También podría gustarte
- Formulas ElectricasDocumento1 páginaFormulas ElectricasAlfredo RangelAún no hay calificaciones
- Moldes MaquinadosDocumento113 páginasMoldes Maquinadosjose.figueroa@foseco.comAún no hay calificaciones
- Manual de Procedimientos para Elevar La ProductividadDocumento113 páginasManual de Procedimientos para Elevar La ProductividadDionisio CruzAún no hay calificaciones
- BDPS5500 S3500 S1500 Simple ES PDFDocumento56 páginasBDPS5500 S3500 S1500 Simple ES PDFuiyiguayeAún no hay calificaciones
- Polaridad Viscosidad Ebullicion DisolventesDocumento1 páginaPolaridad Viscosidad Ebullicion DisolventesSara SánAún no hay calificaciones
- El Sistema ANDONDocumento16 páginasEl Sistema ANDONjose.figueroa@foseco.comAún no hay calificaciones
- ARENA Vs GRANALLADocumento3 páginasARENA Vs GRANALLARamon CorazaoAún no hay calificaciones
- Componentes de CubiloteDocumento12 páginasComponentes de Cubilotejose.figueroa@foseco.comAún no hay calificaciones
- Cera Estees7Documento101 páginasCera Estees7JoyasLoniAún no hay calificaciones
- Tecnologia de Fundicion ArticulosDocumento129 páginasTecnologia de Fundicion Articulosjose.figueroa@foseco.comAún no hay calificaciones
- Efectos de Proceso NodularDocumento191 páginasEfectos de Proceso Nodularjose.figueroa@foseco.comAún no hay calificaciones
- Universidad Autonóma de Nuevo LeónDocumento116 páginasUniversidad Autonóma de Nuevo Leónjose.figueroa@foseco.comAún no hay calificaciones
- El Sistema ANDONDocumento16 páginasEl Sistema ANDONjose.figueroa@foseco.comAún no hay calificaciones
- Dieta SobrepesoDocumento2 páginasDieta SobrepesoYoliPoAún no hay calificaciones
- Manual MineriaDocumento290 páginasManual Mineriadfmejiay100% (4)
- Entradas para Cobre y AleacionesDocumento30 páginasEntradas para Cobre y Aleacionesjose.figueroa@foseco.comAún no hay calificaciones
- Revista Fundicion Inoculacion y MasDocumento108 páginasRevista Fundicion Inoculacion y Masjose.figueroa@foseco.comAún no hay calificaciones
- Tablas de Densidades y Temperaturas de Fusion y EbullucionDocumento8 páginasTablas de Densidades y Temperaturas de Fusion y EbullucionMart Arre H.100% (3)
- Hierro Gris y Proceso CO2Documento28 páginasHierro Gris y Proceso CO2jose.figueroa@foseco.comAún no hay calificaciones
- Tablas de Densidades y Temperaturas de Fusion y EbullucionDocumento8 páginasTablas de Densidades y Temperaturas de Fusion y EbullucionMart Arre H.100% (3)
- Data 5Documento12 páginasData 5jose.figueroa@foseco.comAún no hay calificaciones
- OxigasDocumento18 páginasOxigasjose.figueroa@foseco.comAún no hay calificaciones
- Calculo Carga CubiloteDocumento110 páginasCalculo Carga Cubilotejose.figueroa@foseco.comAún no hay calificaciones
- Entradas para Cobre y AleacionesDocumento30 páginasEntradas para Cobre y Aleacionesjose.figueroa@foseco.comAún no hay calificaciones
- Definiciones de CompetitividadDocumento2 páginasDefiniciones de Competitividadjose.figueroa@foseco.comAún no hay calificaciones
- Tabla de Conversion de Malla A MicronesDocumento1 páginaTabla de Conversion de Malla A MicronesJonas Medina100% (1)
- Formulas ElectricasDocumento1 páginaFormulas ElectricasAlfredo RangelAún no hay calificaciones
- Moldes de Vidro Tupy PDFDocumento12 páginasMoldes de Vidro Tupy PDFDry88Aún no hay calificaciones
- ProyeqDocumento33 páginasProyeqw6110Aún no hay calificaciones
- Desoxidacion de AceroDocumento12 páginasDesoxidacion de Acerojose.figueroa@foseco.comAún no hay calificaciones
- 4 Movidos Por El Amor de DiosDocumento3 páginas4 Movidos Por El Amor de DiosA Bernardo Ramírez VargasAún no hay calificaciones
- Taller de Redaccion Figuras Gramaticas 171887Documento8 páginasTaller de Redaccion Figuras Gramaticas 171887Yesid Fabian Pacheco UrangoAún no hay calificaciones
- 5 Viernes 24 de Abril 2020 Diseños de Maestra PDFDocumento2 páginas5 Viernes 24 de Abril 2020 Diseños de Maestra PDFJANETAún no hay calificaciones
- Esquema Del Año LiturgicoDocumento8 páginasEsquema Del Año Liturgicosanjuanita100% (8)
- Imprimir WarteggDocumento13 páginasImprimir Warteggsilverio visalot chuquipiondoAún no hay calificaciones
- Estructura y Analisis Del RomanticismoDocumento10 páginasEstructura y Analisis Del RomanticismoRubiela Nossa50% (2)
- El Demonio Andino. Arguedas en La Obra de Mario Vargas LlosaDocumento1 páginaEl Demonio Andino. Arguedas en La Obra de Mario Vargas LlosaAndrea BernardoniAún no hay calificaciones
- Catalogo - Arquitectura - y Ciudad PDFDocumento306 páginasCatalogo - Arquitectura - y Ciudad PDFAna Paula dos Santos SalvatAún no hay calificaciones
- El Casino Sus JugadasDocumento1 páginaEl Casino Sus JugadasOscar Sebastian Castañeda VivasAún no hay calificaciones
- Plan de Exhibición Del ProductoDocumento18 páginasPlan de Exhibición Del Productojhon fa rojas56% (9)
- Propiedades Opticas de Minerales Transpa PDFDocumento10 páginasPropiedades Opticas de Minerales Transpa PDFedison champi huaranccaAún no hay calificaciones
- Bohemia, Literatura e Historia PDFDocumento20 páginasBohemia, Literatura e Historia PDFjesusdavid5781Aún no hay calificaciones
- Examen Final de ComunicaciónDocumento5 páginasExamen Final de ComunicaciónJuanVictorAtauSantaCruzAún no hay calificaciones
- ArequipaDocumento9 páginasArequipaLuis ZapataAún no hay calificaciones
- Manifiesto Personal PDFDocumento98 páginasManifiesto Personal PDFRaul Harris100% (2)
- Los Mundos Intermedios Entre La Vida y L PDFDocumento24 páginasLos Mundos Intermedios Entre La Vida y L PDFLos Conquistadores del HorizonteAún no hay calificaciones
- Modelo Silabo FachseDocumento6 páginasModelo Silabo FachseAnonymous mxlXclNAún no hay calificaciones
- 18.03 Mali - Ibero LibreriasDocumento10 páginas18.03 Mali - Ibero LibreriasMaría yurico Luyo RamosAún no hay calificaciones
- Apartado Táctico Los Roles y Las Tareas (Parte 1)Documento21 páginasApartado Táctico Los Roles y Las Tareas (Parte 1)Francisco José MedinaAún no hay calificaciones
- Aportaciones Historicas Por Etapas, Derecho RomanoDocumento6 páginasAportaciones Historicas Por Etapas, Derecho RomanoManuel SuárezAún no hay calificaciones
- Vive El Presente, Pero Planea Tu FuturoDocumento4 páginasVive El Presente, Pero Planea Tu FuturoKarla PerdomoAún no hay calificaciones
- Oraciones A Los Siete ARCÁNGELESDocumento5 páginasOraciones A Los Siete ARCÁNGELESapi-373032293% (56)
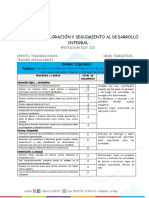
- 2DO INFORME DE VALORACIÓN TRANSITION 2019-2020 Thaliana ChavesDocumento3 páginas2DO INFORME DE VALORACIÓN TRANSITION 2019-2020 Thaliana ChavesCesar Augusto Cueto BaizAún no hay calificaciones
- C M CthulhuDocumento4 páginasC M Cthulhu1c42v5Aún no hay calificaciones
- Consul A Dos de El Salvador en Los Estados UnidosDocumento5 páginasConsul A Dos de El Salvador en Los Estados Unidossalv39Aún no hay calificaciones
- Estrategias Generales de AprendizajeDocumento23 páginasEstrategias Generales de AprendizajeSusana López HernándezAún no hay calificaciones
- ARTE Cultura HebreaDocumento7 páginasARTE Cultura HebreaAnonymous lgpy9njAún no hay calificaciones
- Modelo de Evaluación Nivelación Teoría y SolfeoDocumento2 páginasModelo de Evaluación Nivelación Teoría y SolfeoAlonso Niño100% (1)
- El Genio - KreimerDocumento29 páginasEl Genio - KreimerJohannaramirezAún no hay calificaciones
- Cartas de JuanDocumento18 páginasCartas de JuanHugo Alberto Martinez100% (1)