También podría gustarte
- NORMA ISO 10816-1995 Rev 2.0Documento3 páginasNORMA ISO 10816-1995 Rev 2.0JOEL GAMEZAún no hay calificaciones
- Norma ISO 10816Documento4 páginasNorma ISO 10816manuel008087Aún no hay calificaciones
- Tabla de Severidad Iso 10816-3Documento4 páginasTabla de Severidad Iso 10816-3JORGE CAICEDOAún no hay calificaciones
- Norma Iso 2372Documento4 páginasNorma Iso 2372Haydn00Aún no hay calificaciones
- Informe Conociendo Las Normas y Severidad Vibratoria Ficha 3-2Documento5 páginasInforme Conociendo Las Normas y Severidad Vibratoria Ficha 3-2mallku2015Aún no hay calificaciones
- Unidad 1,2 Evaluacion Severidad VibratoriaDocumento31 páginasUnidad 1,2 Evaluacion Severidad VibratoriaCesar QuintanaAún no hay calificaciones
- Tabla de Severidad Iso 10816-3Documento4 páginasTabla de Severidad Iso 10816-3JORGE CAICEDOAún no hay calificaciones
- Norma ISO 10816Documento3 páginasNorma ISO 10816Christopher RoblesAún no hay calificaciones
- Vibracion Aceptable (D. Trocel)Documento2 páginasVibracion Aceptable (D. Trocel)optech_sac100% (1)
- Norma ISO 10816 VibracionesDocumento3 páginasNorma ISO 10816 VibracionesNaylú Morales100% (3)
- Norma ISO 10816Documento4 páginasNorma ISO 10816Danny MauricioAún no hay calificaciones
- Anexo H Resumen Norma Iso 10816-3 2009Documento4 páginasAnexo H Resumen Norma Iso 10816-3 2009Xavier DiazAún no hay calificaciones
- Norma ISO 10816-1995Documento2 páginasNorma ISO 10816-1995Adrian Rodrigo Jofre AlvarezAún no hay calificaciones
- Norma Iso 10816-3Documento8 páginasNorma Iso 10816-3Dayana Lopez ApazaAún no hay calificaciones
- 2.. - Normas ISO de VibracionesDocumento13 páginas2.. - Normas ISO de VibracionesLalo CisternasAún no hay calificaciones
- Vibraciones MecanicasDocumento10 páginasVibraciones MecanicaskanavizAún no hay calificaciones
- La Norma ISO 7919 Establece Líneas Generales para Medida y Evaluación de Vibraciones en Maquinaria Midiendo Directamente Del Eje Rotativo Siendo Aplicable A Medidas Absolutas o RelativasDocumento2 páginasLa Norma ISO 7919 Establece Líneas Generales para Medida y Evaluación de Vibraciones en Maquinaria Midiendo Directamente Del Eje Rotativo Siendo Aplicable A Medidas Absolutas o RelativasCrizhiniDeldi50% (2)
- Sinais Ingenieria PDFDocumento3 páginasSinais Ingenieria PDFmarioAún no hay calificaciones
- Unidad 6. Técnicas de Mantenimiento PredictivoDocumento26 páginasUnidad 6. Técnicas de Mantenimiento PredictivoJose Antonio100% (2)
- Norma ISO 10816Documento5 páginasNorma ISO 10816luijamurAún no hay calificaciones
- Resumen ISO 10816Documento6 páginasResumen ISO 10816Enrique EsquivelAún no hay calificaciones
- Servbenf 04Documento4 páginasServbenf 04esteban osorioAún no hay calificaciones
- normasISO10816 MDIDocumento11 páginasnormasISO10816 MDIalejandromoya17Aún no hay calificaciones
- Analisis de Vibraciones, Evaluacion 3Documento9 páginasAnalisis de Vibraciones, Evaluacion 3fabianAún no hay calificaciones
- Severidad Normas ISODocumento20 páginasSeveridad Normas ISOCristian EdgardoAún no hay calificaciones
- Examen VibrometroDocumento2 páginasExamen VibrometroRobertAún no hay calificaciones
- U 2.1 Evaluacion Severidad VibratoriaDocumento29 páginasU 2.1 Evaluacion Severidad VibratoriaCesar Quintana100% (1)
- Tabla de Criterios para Desbalance y Desalineación Por VibraciónDocumento3 páginasTabla de Criterios para Desbalance y Desalineación Por VibraciónfestradavAún no hay calificaciones
- Clase 7Documento62 páginasClase 7Robert Wagner100% (2)
- VIBRACIONESDocumento62 páginasVIBRACIONESfuentesaxel70_151186Aún no hay calificaciones
- Inf R Iso10816-3Documento3 páginasInf R Iso10816-3Juan Jose Mendez GarciaAún no hay calificaciones
- Reporte de Analisis de VibraciónDocumento20 páginasReporte de Analisis de VibraciónJorge Luis SalvadorAún no hay calificaciones
- Norma ISO 10816 Análisis de VibracionesDocumento2 páginasNorma ISO 10816 Análisis de VibracionesCristiän Däniel100% (1)
- VibracionesDocumento17 páginasVibracionesmleon9636Aún no hay calificaciones
- 84 Medidordevibraciones VIBRATIONPENPLUSDocumento2 páginas84 Medidordevibraciones VIBRATIONPENPLUSLuisMiltonAún no hay calificaciones
- Vibracion MotorDocumento22 páginasVibracion MotorCami Fer Gaona CerdaAún no hay calificaciones
- Normas VibracionesDocumento5 páginasNormas VibracionesChristian Campana SoteloAún no hay calificaciones
- Severidad Vibratoria Parte IDocumento59 páginasSeveridad Vibratoria Parte IFrancisco Eduardo Paz TissavakAún no hay calificaciones
- Limites y Estandaers de VibracionDocumento9 páginasLimites y Estandaers de VibracionBertin Gustavo Vazquez LaraAún no hay calificaciones
- Iso 10816-6 EsDocumento17 páginasIso 10816-6 Esmackyyo100% (11)
- Tutorial Severidad Vibratoria Parte IDocumento52 páginasTutorial Severidad Vibratoria Parte IRoberto Ortega100% (1)
- Normas para La Medición y Evaluación de Los Niveles de VibracionDocumento3 páginasNormas para La Medición y Evaluación de Los Niveles de VibracionChristian Torres salomeAún no hay calificaciones
- Vibraciones 2 NormasDocumento25 páginasVibraciones 2 NormasMatias Cuevas100% (5)
- 01 Cuanta Vibracion Es AceptableDocumento2 páginas01 Cuanta Vibracion Es AceptableLucho_del_PeruAún no hay calificaciones
- Banco de Prueba Propuesta.Documento19 páginasBanco de Prueba Propuesta.eduardo vasquez thoomasAún no hay calificaciones
- Norma ISO 10816Documento2 páginasNorma ISO 10816Edson AragaAún no hay calificaciones
- Diagnóstico de Vibraciones MecánicasDocumento5 páginasDiagnóstico de Vibraciones MecánicasAlfredoAún no hay calificaciones
- Normativa en VibracionesDocumento6 páginasNormativa en Vibracionesreinaldo100% (1)
- GUÍA N°1 Ensayos No Destructivos VIBRACIÓNDocumento9 páginasGUÍA N°1 Ensayos No Destructivos VIBRACIÓNVicente NicolásAún no hay calificaciones
- 5 Maquinas ReciprocantesDocumento20 páginas5 Maquinas ReciprocantesvladimirAún no hay calificaciones
- Pala de CableDocumento13 páginasPala de CablejoseAún no hay calificaciones
- Estandares para La Medición y Evaluación de LaDocumento9 páginasEstandares para La Medición y Evaluación de LaIvanOsoPeresosoAún no hay calificaciones
- Capitulo 4 Normas de Severidad de Vibraciones MecanicasDocumento14 páginasCapitulo 4 Normas de Severidad de Vibraciones Mecanicasnestor gpeAún no hay calificaciones
- Maquinas ReciprocantesDocumento20 páginasMaquinas ReciprocantesLeonor Lucena100% (2)
- Unidad 3 - TotalDocumento118 páginasUnidad 3 - TotalPatricio PallascoAún no hay calificaciones
- Mantenimiento del sistema de arranque del motor del vehículo. TMVG0209De EverandMantenimiento del sistema de arranque del motor del vehículo. TMVG0209Calificación: 1 de 5 estrellas1/5 (2)
- Mantenimiento de redes eléctricas subterráneas de alta tensión. ELEE0209De EverandMantenimiento de redes eléctricas subterráneas de alta tensión. ELEE0209Calificación: 2 de 5 estrellas2/5 (1)
- Montaje de centros de transformación. ELEE0209De EverandMontaje de centros de transformación. ELEE0209Aún no hay calificaciones
- Posicionado y control de la estructura en bancada. TMVL0309De EverandPosicionado y control de la estructura en bancada. TMVL0309Aún no hay calificaciones
- Mantenimiento, preparación y manejo de tractores. AGAC0108De EverandMantenimiento, preparación y manejo de tractores. AGAC0108Aún no hay calificaciones
- Bombeo de CondensadoDocumento14 páginasBombeo de Condensadolubricacion100% (1)
- Dimensionamiento de LíneasDocumento20 páginasDimensionamiento de LíneaslubricacionAún no hay calificaciones
- Monogramas PDFDocumento19 páginasMonogramas PDFlubricacionAún no hay calificaciones
- Velocidad Critica T05039Documento74 páginasVelocidad Critica T05039lubricacionAún no hay calificaciones
- MAIN AnalyzerDocumento11 páginasMAIN Analyzerlubricacion100% (1)
- AlacalufesDocumento8 páginasAlacalufeslubricacion100% (1)
- Manual BombaDocumento34 páginasManual BombalubricacionAún no hay calificaciones
- Tacometro TKRT 10Documento2 páginasTacometro TKRT 10lubricacion100% (1)
- Intrinsicamente SeguroDocumento11 páginasIntrinsicamente SegurolubricacionAún no hay calificaciones
- 20121MGA113S1 Apuntes ClaseDocumento48 páginas20121MGA113S1 Apuntes ClaselubricacionAún no hay calificaciones
- Ser CreativoDocumento35 páginasSer Creativoalexia_aceves974Aún no hay calificaciones
- Cuestionario VeterinariaDocumento6 páginasCuestionario VeterinarialeidyAún no hay calificaciones
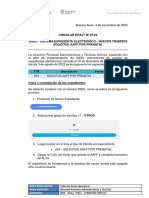
- Dpayt 27-2022 Sieel - Sistema Expediente Electrónico - Nuevos Tramites Solicitud Aaff Por PrenatalDocumento2 páginasDpayt 27-2022 Sieel - Sistema Expediente Electrónico - Nuevos Tramites Solicitud Aaff Por PrenatalEstudio Alvarezg AsociadosAún no hay calificaciones
- Investigación de OperacionesDocumento28 páginasInvestigación de OperacionesAbel VargasAún no hay calificaciones
- VSM For The Lean OfficeDocumento292 páginasVSM For The Lean OfficeProcesos Brincolines MiguelinAún no hay calificaciones
- Práctica 5 - Control y Administración de Recursos Del Sistema en Windows 7Documento29 páginasPráctica 5 - Control y Administración de Recursos Del Sistema en Windows 7lilianaAún no hay calificaciones
- Dhu U2 A1 JamhDocumento5 páginasDhu U2 A1 JamhJaqueline Melgoza HernándezAún no hay calificaciones
- La Lona de Plástico (Para Tiendas de Campaña)Documento54 páginasLa Lona de Plástico (Para Tiendas de Campaña)Alternative P.Aún no hay calificaciones
- Tirada de Cartas Gitanas Barato para El Amor Llamar Al Tarot en CedeiraDocumento2 páginasTirada de Cartas Gitanas Barato para El Amor Llamar Al Tarot en CedeiraEsmeralda VidenteAún no hay calificaciones
- La Concepción Semántica de La Verdad y Los Fundamentos de La SemánticaDocumento5 páginasLa Concepción Semántica de La Verdad y Los Fundamentos de La SemánticaYasnielAún no hay calificaciones
- PTS-012 Agotamiento de Napas WellPointDocumento24 páginasPTS-012 Agotamiento de Napas WellPointJavier GonzálezAún no hay calificaciones
- Curso Profesional Peluqueria Estilismo MasculinoDocumento12 páginasCurso Profesional Peluqueria Estilismo MasculinoMaria OrtizAún no hay calificaciones
- Cadena de SuministroDocumento13 páginasCadena de SuministroYinaira GomezAún no hay calificaciones
- User Manual PRO 1 A 3K - América - 0608Documento12 páginasUser Manual PRO 1 A 3K - América - 0608Chago Nattino MacuadaAún no hay calificaciones
- Proyecto Uagrm MecDocumento18 páginasProyecto Uagrm MecGáry IbntrAún no hay calificaciones
- La Norma y Sus CaracteristicasDocumento6 páginasLa Norma y Sus Caracteristicasorlando ortizAún no hay calificaciones
- Reconocimiento Del Macizo Rocoso en El Terreno de La Zona Del Puente Maravillas enDocumento9 páginasReconocimiento Del Macizo Rocoso en El Terreno de La Zona Del Puente Maravillas enEleaZar Kyofet InediToAún no hay calificaciones
- RodamientosDocumento12 páginasRodamientosDaniel DelgadoAún no hay calificaciones
- 2 °basico - LenguajeDocumento6 páginas2 °basico - Lenguajekarina andreaAún no hay calificaciones
- Examen Final Lab CircuitosDocumento5 páginasExamen Final Lab CircuitosIván TagleAún no hay calificaciones
- Guia de Instalacion Calentadores Sunnergy Presion V.1.8Documento10 páginasGuia de Instalacion Calentadores Sunnergy Presion V.1.8AdanCDAún no hay calificaciones
- Matriz Clima Laboral 01-05-19Documento9 páginasMatriz Clima Laboral 01-05-19Gabriela GomezAún no hay calificaciones
- EmocionarioDocumento4 páginasEmocionarioKarithoCardozoAún no hay calificaciones
- Transmisión y FrenosDocumento9 páginasTransmisión y FrenosEsme RojasAún no hay calificaciones
- Escrito ViolenciaDocumento5 páginasEscrito ViolenciayolandaAún no hay calificaciones
- El Poema en Prosa y Los Orígenes Del Microrrelato en HispanoaméricaDocumento359 páginasEl Poema en Prosa y Los Orígenes Del Microrrelato en HispanoaméricaRaciel Hernández QuirinoAún no hay calificaciones
- Literatura Española Neoclásica GuíaDocumento3 páginasLiteratura Española Neoclásica GuíaJuan Jacobo Ibarra SantacruzAún no hay calificaciones
- Productos Primera Sesion Cte Fase IntensivaDocumento10 páginasProductos Primera Sesion Cte Fase IntensivaMJRT93Aún no hay calificaciones
- Matriz Individual Definición, Alcance, Aplicativo y Tecnica.Documento5 páginasMatriz Individual Definición, Alcance, Aplicativo y Tecnica.Margoth PeñarandaAún no hay calificaciones
- Gestión Escolar Del Maltrato y El Abuso Infantil PDFDocumento140 páginasGestión Escolar Del Maltrato y El Abuso Infantil PDFLuisa P. BecerraAún no hay calificaciones