También podría gustarte
- Procesos de ManufacturaDocumento12 páginasProcesos de ManufacturaAidae Sauceda100% (1)
- WPQ Aguilar Porras Smaw 6g 2022. Ingevap 1Documento1 páginaWPQ Aguilar Porras Smaw 6g 2022. Ingevap 1Joe Mario Galindo VasquezAún no hay calificaciones
- Mi 01 - 10Documento144 páginasMi 01 - 10Pablo Juan ZarateAún no hay calificaciones
- Monografía de TornoDocumento47 páginasMonografía de TornoLuis Huaman Quispe100% (1)
- Viscosimetria 1 2019 GKDocumento15 páginasViscosimetria 1 2019 GKPablo Juan ZarateAún no hay calificaciones
- ViscosimetriaDocumento15 páginasViscosimetriaPablo Juan Zarate100% (1)
- Informe Elaboracion de Jabon A Partir de Aceite Extraido Del Motacu-1Documento44 páginasInforme Elaboracion de Jabon A Partir de Aceite Extraido Del Motacu-1Pablo Juan ZarateAún no hay calificaciones
- 8 Inf Puente de WheatstoneDocumento14 páginas8 Inf Puente de WheatstonePablo Juan ZarateAún no hay calificaciones
- Mat 99Documento2 páginasMat 99Pablo Juan ZarateAún no hay calificaciones
- Determinacion de La Razon de Calores Del Aire AloDocumento15 páginasDeterminacion de La Razon de Calores Del Aire AloPablo Juan ZarateAún no hay calificaciones
- CROMATOGRAFIA Informe Labo Quimica OrganicaDocumento12 páginasCROMATOGRAFIA Informe Labo Quimica OrganicaPablo Juan ZarateAún no hay calificaciones
- Las MicrofinanzasDocumento17 páginasLas MicrofinanzasPablo Juan ZarateAún no hay calificaciones
- Laboratorio de ExtraccionDocumento9 páginasLaboratorio de ExtraccionPablo Juan ZarateAún no hay calificaciones
- Modelo DeltaDocumento18 páginasModelo DeltaPablo Juan ZarateAún no hay calificaciones
- Curso de Fundición BásicaDocumento3 páginasCurso de Fundición BásicaGustavo Díaz come pingaAún no hay calificaciones
- Ficha Del Producto y Proceso Tractor AereoDocumento7 páginasFicha Del Producto y Proceso Tractor AereoJesus FrancoAún no hay calificaciones
- POLIPROPILENODocumento3 páginasPOLIPROPILENOJhon Alexander Estepa BalagueraAún no hay calificaciones
- Torno ParaleloDocumento8 páginasTorno Paralelopatricia isabel palma corderoAún no hay calificaciones
- Silla de Madera para Jardín - BricomaníaDocumento2 páginasSilla de Madera para Jardín - BricomaníaVictor FredesAún no hay calificaciones
- Plano Ensamble Esmeril PDFDocumento1 páginaPlano Ensamble Esmeril PDFJulian Camilo Rojas VillamilAún no hay calificaciones
- Cronograma ProgramadoDocumento9 páginasCronograma Programadojirg_18_19874794Aún no hay calificaciones
- 5 2 5ejesDocumento104 páginas5 2 5ejesFernando GarciaAún no hay calificaciones
- Pearl Catalogo MNPDocumento4 páginasPearl Catalogo MNPLuis RodríguezAún no hay calificaciones
- Exposición Unidad 2 Tratamientos TermicosDocumento9 páginasExposición Unidad 2 Tratamientos TermicosJose Huerta DiazAún no hay calificaciones
- Cypma-Wptr-036-22 Yamir Zetina RamosDocumento4 páginasCypma-Wptr-036-22 Yamir Zetina RamoscarlosAún no hay calificaciones
- Selección de Herramienta para TorneadoDocumento10 páginasSelección de Herramienta para TorneadoRodrigoH95Aún no hay calificaciones
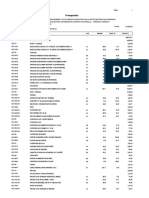
- PresupuestoclienteDocumento10 páginasPresupuestoclienteAntoni Lopez DelgadoAún no hay calificaciones
- Empaque Poliester PDFDocumento11 páginasEmpaque Poliester PDF'LüNä AidAún no hay calificaciones
- Guia SAPDocumento77 páginasGuia SAPcarlos eduardo gutierrez gomezAún no hay calificaciones
- Trabajo de Investigacion-201612155Documento7 páginasTrabajo de Investigacion-201612155victor gonzalezAún no hay calificaciones
- Ensayo de TorneadoDocumento12 páginasEnsayo de TorneadoclaudioAún no hay calificaciones
- Informe Practica # 3 Destilacion Sencilla y FraccionadaDocumento5 páginasInforme Practica # 3 Destilacion Sencilla y FraccionadaKamel Andrez Hernandez BarriosAún no hay calificaciones
- Zinc Clad 60 - 2020Documento4 páginasZinc Clad 60 - 2020NORMAAún no hay calificaciones
- R2B-P2-200-04-Z-PR-00071 - Repair Work Procedure For Steel Structure - Rev.0 - SpaDocumento11 páginasR2B-P2-200-04-Z-PR-00071 - Repair Work Procedure For Steel Structure - Rev.0 - SpaSilvestre Paxtian HernandezAún no hay calificaciones
- Fresadora 1Documento5 páginasFresadora 1Cristian DavidAún no hay calificaciones
- Acople Universal GTDocumento1 páginaAcople Universal GTRommel CuastumalAún no hay calificaciones
- 20 Destilador Solar Casero SolarpediaDocumento9 páginas20 Destilador Solar Casero SolarpediaJuan Jorquera MuraAún no hay calificaciones
- Técnicas Del Grabado PDFDocumento19 páginasTécnicas Del Grabado PDFM AIAún no hay calificaciones
- Unidades Condensadoras Compresores DORIN E-AU SERIES CDS SERIE H SERIE CD SERIESDocumento16 páginasUnidades Condensadoras Compresores DORIN E-AU SERIES CDS SERIE H SERIE CD SERIESmiguel corralesAún no hay calificaciones
- Acero Sisa O1Documento2 páginasAcero Sisa O1ada040391Aún no hay calificaciones
- Tarea .03 BANCES ACOSTADocumento6 páginasTarea .03 BANCES ACOSTAYóvánná SánchezAún no hay calificaciones