También podría gustarte
- Deje de Malgastar Su Tiempo Valioso PDFDocumento11 páginasDeje de Malgastar Su Tiempo Valioso PDFfernandousedaAún no hay calificaciones
- Unidad - 1 - Actividad - 3 Martich Yira PDFDocumento2 páginasUnidad - 1 - Actividad - 3 Martich Yira PDFMrtich YiraudyAún no hay calificaciones
- Resumen Fundamentos de La GerenciaDocumento62 páginasResumen Fundamentos de La GerenciaMauricio UretaAún no hay calificaciones
- Volumen1 Op PDFDocumento194 páginasVolumen1 Op PDFJuan Abel Callupe CuevaAún no hay calificaciones
- La Deidad de JesucristoDocumento21 páginasLa Deidad de JesucristoJaime MonsalveAún no hay calificaciones
- La Parte de Dios y La Parte Del Hombre en La SalvaciónDocumento5 páginasLa Parte de Dios y La Parte Del Hombre en La SalvaciónJaime MonsalveAún no hay calificaciones
- Principio y Fin de La Disepensacion GentilDocumento19 páginasPrincipio y Fin de La Disepensacion GentilJaime MonsalveAún no hay calificaciones
- La Crueldad Del Pecado, y La Pena Que Costo Quitarlo de Nuestras Vidas.Documento25 páginasLa Crueldad Del Pecado, y La Pena Que Costo Quitarlo de Nuestras Vidas.Jaime MonsalveAún no hay calificaciones
- Que Es El PecadoDocumento17 páginasQue Es El PecadoJaime MonsalveAún no hay calificaciones
- 1 Timoteo 5.docx NO RERPRENDAS AL ANCIANODocumento10 páginas1 Timoteo 5.docx NO RERPRENDAS AL ANCIANOJaime MonsalveAún no hay calificaciones
- Dolencias y AfliccionesDocumento21 páginasDolencias y AfliccionesJaime MonsalveAún no hay calificaciones
- La Segunda Venida Del SeñorDocumento18 páginasLa Segunda Venida Del SeñorJaime MonsalveAún no hay calificaciones
- Cómo Se Pierde La SalvaciónDocumento19 páginasCómo Se Pierde La SalvaciónJaime MonsalveAún no hay calificaciones
- De Donde Salio La Palabra JehovaDocumento2 páginasDe Donde Salio La Palabra JehovaJaime MonsalveAún no hay calificaciones
- LubricacionDocumento103 páginasLubricacionJaime MonsalveAún no hay calificaciones
- Planilla Flujo de Caja CONTAGRAMDocumento7 páginasPlanilla Flujo de Caja CONTAGRAMJaime MonsalveAún no hay calificaciones
- A El OidDocumento27 páginasA El OidJaime MonsalveAún no hay calificaciones
- Función de EstadoDocumento1 páginaFunción de EstadoJaime MonsalveAún no hay calificaciones
- Desarrollo de La Práctica Reflexiva en El Oficio de Enseñar (Philippe Perrenoud)Documento2 páginasDesarrollo de La Práctica Reflexiva en El Oficio de Enseñar (Philippe Perrenoud)estrategiasdeltrabajAún no hay calificaciones
- Silabo Teoria General de SistemasDocumento6 páginasSilabo Teoria General de SistemasLino PintoAún no hay calificaciones
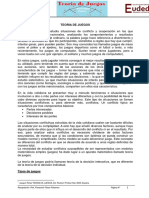
- Teoría de Juegos. Definición y ElementosDocumento5 páginasTeoría de Juegos. Definición y ElementosFloresmilo Flores PalominoAún no hay calificaciones
- Tratamiento de DatosDocumento48 páginasTratamiento de DatosJosé Luis Plaza DoradoAún no hay calificaciones
- Gerencia de OperacionesDocumento10 páginasGerencia de OperacionesWalter Wlady HernándezAún no hay calificaciones
- Localizacion de PlantaDocumento36 páginasLocalizacion de PlantaAnonymous TXTsNZO0K8Aún no hay calificaciones
- Tarea 1 RRHH SEMANA 1 IACCDocumento9 páginasTarea 1 RRHH SEMANA 1 IACCRosa Quitral PérezAún no hay calificaciones
- Curso Instructores 2014Documento40 páginasCurso Instructores 2014Cesar Fuentes Rivera Fernandez0% (1)
- Evaluación Como Sistema o ProcesoDocumento5 páginasEvaluación Como Sistema o ProcesoGabriela EstradaAún no hay calificaciones
- Actividad Ensayo PropositivoDocumento7 páginasActividad Ensayo PropositivoEliseo ManosalvaAún no hay calificaciones
- Tesis de TitulacionDocumento150 páginasTesis de Titulacionasanchez1807Aún no hay calificaciones
- Ensayo 1Documento6 páginasEnsayo 1Monica OrtizAún no hay calificaciones
- Taller Control EmpresarialDocumento9 páginasTaller Control EmpresarialDanielEstebanNemeFlorezAún no hay calificaciones
- El Equipo de Salud en El Trabajo ComunitarioDocumento4 páginasEl Equipo de Salud en El Trabajo Comunitariobettyna bracho100% (1)
- Guía para El Análisis de RiesgosDocumento11 páginasGuía para El Análisis de RiesgosArmando LopezAún no hay calificaciones
- Desarrollo Habilidades Pensamiento Superior en Estudiantes Con Talento Académico A Través de Modelo Didáctico en BiotecnologíaDocumento167 páginasDesarrollo Habilidades Pensamiento Superior en Estudiantes Con Talento Académico A Través de Modelo Didáctico en BiotecnologíabetapucvAún no hay calificaciones
- El Dilema (Etica y Valores)Documento13 páginasEl Dilema (Etica y Valores)Jhorca VargasAún no hay calificaciones
- Manual de Politica EmpresarialDocumento155 páginasManual de Politica EmpresarialFast WorkAún no hay calificaciones
- Material Apoyo I Comunicación EmpresarialDocumento12 páginasMaterial Apoyo I Comunicación Empresarialingridh70Aún no hay calificaciones
- Primera Parte. Contabilidad de CostosDocumento14 páginasPrimera Parte. Contabilidad de CostosGabriela Chavarro GalvisAún no hay calificaciones
- Normalidad y Diferencia en Nuestras Escuelas: A Propósito de La Ley de Inclusión EscolarDocumento10 páginasNormalidad y Diferencia en Nuestras Escuelas: A Propósito de La Ley de Inclusión EscolarJose Miguel Taiba OrellanaAún no hay calificaciones
- Encarnizamiento Terapeutico EnsayoDocumento11 páginasEncarnizamiento Terapeutico EnsayoDulceTorres100% (1)
- Ejemplo HallazgosDocumento39 páginasEjemplo HallazgosRafael MedinaAún no hay calificaciones
- Análisis PESTECDocumento8 páginasAnálisis PESTECLuis PeraltaAún no hay calificaciones
- Estructuras AdministrativasDocumento11 páginasEstructuras AdministrativasLoren AlmeidaAún no hay calificaciones
- Entrevista-De-Eduard-Punset-A-bruce Hood Relativo A Estamos Programados para CreerDocumento13 páginasEntrevista-De-Eduard-Punset-A-bruce Hood Relativo A Estamos Programados para CreerMFERATDAún no hay calificaciones