También podría gustarte
- Suelos 1Documento1 páginaSuelos 1Yina vasquez acuñaAún no hay calificaciones
- Diapo de SuelosDocumento11 páginasDiapo de SuelosYina vasquez acuñaAún no hay calificaciones
- NORMA E040 VidrioDocumento8 páginasNORMA E040 VidrioYina vasquez acuña0% (1)
- Control de CalidadDocumento7 páginasControl de CalidadYina vasquez acuñaAún no hay calificaciones
- Caminos 1Documento9 páginasCaminos 1Yina vasquez acuñaAún no hay calificaciones
- Tesis IDocumento2 páginasTesis IYina vasquez acuñaAún no hay calificaciones
- Semana 08 Concreto y Tipos 1Documento40 páginasSemana 08 Concreto y Tipos 1Yina vasquez acuñaAún no hay calificaciones
- Erosión EólicaDocumento15 páginasErosión EólicaYina vasquez acuñaAún no hay calificaciones
- Suelos 1Documento1 páginaSuelos 1Yina vasquez acuñaAún no hay calificaciones
- Agricultura y Energia HidraulicaDocumento24 páginasAgricultura y Energia HidraulicaYina vasquez acuñaAún no hay calificaciones
- Tesis IDocumento2 páginasTesis IYina vasquez acuñaAún no hay calificaciones
- Caminos 1Documento9 páginasCaminos 1Yina vasquez acuñaAún no hay calificaciones
- Diseño ArquitectónicoDocumento9 páginasDiseño ArquitectónicoYina vasquez acuñaAún no hay calificaciones
- Control de CalidadDocumento7 páginasControl de CalidadYina vasquez acuñaAún no hay calificaciones
- VidrioDocumento12 páginasVidrioYina vasquez acuñaAún no hay calificaciones
- Aguas Subterranes - RR - HH 12Documento26 páginasAguas Subterranes - RR - HH 12Yina vasquez acuñaAún no hay calificaciones
- Agricultura y Energia HidraulicaDocumento24 páginasAgricultura y Energia HidraulicaYina vasquez acuñaAún no hay calificaciones
- Acabados (Ing. Yuet Tang)Documento299 páginasAcabados (Ing. Yuet Tang)Yina vasquez acuñaAún no hay calificaciones
- E12100 V 10 Documento 0 Ambiental 0 P085727Documento237 páginasE12100 V 10 Documento 0 Ambiental 0 P085727Shirley Mirella Q CAún no hay calificaciones
- Aspectos Legales en Los Recursos HidricosDocumento21 páginasAspectos Legales en Los Recursos HidricosYina vasquez acuñaAún no hay calificaciones
- Ecologia, Demografia y EconomiaDocumento15 páginasEcologia, Demografia y EconomiaYina vasquez acuñaAún no hay calificaciones
- Agricultura y Energia HidraulicaDocumento24 páginasAgricultura y Energia HidraulicaYina vasquez acuñaAún no hay calificaciones
- Disec3b1o en AceroDocumento17 páginasDisec3b1o en AceroFarith Hinojosa CocaAún no hay calificaciones
- E12100 V 10 Documento 0 Ambiental 0 P085727Documento237 páginasE12100 V 10 Documento 0 Ambiental 0 P085727Shirley Mirella Q CAún no hay calificaciones
- ANEXO 2 Docencia Construcciones MetalicasDocumento49 páginasANEXO 2 Docencia Construcciones Metalicasgabon22Aún no hay calificaciones
- 080208307Documento16 páginas080208307Carlos Enrique VasquezAún no hay calificaciones
- Tema 5 Deflexion en VigasDocumento37 páginasTema 5 Deflexion en VigasMichael Pillco83% (18)
- 047-11 - Univ Faustino Sanchez Carrion - ObraDocumento23 páginas047-11 - Univ Faustino Sanchez Carrion - ObraErik Plasencia PorrasAún no hay calificaciones
- Caminos 1 PDFDocumento10 páginasCaminos 1 PDFelisaAún no hay calificaciones
- Grupo 2 - Diseño de Molino de MandibulasDocumento33 páginasGrupo 2 - Diseño de Molino de MandibulasCésar Fernando Melquiades BravoAún no hay calificaciones
- Nota Conceptual PIP 2 VicuñaDocumento7 páginasNota Conceptual PIP 2 VicuñaWalter Santa CruzAún no hay calificaciones
- 6.tarea McKlem INVICTUSDocumento2 páginas6.tarea McKlem INVICTUSMaria McKlemAún no hay calificaciones
- Cambiar Contraseña Router CiscoDocumento5 páginasCambiar Contraseña Router CiscofcampmorAún no hay calificaciones
- Desarrollador de VideojuegosDocumento4 páginasDesarrollador de VideojuegosRanaguar40% (5)
- Unidad Didáctica Primaria Semana SantaDocumento10 páginasUnidad Didáctica Primaria Semana SantaintellectunAún no hay calificaciones
- Fichas A Trabajar Del 16 de Agosto Hasta El 19 de AgostoDocumento18 páginasFichas A Trabajar Del 16 de Agosto Hasta El 19 de AgostoRayda DíazAún no hay calificaciones
- ESCUELA DEL PENSAMIENTO ADMINISTRATIVO Tarea #2Documento5 páginasESCUELA DEL PENSAMIENTO ADMINISTRATIVO Tarea #2Eduar BonillaAún no hay calificaciones
- Powerpoint de Sarta de PerforacionDocumento77 páginasPowerpoint de Sarta de PerforacionJavi V Miranda100% (1)
- (ES) Mitos - Trueque - EscenariosDocumento160 páginas(ES) Mitos - Trueque - EscenariosChristian Sanchez MilianAún no hay calificaciones
- Exposicion Oral, Rubrica e InstruccionesDocumento2 páginasExposicion Oral, Rubrica e InstruccionesjvcallejoAún no hay calificaciones
- Versos para Conquistar A Una MujerDocumento7 páginasVersos para Conquistar A Una Mujermichelle23Aún no hay calificaciones
- Factorizacion PDFDocumento28 páginasFactorizacion PDFbecky_carreraAún no hay calificaciones
- Sida y Anestesia EmbarazadasDocumento11 páginasSida y Anestesia EmbarazadasJacqueline Castillo SolisAún no hay calificaciones
- Examen Final U3Documento3 páginasExamen Final U3MILESSA ENITH AMAYA PRADA0% (1)
- Reso - 2020-21 - Anexo - Todos Los CuerposDocumento192 páginasReso - 2020-21 - Anexo - Todos Los CuerposRuy López de SeguraAún no hay calificaciones
- Curso de Microsoft Visual Studio 2005Documento446 páginasCurso de Microsoft Visual Studio 2005COMANDO869100% (8)
- Guia Arquitectonica y Urbanistica Cuarta EdicionDocumento467 páginasGuia Arquitectonica y Urbanistica Cuarta EdicionfernandomurasAún no hay calificaciones
- Observador de Estados para Un Motor DCDocumento9 páginasObservador de Estados para Un Motor DCJoseph Manuel Chamochumbi IndaraAún no hay calificaciones
- Alma de CiprésDocumento85 páginasAlma de CiprésNelson Moncada SaavedraAún no hay calificaciones
- Sopa de LetrasDocumento1 páginaSopa de LetrasGuillermo Arrieta67% (3)
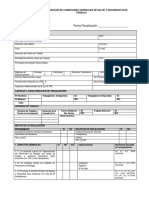
- Ficha de Fiscalizacion de Condiciones Generales de SST Versión FinalDocumento7 páginasFicha de Fiscalizacion de Condiciones Generales de SST Versión FinalRolando Sagredo0% (1)
- Fabula de Los Chibchas y Los TakatakasDocumento2 páginasFabula de Los Chibchas y Los TakatakasJair Cuadros RojanoAún no hay calificaciones
- Reticula Licenciatura en AdministracionDocumento1 páginaReticula Licenciatura en AdministracionGerardo LagunesAún no hay calificaciones
- Perfil de Un Centro EducativoDocumento298 páginasPerfil de Un Centro EducativoCastillo Bermeo LuisAún no hay calificaciones
- Examen de Prueba Final UCV v3 PDFDocumento16 páginasExamen de Prueba Final UCV v3 PDFAndre LlirodAún no hay calificaciones
- Práctica Docente III Ejemplo Secuencia Didáctica 2Documento9 páginasPráctica Docente III Ejemplo Secuencia Didáctica 2Meza RitaAún no hay calificaciones
- Asignación A Cargo Del DocenteDocumento3 páginasAsignación A Cargo Del DocenteGabriel BalderasAún no hay calificaciones
- Cartilla PDFDocumento11 páginasCartilla PDFangela perezAún no hay calificaciones