Documentos de Académico
Documentos de Profesional
Documentos de Cultura
GMAW
Cargado por
juan olmosDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
GMAW
Cargado por
juan olmosCopyright:
Formatos disponibles
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Weld Metal Deposited 1975-1999
Western Europe USA J apan
100% Western Europe 422 000 tonnes
30 300 100%
344 000 tonnes
100%
236 000 tonnes
17 100 15 100
90% 30 900 90%
90%
67 800 60 400
80% 80% 80%
70% 70% 70%
60% 60% 60%
301 800
50% 50% 50%
40% 40% 40%
30% 30% 30%
20% 20% 20%
245,000
10% 10% 10%
0% 0% 0%
1975
1979
1981
1983
1989
1993
1997
1999
1977
1985
1987
1991
1995
1975
1977
1979
1983
1985
1987
1989
1991
1995
1997
1999
1975
1977
1981
1983
1985
1987
1991
1993
1995
1981
1993
1979
1989
1997
1999
MMA MIG/MAG FCW SAW
CM 2000-08-18
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
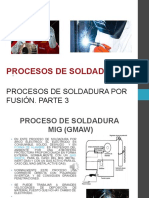
Descripción:
Es un proceso en el cual se
establece un arco eléctrico entre
un electrodo (alambre) no
revestido alimentado en forma
continua y la pieza de trabajo.
La pileta de fusión es protegida
por un gas que puede ser inerte
(proceso MIG) o activo (proceso
MAG).
MIG : METAL INERT GAS.
MAG : METAL ACTIVE GAS.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Descripción del equipo
REGULADOR-CAUDALIMETRO
METAL ALAMBRE ELECTRODO
BASE
GAS DE PROTECCIÓN
PISTOLA DE SOLDAR
ALIMENTADOR
TUBO DE GAS
ARCO
FUENTE
V CTE(CV)
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Descripción del equipo
• El equipamiento básico para soldadura MIG/MAG está
compuesto por una fuente de energía, un alimentador de
alambre, una torcha y una fuente de gas protector, además
de cables y mangueras como se muestra en la figura anterior.
En los casos que se utilice soldadura automatizada, pueden
emplearse dispositivos auxiliares como posicionadores y
sistemas controlados de movimiento de la torcha.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Descripción del equipo – Tipo de fuente.
• Para que un proceso de soldadura con electrodo consumible sea
estable, es necesario que la velocidad de consumo (fusión) del
electrodo sea, en promedio, igual a su velocidad de
alimentación, de modo que la longitud del arco permanezca
relativamente constante.
• En la soldadura GMAW existen dos alternativas básicas para
lograr este objetivo :
1. Permitir que el equipo controle la velocidad de
alimentación, de modo de igualarla a la velocidad de fusión.
2. Mantener la velocidad de alimentación constante y permitir
variaciones en los parámetros de soldadura, de forma de
mantener la velocidad de consumo aprox. constante y en
promedio, igual a la velocidad de alimentación del alambre.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Descripción del equipo – Tipo de fuente.
1. En este caso se trabaja con una fuente de tipo corriente
constante, que permite una velocidad de fusión aprox.
constante, con un alimentador de alambre de velocidad
variable, controlada por el equipo, de forma de mantener
la longitud del arco estable. Este control se realiza por
comparación de la tensión del arco en cada instante, con
un valor de referencia, modificando la velocidad de
alimentación de manera de compensar las diferencias
observadas entre la tensión real del arco y la tensión de
referencia.
Por ejemplo, si en cierto momento, por un movimiento involuntario
el soldador aleja la torcha de la pieza, provocando un aumento
indeseable en el largo del arco de soldadura, se producirá una
elevación de la tensión del arco, que será mayor que la tensión de
referencia, produciendo un aumento momentáneo de la velocidad
de alimentación de alambre, restableciéndose la condición inicial.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Descripción del equipo – Tipo de fuente.
2. En este caso se emplea una fuente de tipo voltaje
constante y un alimentador de alambre con velocidad de
alimentación constante. Con esas características, este tipo
de equipo tiende a mantener la longitud de arco estable.
Se puede observar que variaciones en el largo del arco, las
cuales van acompañadas de modificaciones en su tensión,
tienden a causar grandes variaciones en la corriente de
soldadura (FENÓMENO DE AUTOAJUSTE DEL ARCO)
De esta forma, si en un instante dado el arco toma una longitud
mayor que la de equilibrio, la corriente se reduce de modo que la
velocidad de consumo cae y el largo del arco tiende a volver a su
valor original. Se razona de igual forma cuando el arco disminuye
momentaneamente su longitud.
Este sistema es más barato, más simple y presenta buenos
resultados con alambres más finos (hasta 3.2 mm de diámetro)
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
La fuente utilizada es
normalmente del tipo U(Volt.)
transformador-rectificador, con Característica de
Tensión Constante
curva estática característica del Uo L2
tipo voltaje constante, debido al L1
L3
U1
fenómeno de “autoajuste del
arco”.
Efecto “ Auto ajuste del arco”. I soldadura
0
El soldador controla sólo la Va Ø1,2 - 24V
longitud de arco correcta, el Cn / min
V1 Característica
resto control interno de la de Fusión
fuente ( L2>L1>L3 )
Rango de caída de tensión en la I soldadura
fuente: 2 a 8 Volt/100 A. A1
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
V(Volt.)
En definitiva, el “autoajuste del 3
I2 1 5
2
arco” consiste en una tendencia
al equilibrio del arco en una
longitud determinada.
En la figura se presentan tres
tipos de curvas estáticas de 4
fuente un dos curvas
características de arco. I3>I2 > I1
Nótese que la fuente con curva
ascendente produce mayor I1
variación en I (I3) que la curva I3
con voltaje constante (I2) y que I (A)
la fuente con corriente 1,2: curvas características de arco.
constante (I1). 3,4,5: curvas estáticas de fuente.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
• El fenómeno de “autoajuste del arco” depende del
nivel de variación de la corriente al modificarse la
longitud del arco.
• La fuente que reaccione con mayor variación de
corriente (Ii), conseguirá restaurar más
rápidamente la longitud de arco original.
• Por esta razón las fuentes con curva de tipo
ascendente y de voltaje constante son las que mejor
se adaptan a la dinámica de los procesos GMAW y
SAW. No obstante, las primeras no se utilizan por
eventuales problemas de inestabilidad.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Descripción del equipo – Alimentador de alambre.
• El alimentador de alambre utilizado normalmente es
accionado por un motor de corriente continua y suministra
material a una velocidad constante, ajustable en una faja
amplia de valores.
• Al ajustar la velocidad de alimentación del alambre, se
regula la corriente de soldadura suministrada por la
máquina, debido a las características de la fuente y del
proceso.
• El alambre pasa entre un conjunto de rodillos, llamados
rodillos de alimentación, que pueden estar próximos o
lejanos a la torcha de soldadura. Dependiendo de la
distancia entre el carretel de alambre y la torcha, uno u
otro tipo de alimentador presenta mejores resultados.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Descripción del equipo – Torcha.
• La torcha de soldadura consiste básicamente en un tubo
de contacto, que produce la energización del alambre, de
una boquilla que orienta el caudal de gas protector y de
un gatillo de accionamiento del sistema.
• El tubo de contacto es un tubo a base de cobre, cuyo
diámetro interno es ligeramente superior al diámetro del
alambre y actúa como contacto eléctrico deslizante.
• La boquilla está construída en cobre o material cerámico
y debe tener un diámetro compatible con la corriente de
soldadura y el caudal de gas a emplear en la aplicación
concreta.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Descripción del equipo – Torcha.
• El gatillo de accionamiento mueve un contactor que está
conectado al primario del transformador de la fuente,
energizando el circuito de soldadura, además de accionar
el alimentador de alambre y una válvula solenoide que
comanda el caudal de gas protector de la torcha.
• Las torchas para soldadura GMAW pueden ser
refrigeradas por agua o por el propio gas de protección,
dependiendo de su capacidad y factor de trabajo. En
cuanto a la forma, pueden ser rectas o curvas, del tipo
“cuello de cisne”, para mejor operatividad.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Consumibles.
• Los principales consumibles utilizados en la soldadura GMAW
son el alambre electrodo, el gas de protección y en algunos
casos un sproy de protección de la torcha y regiones
adyacentes contra la adhesión de salpicaduras.
Consumibles – Alambres.
• AWS A5.18 Alambres sólidos y varillas aceros al carbono
para procesos bajo protección gaseosa (GMAW, GTAW,
PAW).
• AWS A5.20 Alambres acero al carbono para soldadura
FCAW.
• AWS A5.22 Alambres acero inoxidable para soldadura FCAW
y varillas acero inoxidable para GTAW.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Consumibles – Alambres.
• Los alambres para soldadura están constituídos por metales o
aleaciones que poseen composición química, dureza,
condiciones superficiales y dimensiones bien controladas.
• Los alambres de mala calidad pueden producir fallas en la
alimentación, inestabilidad de arco y discontinuidades en los
cordones de soldadura.
• Los alambres para acero al carbono generalmente reciben una
capa superficial de cobre con el objetivo de mejorar su
terminación superficial y el contacto eléctrico con el tubo de
cobre.
• Los alambres de acero empleados con protección de CO2
contienen mayores tenores de Si y Mn en su composición,
debido a su acción desoxidante.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Consumibles – Alambres.
• La selección del alambre a ser utilizado en una determinada
aplicación se realiza en términos de la composición química
del metal de base, del gas de protección a emplear y de la
composición química y propiedades mecánicas deseadas para
la soldadura.
• Los alambres y varillas cubiertos por la especificación AWS
A5.18 utilizan un sistema de clasificación basado en la
composición química del electrodo y en las propiedades
mecánicas del metal de soldadura.
• El sistema para identificar los consumibles cubiertos por esta
especificación siguen el modelo de otras especificaciones
AWS ya vistas.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Consumibles – Alambres.
ER XXY-Z
• Las letras ER indican que el metal de aporte puede ser usado
en forma de alambre o de varilla.
• El conjunto XX indica la mínima resistencia a tracción del
metal de soldadura producido por el aporte, multiplicado por
el factor 1000, expresado en psi.
• El dígito Y puede ser una letra “S” (designa un alambre sólido
o varilla) o una letra “C” (designa un aporte compuesto).
• El dígito Z indica la composición química del alambre.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Consumibles - Gases de protección
• Los gases utilizados en la soldadura GMAW pueden ser inertes, activos o
mezclas de ambos. El tipo de gas influencia las características del arco y
la transferencia metálica, así como la penetración, forma del cordón,
tendencia a la aparición de mordeduras y costo de la soldadura.
Gases Inertes: No reaccionan con el material de aporte, ni con el metal base.
Argón (Ar), Helio (He) o mezcla de ambos en distintas proporciones. Se
utilizan en la soldadura de metales y aleaciones no ferrosas.
Gases Activos: Reaccionan con el metal fundido. Anhídrido Carbónico CO2
Mezclas de Ar+CO2 y Ar+O2. Se emplean en la soldadura de metales y
aleaciones ferrosas.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Consumibles - Gases de protección.
El CO2 puede utilizarse para aceros al carbono, permitiendo gran
penetración, buenas propiedades mecánicas y bajo costo inicial.
Presenta algunas limitaciones:
Salpicadura en la torcha y tubo de contacto.
Alambre más caro (desoxidantes)
Cordones profundos y estrechos susceptibles de fisuración.
Debe evitarse para soldar aceros aleados, pues pueden perderse elementos de
aleación por oxidación. No se aplica en aceros inoxidables pues oxida los
elementos estabilizadores de carburos, aumentando la tendencia a la corrosión
intergranular.
Las mezclas Ar+CO2 permiten algunas ventajas:
Mejorar estabilidad del arco y la transferencia metálica.
Reducir salpicaduras y proyecciones.
Aumentar la velocidad de soldadura.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Transferencia Metálica
En la soldadura con electrodos consumibles, el metal fundido en el
extremo del electrodo (alambre) tiene que transferirse hacia la
pileta de fusión.
El modo en que ocurre esta transferencia es muy importante en la
soldadura GMAW, pues afecta muchas características del proceso
tales como :
• Volumen de gases absorbidos por el metal fundido (H2, N2, O2)
• Estabilidad del arco.
• Aplicabilidad del proceso en determinadas posiciones
• Nivel de salpicadura generado.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Transferencia Metálica
De forma simplificada, se puede considerar que existen cuatro
formas básicas de transferencia de metal de adición desde el
electrodo hacia la pieza:
• Transferencia por corto-circuito.
• Transferencia globular.
• Transferencia por “spray”.
• Transferencia controlada.
El modo de transferencia del metal hacia la pieza depende del tipo
y valor de la corriente de soldadura, de la tensión y polaridad en
el arco, del diámetro, composición química y “stick-out” del
alambre, del proceso de soldadura y del gas de protección
empleado.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Transferencia Metálica
Transferencia por corto-circuito:
Este modo de transferencia ocurre para bajos valores de tensión y
corriente y es normalmente empleado para soldadura fuera de
posición o en la soldadura de chapas finas.
Se forma una gota metálica en el extremo del alambre que va
aumentando de diámetro hasta que toca la pileta de fusión,
produciendo un corto-circuito.
El metal depositado es menos fluído y con menor penetración que el
obtenido por spray.
Este modo de transferencia se caracteriza por una gran
inestabilidad del arco, con formación intensa de salpicaduras. Esto
puede ser minimizado con una adecuada selección de parámetros y
el ajuste de la reactancia de control, disminuyendo la elevación de
corriente en los transitorios.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Transferencia Metálica
Transferencia globular:
Esta transferencia se produce para valores intermedios de tensión
y corriente, resultando en un arco más estable que el anterior.
El diámetro medio de las gotas transferidas varía con la corriente,
tendiendo a disminuir con el aumento de aquella, resultando mayor
o menor que el diámetro del electrodo.
Transferencia por “spray”:
A medida que la corriente de soldadura aumenta, el diámetro
medio de las gotas de metal líquido que se transfieren para la
pieza disminuye, hasta que encima de cierta faja, se produce un
cambio brusco en el modo de transferencia, que pasa de globular a
“spray”. En este modo, las gotas de metal son extremadamente
pequeñas y su número muy elevado.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Transferencia Metálica
Transferencia por “spray”:
La faja de corriente en que ocurre el cambio mencionado es
conocida como “corriente de transición”.
La transferencia por “spray” solamente ocurre para determinados
gases o mezclas de gases de protección.
En este modo de transferencia el arco es muy estable, no se
producen salpicaduras, siendo el cordón obtenido suave y regular.
Durante la transferencia por “spray” las gotas metálicas sufren la
acción de elevadas fuerzas electromagnéticas, que superan la
acción de las fuerzas gravitacionales, lo que permitiría en principio
aplicar este método en cualquier posición de soldadura. Sin
embargo, al ser elevado el valor de la corriente, no podremos
aplicarlo en chapas finas, y su empleo fuera de posición es
problemático debido al gran tamaño de la pileta de fusión, lo cual
dificulta su control.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Transferencia Metálica
Transferencia controlada:
Bajo esta denominación se agrupan otros modos de transferencia
que pueden ser obtenidos por la introducción de perturbaciones
controladas en la corriente de soldadura y/o en la velocidad de
alimentación del alambre. El objetivo es obtener una transferencia
controlada de metal de adición, con las características deseables
del modo “spray”, pero a niveles mucho más bajos de corriente
media, lo cual permite su aplicación en chapas finas o fuera de
posición.
La transferencia controlada más utilizada es la pulsada, en la cual
la corriente varía en dos niveles, uno inferior a la corriente de
transición y otro superior a ella, de modo que durante el lapso del
primero la gota a transferir se forma y crece, y durante el tiempo
del nivel superior, la misma se transfiere.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Transferencia Metálica
Transferencia controlada:
Para obtener este modo de transferencia se deben utilizar fuentes
especiales, capaces de suministrar corriente pulsante, con
parámetros de pulso controlables.
Una limitación de este modo es la introducción de variables
adicionales, dificultando la selección y optimización de los
parámetros operacionales.
Se han desarrollado fuentes de energía controladas por
microprocesadores, en las cuales se pre-programan las condiciones
de soldadura optimizadas para una determinada aplicación. Este
proceso de control es conocido como “sinérgico”.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Transferencia Metálica : variación de la velocidad de
transferencia y volumen de gotas con la corriente de soldadura.
Zona A: Bajo amperaje, varias gotas por segundo.
Zona B: Valores medios de amperaje, cientos de gotas por
segundo.
Zona C: Valores altos de amperaje, la velocidad de
separación aumenta a medida que se incrementa la
corriente.
.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Transferencia Metálica : variación de la velocidad de
transferencia y volumen de gotas con la corriente de soldadura.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Transferencia Metálica
Transferencia Transferencia Transferencia por
por spray globular corto circuito
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Condiciones operativas del proceso MIG
• La habilidad manual requerida del soldador en el proceso GMAW
es menor que la necesaria para soldar por electrodo revestido,
al estar automatizada la alimentación del aporte, eliminando el
movimiento de inmersión de la torcha en dirección a la pileta de
fusión.
• La optimización de los parámetros es más difícil, debido al
mayor número de variables de proceso y de su inter-
dependencia.
• La apertura del arco se produce por contacto con la pieza,
aproximando la torcha y presionando el gatillo. En ese momento,
se inician la salida de gas de protección, la alimentación de
alambre y la energización del circuito de soldadura.
• Al final de la operación, simplemente se suelta el gatillo de la
torcha, interrumpiéndose la corriente de soldadura, la
alimentación de alambre y la salida de gas de protección.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Condiciones operativas del proceso MIG
• Las principales variables del proceso GMAW son: tensión,
corriente y polaridad del arco de soldadura, velocidad de
desplazamiento de la torcha, caudal de gas protector, diámetro
y “stick-out”.
• El diámetro del alambre se elige principalmente en función del
espesor del metal de base, de la posición de soldadura y otros
factores que pueden limitar el tamaño de la pileta de fusión o la
cantidad de calor aportada.
• El proceso GMAW utiliza normalmente CC(+), la cual presenta
mejor penetración y estabilidad de arco. La corriente alterna no
es normalmente empleada. La corriente de soldadura afecta
directamente la penetración, forma del cordón, taxa de
deposición y modo de transferencia metálico.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Condiciones operativas del proceso MIG
• La tensión del arco afecta el modo de transferencia y la
geometría del cordón. Voltajes elevados presentan una mayor
tendencia a la aparición de salpicaduras así como un aumento en
el ancho del cordón.
Las tensiones bajas favorecen la transferencia por corto-
circuito o globular, teniendo en consecuencia un arco inestable.
Esto facilita la absorción de los gases atmosféricos, resultando
porosidad u otros problemas asociados.
• El largo energizado del alambre (“stick-out”) se define como la
distancia entre el extremo del tubo de contacto de la torcha y
el extremo del alambre. Como esto resulta difícil de medir en
operación se toma hasta la pieza de trabajo. Cuanto mayor sea
esta distancia, tanto mayor será el calentamiento por efecto
Joule y en consecuencia menor la corriente necesaria para fundir
el alambre, a velocidad de alimentación constante.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Condiciones operativas del proceso MIG
• El largo energizado del alambre (“stick-out”) puede entonces ser
utilizado como forma de aumentar la tasa de deposición.
• El caudal de gas de la torcha debe ser tal que proporcione una
protección adecuada. En general, cuanto mayor es la corriente
de soldadura, mayor es el área de la pileta de fusión y mayor
será el caudal de protección necesario.
Caudales muy bajos causan la aparición de porosidad, mientras
que caudales muy altos pueden ocasionar depresiones en la pileta
de fusión y deformar el cordón, además de aumentar el costo.
Además, un caudal elevado puede producir turbulencias que
reducen significativamente el grado de protección del gas.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Condiciones operativas del proceso MIG
• La velocidad de soldadura afecta la energía de soldadura y por
lo tanto la cantidad de calor entregada a la pieza. Velocidades
muy bajas pueden producir problemas metalúrgicos debido a la
alta energía entregada, mientras que velocidades elevadas
resultan en menor penetración, refuerzo y ancho de cordón.
Una velocidad excesiva puede provocar la aparición de mordedura
(socavadura) y falta de fusión y/o penetración en el cordón.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Condiciones operativas del proceso MIG -Regulación de parámetros
Clasificación Parámetros de soldadura a regular
Predeterminados: se eligen antes Pre- Dependientes del Dependientes
determinados equipo del soldador
de empezar a soldar y se
determinan según el material base, Tipo de
Velocidad de
Velocidad de
el tipo de unión y la posición de alimentación del
Electrodo (*) soldadura
alambre
soldadura.
Distancia del
Dependientes del equipo: son los Diámetro del
Tensión
tubo de
que se ajustan en la máquina. Electrodo (*) contacto a la
pieza
Especificados en el procedimiento
de soldadura y seleccionados por el Gas
Inductancia
Inclinación de
operador. Protector (*) la torcha
Caudal de
Dependientes del operador: son Gas
aquellos vinculados a la capacitación Protector
y habilidad del soldador. (*) Estos cambios obligan a detener el proceso
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Condiciones operativas del proceso MIG - Regulación de parámetros
Relación entre parámetros
Aumento Corriente Aumento
Dimensiones Aumento
Veloc.de
del cordón (Veloc. alambre) Tensión
avance
a Aumenta Aumenta (*) Disminuye (*)
S Aumenta Disminuye(*) Disminuye (*)
P Aumenta (*) Disminuye Disminuye
t Aumenta (*) Igual igual
(*) Son los más afectados
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Discontinuidades inducidas por el proceso GMAW (MIG/MAG)
Porosidad: es causada por gas retenido en la soldadura.
Inclusiones: el oxígeno del metal de base o aquel captado por la
soldadura en condiciones deficientes de protección, forma óxidos
en la pileta. En general, los óxidos son eliminados.
Falta de fusión: puede ocurrir en transferencia por cortocircuito.
Enventualmente aparece en transferencia por spray a bajas
corrientes.
Falta de penetración: iguales causas que el anterior.
Mordedura (socavadura): errores del soldador.
Superposición: errores del soldador.
Fisura interlaminar: ocurre cuando el m.b. se fisura en planos
paralelos a la dirección de laminación, debido a tensiones de
contracción.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
INSTITUTO DE ENSAYO DE MATERIALES
Soldadura MIG / MAG - GMAW
Condiciones ambientales y de protección individual adecuadas
La soldadura no debe ejecutarse en presencia de viento o lluvia.
El arco eléctrico emite radiación ultravioleta, además de
proyecciones metálicas.
El soldador deberá usar guantes, botas, ropa de protección,
máscara con vidrio de filtro adecuado.
El local deberá contar con adecuada ventilación.
Deberán retirarse o mantenerse tapados aquellos recipientes que
contengan solventes clorados (tricloroetileno, percloroetileno)
para evitar su descomposición formando fósgeno bajo la acción de
la radiación ultravioleta.
FACULTAD DE INGENIERIA - UNIVERSIDAD DE LA REPUBLICA - URUGUAY
También podría gustarte
- Peugeot 301 Citroen C-Elysee 2012-2021 Manual de Taller ESDocumento2272 páginasPeugeot 301 Citroen C-Elysee 2012-2021 Manual de Taller ESMiguel Ángel López67% (3)
- Soldadura Mig-MagDocumento179 páginasSoldadura Mig-MagGerli TeranAún no hay calificaciones
- 14 Cuestionario IDocumento17 páginas14 Cuestionario IJulio Miranda AlarconAún no hay calificaciones
- PARTE - IV SoldadurasDocumento10 páginasPARTE - IV SoldadurasWilson Miguel Cabrera Cruz100% (1)
- TIG - Arco PulsadoDocumento18 páginasTIG - Arco PulsadoErick Lipe Caso100% (1)
- OXIACETILÉNICADocumento41 páginasOXIACETILÉNICAjuan carlosAún no hay calificaciones
- Soldadura Mig-Mag BasicoDocumento4 páginasSoldadura Mig-Mag BasicoAnonymous N5WmOlAún no hay calificaciones
- Modulo 02 Trabajos en CalienteDocumento39 páginasModulo 02 Trabajos en CalienteAlexandra Higeia Linares MonroyAún no hay calificaciones
- Robot OrbitalDocumento44 páginasRobot OrbitalIng David Soto MoraAún no hay calificaciones
- Propiedades Tecnologicas de MaterialesDocumento5 páginasPropiedades Tecnologicas de MaterialesfranciscoAún no hay calificaciones
- 7 PDFDocumento62 páginas7 PDFBoris Dongo SalazarAún no hay calificaciones
- Procesos de Soldadura. Tema 4. Procesos de Soldadura Por Fusión. Parte 3Documento13 páginasProcesos de Soldadura. Tema 4. Procesos de Soldadura Por Fusión. Parte 3Luis Mario Cibeira RubyAún no hay calificaciones
- Gfpi-F-019 - Guia - de - Aprendizaje Gmaw FileteDocumento10 páginasGfpi-F-019 - Guia - de - Aprendizaje Gmaw FileteJUAN PABLO POSTIGLIONI CANALAún no hay calificaciones
- 383 - Audi TT CaroceriaDocumento32 páginas383 - Audi TT Caroceriamaxaub82100% (2)
- SOLDADURA Conceptos BasicosDocumento5 páginasSOLDADURA Conceptos BasicosAlvaro Gonza Hualla100% (4)
- Gases de Protección para La SoldaduraDocumento28 páginasGases de Protección para La SoldaduraiqrjtpAún no hay calificaciones
- Curso Gmaw Oasa HermosilloDocumento46 páginasCurso Gmaw Oasa Hermosilloyelsin padilla chambesAún no hay calificaciones
- Rutas de Trabajo y Tableros de Control PDFDocumento186 páginasRutas de Trabajo y Tableros de Control PDFjose antonio alfredo aragon sarmientoAún no hay calificaciones
- Problemas Con Soldadura TIG-MIGDocumento24 páginasProblemas Con Soldadura TIG-MIGAndres_Pastor1987Aún no hay calificaciones
- SOLDADURADocumento11 páginasSOLDADURACindy CaychoAún no hay calificaciones
- Ensamble Por SoldaduraDocumento20 páginasEnsamble Por SoldadurahuicholeAún no hay calificaciones
- Soldadura Mig MagDocumento47 páginasSoldadura Mig MagFRANKLIN COLUNCHE MEJIAAún no hay calificaciones
- Examen AsmeDocumento43 páginasExamen AsmeJhaiiler Zlatan100% (1)
- Herramientas Del ChapistaDocumento10 páginasHerramientas Del ChapistaDonatelo FerrerAún no hay calificaciones
- Prueba de Logro de Las Competencias G-E Ingeniería Mecánica Eléctrica Nivel IVDocumento42 páginasPrueba de Logro de Las Competencias G-E Ingeniería Mecánica Eléctrica Nivel IVJoel MedinaAún no hay calificaciones
- Taller Industrial Soluciones Los RiosDocumento65 páginasTaller Industrial Soluciones Los RiosCarlos Roberto Cabezas ChanalataAún no hay calificaciones
- Cuestionario de Mig-MagDocumento6 páginasCuestionario de Mig-MagBeatriz Solorzano25% (4)
- Sistemas Manufactura Relacionados Ingenieria IndustrialDocumento61 páginasSistemas Manufactura Relacionados Ingenieria IndustrialPepo John MunozAún no hay calificaciones
- Procesos de Soldadura Por Arco EléctricoDocumento15 páginasProcesos de Soldadura Por Arco EléctricoErika HernándezAún no hay calificaciones
- Presentacion GMAWDocumento17 páginasPresentacion GMAWSantiago BarrenoAún no hay calificaciones