También podría gustarte
- Trucos Caseros para El Mobiliario en Madera, Talaya AmbronaDocumento6 páginasTrucos Caseros para El Mobiliario en Madera, Talaya AmbronaHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Historia de Los Barnices para Instrumentos de Cuerda Frotada - Estado Del Arte y ReflexionesDocumento86 páginasHistoria de Los Barnices para Instrumentos de Cuerda Frotada - Estado Del Arte y ReflexionesRenato FarabeufAún no hay calificaciones
- Normas o Medidas de Seguridad en El Uso de Herramientas en Un Taller de CarpinteríaDocumento14 páginasNormas o Medidas de Seguridad en El Uso de Herramientas en Un Taller de CarpinteríaHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Prensa Rápida Con Cuña A 30ºDocumento3 páginasPrensa Rápida Con Cuña A 30ºHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Literatura y Fuentes para El Peritaje Del Mueble Antiguo EspañolDocumento22 páginasLiteratura y Fuentes para El Peritaje Del Mueble Antiguo Españolseguimiento graduadosAún no hay calificaciones
- Tornillos para Melamina, MDF y Madera, Tipo SPA, Información TécnicaDocumento39 páginasTornillos para Melamina, MDF y Madera, Tipo SPA, Información TécnicaHugo Alfredo Ordóñez Chocano100% (1)
- Bisagra Cazoleta Ficha DUCASSEDocumento2 páginasBisagra Cazoleta Ficha DUCASSECristian Muschietti0% (1)
- Guía Sencilla para Hacer Mortajas Con El RouterDocumento1 páginaGuía Sencilla para Hacer Mortajas Con El RouterHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Revista Fine WoodWorking, Vol. 215, Año 2010Documento100 páginasRevista Fine WoodWorking, Vol. 215, Año 2010Hugo Alfredo Ordóñez Chocano100% (3)
- Plantilla Mango SerruchoDocumento1 páginaPlantilla Mango SerruchoHugo Alfredo Ordóñez Chocano100% (1)
- Gramil SencilloDocumento5 páginasGramil SencilloHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Normas o Medidas de Seguridad en El Uso de Herramientas en Un Taller de CarpinteríaDocumento14 páginasNormas o Medidas de Seguridad en El Uso de Herramientas en Un Taller de CarpinteríaHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Tabla de Equivalencias de Brocas y MachuelosDocumento1 páginaTabla de Equivalencias de Brocas y MachuelosHugo Alfredo Ordóñez Chocano88% (8)
- Curso Fundamental de Oficios de La Madera, Enseñanza PDFDocumento60 páginasCurso Fundamental de Oficios de La Madera, Enseñanza PDFHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- For MaletasDocumento167 páginasFor MaletasMynor Figueroa FuentesAún no hay calificaciones
- For MaletasDocumento167 páginasFor MaletasMynor Figueroa FuentesAún no hay calificaciones
- Manual de Prácticas de Laboratorio de ConcretoDocumento73 páginasManual de Prácticas de Laboratorio de Concretorle0n100% (2)
- Norma NTG 41054 - Especificaciones Bloques Huecos de ConcretoDocumento14 páginasNorma NTG 41054 - Especificaciones Bloques Huecos de ConcretoFelix Maurelio Canchari MallquiAún no hay calificaciones
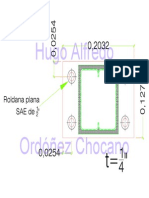
- Platina Columna VigaDocumento1 páginaPlatina Columna VigaHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Libro PlasticidadDocumento76 páginasLibro PlasticidadcquintanillaAún no hay calificaciones
- Tubos de Las Prensas de TuboDocumento9 páginasTubos de Las Prensas de TuboHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- ESA+FSA Guia - Juntas y Bridas - EspanolDocumento54 páginasESA+FSA Guia - Juntas y Bridas - EspanolunfalsoimpostorAún no hay calificaciones
- Reguladores para Gases, HarrisDocumento88 páginasReguladores para Gases, HarrisHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Fijaciones Fisher FBA-FWADocumento2 páginasFijaciones Fisher FBA-FWAHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Técnicas de Unión, Soporte para Tableros y EstantesDocumento1 páginaTécnicas de Unión, Soporte para Tableros y EstantesHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Whirpool AWO D43430 EsDocumento2 páginasWhirpool AWO D43430 EsHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Sika Acril TechoDocumento3 páginasSika Acril TechoHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Eternit - Cubierta Fibrocemento Teja Ondulada Perfil 7, ColombiaDocumento14 páginasEternit - Cubierta Fibrocemento Teja Ondulada Perfil 7, ColombiaHugo Alfredo Ordóñez Chocano100% (2)
- Chimeneas y FumisteriaDocumento4 páginasChimeneas y FumisteriaHugo Alfredo Ordóñez ChocanoAún no hay calificaciones
- Norma de Emisión para Artefactos Que Usan Leña o Biomasa, CONAMADocumento98 páginasNorma de Emisión para Artefactos Que Usan Leña o Biomasa, CONAMAHugo Alfredo Ordóñez Chocano100% (2)
- Pr-Ac-13 Inspeccion VisualDocumento8 páginasPr-Ac-13 Inspeccion VisualjoseAún no hay calificaciones
- Tratamiento TermicoDocumento5 páginasTratamiento Termicopopopo100% (2)
- MTGpr015 - 1 Procedimiento de Control de Elementos de Izajes PDFDocumento54 páginasMTGpr015 - 1 Procedimiento de Control de Elementos de Izajes PDFMauro Cepeda CarvajalAún no hay calificaciones
- Materiales embarcacionesDocumento3 páginasMateriales embarcacionesAndrés VillarAún no hay calificaciones
- Recubrimiento epoxi novolac resistente para tanques de almacenamiento químicosDocumento4 páginasRecubrimiento epoxi novolac resistente para tanques de almacenamiento químicosAw HvAún no hay calificaciones
- Micro Deval IncompletoDocumento8 páginasMicro Deval IncompletoYenser QuinteroAún no hay calificaciones
- Catratamientos térmicos en aceroDocumento13 páginasCatratamientos térmicos en aceromanuelAún no hay calificaciones
- TuberiasDocumento15 páginasTuberiasjefersonAún no hay calificaciones
- Pruebas destructivas y no destructivas del concretoDocumento19 páginasPruebas destructivas y no destructivas del concretoydalb-kyoAún no hay calificaciones
- Curriculum SoldadorDocumento3 páginasCurriculum SoldadoredwardsAún no hay calificaciones
- Horno SolarDocumento5 páginasHorno SolarDamian GarridoAún no hay calificaciones
- VX MC Pedrollo FolletoDocumento4 páginasVX MC Pedrollo FolletovctralcaAún no hay calificaciones
- Clase N°16 Cu Reducción TecnologíasDocumento12 páginasClase N°16 Cu Reducción TecnologíasJordan G. TorresAún no hay calificaciones
- Perfiles EstructuralesDocumento32 páginasPerfiles Estructuralesjose785-Aún no hay calificaciones
- GEA Ecoflex ICP ManualDocumento80 páginasGEA Ecoflex ICP ManualingjorgeveraAún no hay calificaciones
- INFORME#1QUÍMICADocumento10 páginasINFORME#1QUÍMICAcamila ortiz peñaAún no hay calificaciones
- Bomba Prinze Catálogo 2017Documento368 páginasBomba Prinze Catálogo 2017Jose Manuel Maldonado MoralesAún no hay calificaciones
- Ficha Tecnica Valvula Flotador 1Documento2 páginasFicha Tecnica Valvula Flotador 1Katy NietoAún no hay calificaciones
- Electrodos para soldadura de aceros al carbono y aceros inoxidablesDocumento2 páginasElectrodos para soldadura de aceros al carbono y aceros inoxidablesCordova Marcos100% (1)
- Diseño edificaciones ETABSDocumento5 páginasDiseño edificaciones ETABSlourdespatriciaAún no hay calificaciones
- Cmi115.Tma115.2021 Guia Parcial2Documento3 páginasCmi115.Tma115.2021 Guia Parcial2Edwin GuillénAún no hay calificaciones
- Lectura2 - Evaluación de La Importancia Del Trato Con El ClienteDocumento5 páginasLectura2 - Evaluación de La Importancia Del Trato Con El ClienteVIC100% (1)
- Diseño estructural edificio 10 pisos concreto armadoDocumento3 páginasDiseño estructural edificio 10 pisos concreto armadoOMAR ALFONSO BLAS CAMPOSAún no hay calificaciones
- Columnas de MaderaDocumento25 páginasColumnas de MaderaJuan Carlos Morales Ordonio100% (1)
- Caso Nucor en 2013Documento21 páginasCaso Nucor en 2013Gianluca0% (1)
- Norma ferroviaria seguridad vía clasificaciónDocumento13 páginasNorma ferroviaria seguridad vía clasificaciónEdgar Garnica Peñaloza100% (1)
- Ensayos de materiales: clasificación y tiposDocumento7 páginasEnsayos de materiales: clasificación y tiposBrayan YalánAún no hay calificaciones
- 1 - A Manual de Seguridad Ocupacional para Trabajos en Torres de TelecomunicacionesDocumento10 páginas1 - A Manual de Seguridad Ocupacional para Trabajos en Torres de TelecomunicacionesOscar A Roas SalazarAún no hay calificaciones
- Mantenimiento máquina mineraDocumento56 páginasMantenimiento máquina mineraAlonso Fernando Magallanes PalominoAún no hay calificaciones
- Notas Explicativas Seccion 11Documento178 páginasNotas Explicativas Seccion 11xperialsmmAún no hay calificaciones