También podría gustarte
- Tiourea PDFDocumento70 páginasTiourea PDFNestor Zinan RzAún no hay calificaciones
- Clase 7Documento19 páginasClase 7Nestor Zinan RzAún no hay calificaciones
- Clase 6Documento23 páginasClase 6Nestor Zinan RzAún no hay calificaciones
- MOLDEADO DE UNA PIEZA DE AJEDREZ CON YESO InformeDocumento18 páginasMOLDEADO DE UNA PIEZA DE AJEDREZ CON YESO InformeNestor Zinan RzAún no hay calificaciones
- Práctica #10 Corte Por Plasma PDFDocumento1 páginaPráctica #10 Corte Por Plasma PDFNestor Zinan RzAún no hay calificaciones
- ASPERODocumento1 páginaASPERONestor Zinan RzAún no hay calificaciones
- Mètodos de Diseño de MontantesDocumento49 páginasMètodos de Diseño de MontantesNestor Zinan RzAún no hay calificaciones
- Serie ChallapampaDocumento7 páginasSerie ChallapampaNestor Zinan RzAún no hay calificaciones
- Defectos EstructuralesDocumento9 páginasDefectos EstructuralesNestor Zinan RzAún no hay calificaciones
- ASPERODocumento1 páginaASPERONestor Zinan RzAún no hay calificaciones
- Minería EspacialDocumento4 páginasMinería EspacialNestor Zinan RzAún no hay calificaciones
- Mantenimiento 002Documento25 páginasMantenimiento 002Nestor Zinan RzAún no hay calificaciones
- Atacamita y CupritaDocumento3 páginasAtacamita y CupritaNestor Zinan RzAún no hay calificaciones
- Mineral DelafossitaDocumento3 páginasMineral DelafossitaNestor Zinan RzAún no hay calificaciones
- Horno de Arco Electrico FinalDocumento26 páginasHorno de Arco Electrico FinalNestor Zinan Rz100% (1)
- Analisis Vertical y Horizontal Del Balance y Estado de ResultadosDocumento8 páginasAnalisis Vertical y Horizontal Del Balance y Estado de ResultadosNestor Zinan Rz100% (1)
- TransferenciaDocumento5 páginasTransferenciaNestor Zinan Rz0% (1)
- ElmerDocumento4 páginasElmerNestor Zinan RzAún no hay calificaciones
- Sistema de PesajeDocumento2 páginasSistema de PesajeNestor Zinan RzAún no hay calificaciones
- Caja Chica VulcanoDocumento86 páginasCaja Chica VulcanoNestor Zinan RzAún no hay calificaciones
- Politica Ambiental IncalpacaDocumento1 páginaPolitica Ambiental IncalpacaNestor Zinan RzAún no hay calificaciones
- CV GianDocumento2 páginasCV GianNestor Zinan RzAún no hay calificaciones
- Sistema de PesajeDocumento2 páginasSistema de PesajeNestor Zinan RzAún no hay calificaciones
- PDF Doblado y Curvado - CompressDocumento37 páginasPDF Doblado y Curvado - Compresscapry_cornio@yahoo.comAún no hay calificaciones
- Informe Termodinámica (Expo)Documento6 páginasInforme Termodinámica (Expo)Anderson Enriquez CastroAún no hay calificaciones
- Flujo de Fluidos en El Procesado de AlimentosDocumento5 páginasFlujo de Fluidos en El Procesado de Alimentosbelen8jacquetAún no hay calificaciones
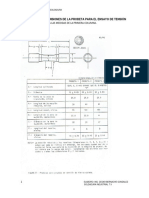
- Dimensiones de Las Probetas2023Documento6 páginasDimensiones de Las Probetas20231223bserAún no hay calificaciones
- Edt 4Documento1 páginaEdt 4Miguel RomeroAún no hay calificaciones
- Albañileria EstructuralDocumento22 páginasAlbañileria EstructuralFransCristianMoralesGrandezAún no hay calificaciones
- TermistorDocumento4 páginasTermistorJuana MantillaAún no hay calificaciones
- Catalogo Lackmond - ESP PDFDocumento32 páginasCatalogo Lackmond - ESP PDFLeonel Edgardo MoncadaAún no hay calificaciones
- INFORMEDocumento16 páginasINFORMEJoaoSandAún no hay calificaciones
- Estructuras Espaciales de Barras - EstereoestructurasDocumento18 páginasEstructuras Espaciales de Barras - Estereoestructurasheidi riosAún no hay calificaciones
- Encofrados Deslizantes en CanalesDocumento2 páginasEncofrados Deslizantes en Canalesernest127Aún no hay calificaciones
- Expo AcerosDocumento19 páginasExpo AcerosAngel RojasAún no hay calificaciones
- Esp. MacdrainDocumento8 páginasEsp. MacdrainkurowAún no hay calificaciones
- PTS - Instalación Tabiques de MetalcomDocumento5 páginasPTS - Instalación Tabiques de MetalcomNicolasAún no hay calificaciones
- (Ex) Une 85219 2016Documento5 páginas(Ex) Une 85219 2016matute Galdin0% (1)
- Cortes Por Fachada 2Documento1 páginaCortes Por Fachada 2Constanza LópezAún no hay calificaciones
- EXT YLx6cabwvhb14H2kYPg4Documento6 páginasEXT YLx6cabwvhb14H2kYPg4encu1715Aún no hay calificaciones
- Investigacion Documental Fibra CarbonoDocumento42 páginasInvestigacion Documental Fibra CarbonoEsteban Huacasi VargasAún no hay calificaciones
- T. CimentacionesDocumento4 páginasT. CimentacionesJoselin ZamoraAún no hay calificaciones
- Centro Comercial BoliviaDocumento28 páginasCentro Comercial BoliviaEduardo CoaqueraAún no hay calificaciones
- Muros de ContencionDocumento21 páginasMuros de Contencionleotyr100% (1)
- Cuadro Comparativo Maquinas HerramientasDocumento4 páginasCuadro Comparativo Maquinas HerramientasOswaldo Cuatecontzi TlilayatziAún no hay calificaciones
- Manual de Lab. de Tecnología de MaterialesDocumento99 páginasManual de Lab. de Tecnología de MaterialesCarla DanielaAún no hay calificaciones
- Boletin 17Documento15 páginasBoletin 17andreslepeAún no hay calificaciones
- UNIDAD 5 Entropia PDFDocumento37 páginasUNIDAD 5 Entropia PDFJose Antonio Aguilar IbarraAún no hay calificaciones
- Trabajo-Grupal-De Actividades3Documento16 páginasTrabajo-Grupal-De Actividades3Anonymous MMLzZjbyAún no hay calificaciones
- Estructuras III.Documento27 páginasEstructuras III.Luis Carlos FloresAún no hay calificaciones
- Capitulo 3 - 6 PDFDocumento5 páginasCapitulo 3 - 6 PDFantoniaAún no hay calificaciones
- Sdur 30Documento4 páginasSdur 30Oscar PichardoAún no hay calificaciones