páginasGomitas Ecologicas para La Tos (1) SilmaRafael Hernandez67% (3)
- Artículo Docente. Factores de Conversión vs. Reglas de TresDocumento5 páginasArtículo Docente. Factores de Conversión vs. Reglas de Tresliv2017@hotmail.comAún no hay calificaciones
- Tik Tok PademDocumento3 páginasTik Tok PademAve LinoAún no hay calificaciones
- El Maná de La Torá Por DR Ketriel Blad - Parasha 32 - BeHar - en El Monte - 2023Documento4 páginasEl Maná de La Torá Por DR Ketriel Blad - Parasha 32 - BeHar - en El Monte - 2023Nestor ChacinAún no hay calificaciones
- Biografía de AristotelesDocumento6 páginasBiografía de AristotelesVictor Bohorquez Flores100% (1)
- M13 U2 A3 CastilloBBVDocumento4 páginasM13 U2 A3 CastilloBBVkaterinAún no hay calificaciones
- Guía de MonografíaDocumento36 páginasGuía de MonografíaMarco RochaAún no hay calificaciones
- Vocabulario de InglesDocumento59 páginasVocabulario de Inglesmiojitoex100% (1)
- Diapos - Integrador (Recuperado)Documento10 páginasDiapos - Integrador (Recuperado)Israel CuariteAún no hay calificaciones
- SST Cnt-cpc0002.01 - Hse-081 Matriz de Seguimiento RciDocumento8 páginasSST Cnt-cpc0002.01 - Hse-081 Matriz de Seguimiento RciAnonymous AOMSkQt3vAún no hay calificaciones
- Modelo de Proyecto Licor de Piña PDFDocumento92 páginasModelo de Proyecto Licor de Piña PDFMaría AcevedoAún no hay calificaciones
- La Migración Haitiana en ChileDocumento4 páginasLa Migración Haitiana en ChilePaloma AdonisAún no hay calificaciones
- Tema 2. Razones 2Documento52 páginasTema 2. Razones 2Nosotros, el Pueblo EsAún no hay calificaciones
- Obligaciones - José María Eyzaguirre y Cristóbal EyzaguirreDocumento117 páginasObligaciones - José María Eyzaguirre y Cristóbal EyzaguirreNachoMedelAún no hay calificaciones
- Arquitectura Escolar Pública - Libro PDFDocumento155 páginasArquitectura Escolar Pública - Libro PDFjvc.arqAún no hay calificaciones
- Dilema Etico 1 El Caso Del GerenteDocumento5 páginasDilema Etico 1 El Caso Del Gerenterobe_0123100% (4)
- Estructurar Un Párrafo para La Creación de TextosDocumento7 páginasEstructurar Un Párrafo para La Creación de Textosmusic kAún no hay calificaciones
- Samper, José María - El Libertador Simón Bolívar (1884) PDFDocumento268 páginasSamper, José María - El Libertador Simón Bolívar (1884) PDFcositerinAún no hay calificaciones
- Guía Literatura Latina - Alix Fernández 11°02Documento15 páginasGuía Literatura Latina - Alix Fernández 11°02Michel FernandezAún no hay calificaciones
- 031 Aire AcondicionadoDocumento50 páginas031 Aire AcondicionadoGabriel Sanz RodasAún no hay calificaciones
- Gases ArterialesDocumento13 páginasGases ArterialesPaula Trujillo GarciaAún no hay calificaciones
- Taller de Refuerzo I Cálculo I Ingeniería de SistemasDocumento7 páginasTaller de Refuerzo I Cálculo I Ingeniería de SistemasAlvaro GalindezAún no hay calificaciones
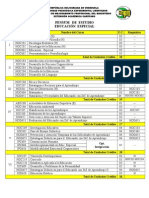
- Pemsun de Estudios Educación EspecialDocumento3 páginasPemsun de Estudios Educación EspecialVictor Villarroel RodriguezAún no hay calificaciones
- Curriculum ErickDocumento4 páginasCurriculum ErickErick S. Escalante OlanoAún no hay calificaciones
- Apunte Derecho Administrativo Saiach Por MiDocumento27 páginasApunte Derecho Administrativo Saiach Por MiNicolas RojasAún no hay calificaciones
- Ensayo de Educación VirtualDocumento5 páginasEnsayo de Educación VirtualILIANA CRISTINA TAPIA ARIASAún no hay calificaciones