También podría gustarte
- MRP para Una EmpresaDocumento8 páginasMRP para Una EmpresaTatianaZambranoAlíAún no hay calificaciones
- Mordaza Movil PTDocumento3 páginasMordaza Movil PTcarlos.crespo.9889Aún no hay calificaciones
- Guia Fija PTDocumento2 páginasGuia Fija PTcarlos.crespo.9889Aún no hay calificaciones
- Proceso de Trabajo de La Mordaza MovilDocumento2 páginasProceso de Trabajo de La Mordaza Movilcrespo.9889Aún no hay calificaciones
- Tuerca PTDocumento1 páginaTuerca PTcarlos.crespo.9889Aún no hay calificaciones
- Hoja de Procesos Parte InferiorDocumento8 páginasHoja de Procesos Parte InferiorEdgar LopezAún no hay calificaciones
- Ensamblaje BaseDocumento1 páginaEnsamblaje BaseRonald ContrerasAún no hay calificaciones
- Hoja Procesos Engranaje CilindricoDocumento3 páginasHoja Procesos Engranaje CilindricoPepe ChupinAún no hay calificaciones
- Hoja - Procesos Grupo4 Tornopequeño#6Documento5 páginasHoja - Procesos Grupo4 Tornopequeño#6Josué Valencia0% (1)
- Hoja RutaDocumento3 páginasHoja RutaKenia García GaitánAún no hay calificaciones
- Hoja de Procesos Parte SuperiorDocumento7 páginasHoja de Procesos Parte SuperiorEdgar LopezAún no hay calificaciones
- Endplate 01Documento4 páginasEndplate 01Elines Carolina Lárez RojasAún no hay calificaciones
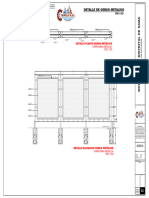
- Arquitectura Vila Vila Expe-Cerco MetalicoDocumento1 páginaArquitectura Vila Vila Expe-Cerco MetalicoEduardo Enriquez AranaAún no hay calificaciones
- Ejemplo 1 Hoja de Procesos.Documento5 páginasEjemplo 1 Hoja de Procesos.Alfonso Ian De Jesus ServinAún no hay calificaciones
- HOJAS DE PROCESO Prensa de BancoDocumento23 páginasHOJAS DE PROCESO Prensa de BancoNadia CondeAún no hay calificaciones
- Hoja de ProcesosDocumento4 páginasHoja de Procesosjosetoapanta100% (1)
- Hoja de Procesos FresadoDocumento2 páginasHoja de Procesos FresadoSEBASTIAN ALEJANDRO MENDOZA GARCIAAún no hay calificaciones
- ES - Análisis Estructural 2021-1Documento5 páginasES - Análisis Estructural 2021-1Jonathan Yerson Chávez CaleroAún no hay calificaciones
- Mini HP PlanosDocumento5 páginasMini HP PlanosAlonso LopezAún no hay calificaciones
- Elementos de SoporteDocumento1 páginaElementos de SoporteAndres MoralesAún no hay calificaciones
- Calculo de Acero en Vigas y ColumnasDocumento6 páginasCalculo de Acero en Vigas y Columnasmakyer10osAún no hay calificaciones
- Tema - 13 - Xproblema Fresado PDFDocumento10 páginasTema - 13 - Xproblema Fresado PDFJOSE IGNACIO CORONADO HERNÁNDEZAún no hay calificaciones
- Plano 1Documento1 páginaPlano 1Cristian Callo MaldonadoAún no hay calificaciones
- Tuercas Enjauladas para CliparDocumento13 páginasTuercas Enjauladas para CliparMarcos Ramirez PauAún no hay calificaciones
- Catalogo MachetesDocumento2 páginasCatalogo MachetesAlfonso Chan MayAún no hay calificaciones
- Examen Hoja de Prceso Mec-252 Jorge Andy ArceDocumento2 páginasExamen Hoja de Prceso Mec-252 Jorge Andy ArceJorge Andy ArceAún no hay calificaciones
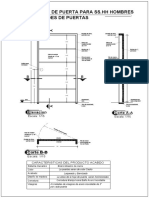
- Puerta Detalle 1Documento1 páginaPuerta Detalle 1Dilon Cassidy Villa VasquezAún no hay calificaciones
- Flechas Vigas Hormigon v1.02Documento19 páginasFlechas Vigas Hormigon v1.02juanlpp1988Aún no hay calificaciones
- Ficha Sala PrismaticasDocumento1 páginaFicha Sala Prismaticaskatherine navarro zapataAún no hay calificaciones
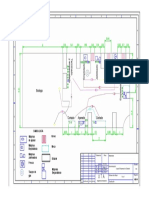
- Diagrama de Recorrido ZapateriaDocumento1 páginaDiagrama de Recorrido ZapateriaDiego CastroAún no hay calificaciones
- Engrnaje Elicoidal Hoj Ade Proceso 3Documento1 páginaEngrnaje Elicoidal Hoj Ade Proceso 3David PericanazasAún no hay calificaciones
- Ejemplo DAP San RoqueDocumento5 páginasEjemplo DAP San RoqueCelia Milagros ChallaAún no hay calificaciones
- TP3 Plegado y RediseñoDocumento3 páginasTP3 Plegado y RediseñoMicaela MotturaAún no hay calificaciones
- TDR Instalacion - Ficha TecnicaDocumento5 páginasTDR Instalacion - Ficha TecnicaPablo Ruiz AnahuaAún no hay calificaciones
- Hoja Procesos BaseDocumento1 páginaHoja Procesos BaseAndres CaizaAún no hay calificaciones
- Grupo2 - HOJA DE PROCESOSDocumento5 páginasGrupo2 - HOJA DE PROCESOSEdwin GuzmánAún no hay calificaciones
- Hoja de ProsesosDocumento4 páginasHoja de ProsesosMichael Morales SozaAún no hay calificaciones
- Acero Minimo y Maximo CyVDocumento16 páginasAcero Minimo y Maximo CyVFrancis Barrios LlagasAún no hay calificaciones
- 3 Interpretacion de Resultados VigasDocumento10 páginas3 Interpretacion de Resultados VigasIvan Dario Moran ReinaAún no hay calificaciones
- #34-#30 Hoja de ProcesoDocumento11 páginas#34-#30 Hoja de Procesoreduardo27Aún no hay calificaciones
- PunzonadoDocumento5 páginasPunzonadoGriselda SanchezAún no hay calificaciones
- GH Dpvimr 150Documento2 páginasGH Dpvimr 150Joséchu AnadónAún no hay calificaciones
- Revision Del Acero Minimo en Vigas - Barras Longitudinales Aci 318-05Documento7 páginasRevision Del Acero Minimo en Vigas - Barras Longitudinales Aci 318-05Homero Escobar PerezAún no hay calificaciones
- Espiga RoscadaDocumento3 páginasEspiga RoscadaNieves Olmos Ballesta0% (1)
- FORMATO Hoja Proceso 5Documento4 páginasFORMATO Hoja Proceso 5Diego GonzalezAún no hay calificaciones
- FORMATO Hoja Proceso 1Documento4 páginasFORMATO Hoja Proceso 1Diego GonzalezAún no hay calificaciones
- PLACA PITsDocumento1 páginaPLACA PITsRaul Sedano LauAún no hay calificaciones
- Hoja de Procesos Practica de TornoDocumento4 páginasHoja de Procesos Practica de TornoJesus SerranoAún no hay calificaciones
- 1Documento1 página1Diego MinayaAún no hay calificaciones
- Escalera de Calibración - Hoja de ProcesosDocumento3 páginasEscalera de Calibración - Hoja de ProcesosYimyJ ZambranoAún no hay calificaciones
- TareaDocumento1 páginaTareaErnesto FuentesAún no hay calificaciones
- Puerta Detalle 2Documento1 páginaPuerta Detalle 2Dilon Cassidy Villa VasquezAún no hay calificaciones
- Dados de Concreto 1Documento1 páginaDados de Concreto 1jose luis tadeo sabinoAún no hay calificaciones
- Carpintero Metálico #08Documento8 páginasCarpintero Metálico #08Paúl GoidasAún no hay calificaciones
- Akakkakakplo 1 Plan de Trabajo para El Torneado de Eje Sujetador Nro. 17 2022Documento5 páginasAkakkakakplo 1 Plan de Trabajo para El Torneado de Eje Sujetador Nro. 17 2022Sheyla Najari Hinostroza MaximilianoAún no hay calificaciones
- Actividad 1 ManufacturaDocumento5 páginasActividad 1 ManufacturaJONATHAN DE JES�S DE LA CRUZ DEL �NGELAún no hay calificaciones
- SimpleArchitectural Tecnico Pergola Tramontana SF120Documento14 páginasSimpleArchitectural Tecnico Pergola Tramontana SF120C.c. SotoAún no hay calificaciones
- Actividad 5 DiseñoDocumento2 páginasActividad 5 Diseñojose felix ochoa berdugo100% (1)
- Hp21es1 007 Ep 9910 P Iso Wly001 - 2 PDFDocumento12 páginasHp21es1 007 Ep 9910 P Iso Wly001 - 2 PDFPablo PeñaAún no hay calificaciones
- INFORME LIQUIDACION RESIDENTE DE OBRA OkDocumento51 páginasINFORME LIQUIDACION RESIDENTE DE OBRA Okeduardo silvaAún no hay calificaciones
- Corrosión y DesgasteDocumento19 páginasCorrosión y DesgasteBethzaida PerezAún no hay calificaciones
- Conceptos Mas Usados en La Fabricación de MaterialesDocumento5 páginasConceptos Mas Usados en La Fabricación de MaterialesEuan Sánchez Gabriel EduardoAún no hay calificaciones
- KaizenDocumento27 páginasKaizenabel andriassiAún no hay calificaciones
- Acu ArquitecturaDocumento12 páginasAcu ArquitecturaYasmaniAún no hay calificaciones
- 6-Procedimiento Seguro de Trabajo Con PulidoraDocumento6 páginas6-Procedimiento Seguro de Trabajo Con PulidoraPedro ZuletaAún no hay calificaciones
- Conductores Eléctricos RDocumento27 páginasConductores Eléctricos Rserviciostecnicos joventAún no hay calificaciones
- Primera Practica Calificada D.E. Brayan Ayna RamosDocumento7 páginasPrimera Practica Calificada D.E. Brayan Ayna RamosBrayan Ayna RamosAún no hay calificaciones
- T4.3 Ejercicios CosteoAyD MAYNALLELYDocumento28 páginasT4.3 Ejercicios CosteoAyD MAYNALLELYnallely paloma may tejedaAún no hay calificaciones
- 1.2. - Transporte TerrestreDocumento9 páginas1.2. - Transporte Terrestrefrancisco javier de la cruz reyesAún no hay calificaciones
- Apuntes UT2.4 La NormalizaciónDocumento4 páginasApuntes UT2.4 La NormalizaciónJulian Aranda PerdigueroAún no hay calificaciones
- Curso Metalurgia de La Soldadura 202310 - MSUD - 310 - TEC - NRC 42869 Tema TR1 Instructor Lucio Flores Diaz Estudiante Diego Villamonte ArevaloDocumento14 páginasCurso Metalurgia de La Soldadura 202310 - MSUD - 310 - TEC - NRC 42869 Tema TR1 Instructor Lucio Flores Diaz Estudiante Diego Villamonte ArevaloJohnny CHAún no hay calificaciones
- Lean Sigma Green BeltDocumento107 páginasLean Sigma Green BeltMarcos CabreraAún no hay calificaciones
- Catalogo Ducon 2023Documento90 páginasCatalogo Ducon 2023William GutierrezAún no hay calificaciones
- Folleto Paquetes PacificDocumento2 páginasFolleto Paquetes PacificHenry MartinezAún no hay calificaciones
- Portafolio Ladrillera Melendez2023Documento56 páginasPortafolio Ladrillera Melendez2023yemaya1400Aún no hay calificaciones
- Informe Técnico 22 Septiembre Del 2021 - Cambio Cadena y Manguerote Lado NorteDocumento9 páginasInforme Técnico 22 Septiembre Del 2021 - Cambio Cadena y Manguerote Lado NorteRaul BonillaAún no hay calificaciones
- Ficha de Diagnostico HabitacionalDocumento14 páginasFicha de Diagnostico Habitacionaljose luis incapoma pomaAún no hay calificaciones
- 3.2 Tarea Costo Estandar 2022-01. Gisel Moreta Familia, 100482810.Documento6 páginas3.2 Tarea Costo Estandar 2022-01. Gisel Moreta Familia, 100482810.Grisel FamiliaAún no hay calificaciones
- Proceso de Fabricación de MetalesDocumento3 páginasProceso de Fabricación de MetalesEfren David Luisa EfrenAún no hay calificaciones
- Equipos de Perforacion y SondeoDocumento17 páginasEquipos de Perforacion y SondeoYORMAN SNEIDER LIMA AMAYAAún no hay calificaciones
- CepilloDocumento46 páginasCepilloWALTER ANTONIO GUILLERMO DEL RIOAún no hay calificaciones
- Informe PrefabricadosDocumento19 páginasInforme PrefabricadosSnaider González GonzálezAún no hay calificaciones
- Jean Carvajal Tarea2Documento11 páginasJean Carvajal Tarea2Anet Fernanda Espinoza SalinasAún no hay calificaciones
- Plano ELevador de CargaDocumento1 páginaPlano ELevador de CargaAnahy VergaraAún no hay calificaciones
- Proceso Siderúrgico - Ciclo de VidaDocumento10 páginasProceso Siderúrgico - Ciclo de VidamariaAún no hay calificaciones
- Ventilacion - Taller de Madera-M-307Documento1 páginaVentilacion - Taller de Madera-M-307santtoz_zAún no hay calificaciones
- Torón de PresfuerzoDocumento5 páginasTorón de PresfuerzoJhonatan GonzaloAún no hay calificaciones