También podría gustarte
- CCC02 002 01 PL Ar 000002Documento1 páginaCCC02 002 01 PL Ar 000002Kevin Israel Zavaleta GarciaAún no hay calificaciones
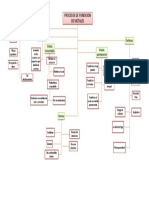
- Mapa Conceptual Proceso de FundicionDocumento1 páginaMapa Conceptual Proceso de FundicionMONICA MARIA PEÑA CHAMARRABYAún no hay calificaciones
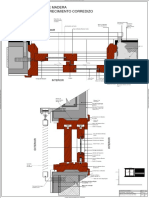
- Final Puerta ComunDocumento1 páginaFinal Puerta ComunDIEGO RAUL PEREZ LAZAROAún no hay calificaciones
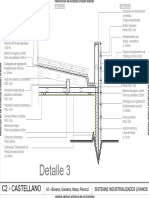
- Detalles Panel SIP2Documento1 páginaDetalles Panel SIP2Yandary VasquezAún no hay calificaciones
- Mapa Conceptual Fundicion de MetalesDocumento1 páginaMapa Conceptual Fundicion de MetalesMONICA MARIA PEÑA CHAMARRABY100% (2)
- Villa Actual Cortes y ElevacionDocumento1 páginaVilla Actual Cortes y ElevacionFavio CuevaAún no hay calificaciones
- Mapa Mental LuisDocumento1 páginaMapa Mental LuisLuis RochaAún no hay calificaciones
- TrainerDocumento1 páginaTrainerDavidAún no hay calificaciones
- Check List de LlantasDocumento7 páginasCheck List de Llantasgerson100% (4)
- Plantilla Pergola Bio Configuraciones EsDocumento8 páginasPlantilla Pergola Bio Configuraciones EsJosé Ramón Alén LópezAún no hay calificaciones
- Ossa Carburacion TablaDocumento1 páginaOssa Carburacion TabladanielbrenllaAún no hay calificaciones
- 04 CorteDocumento1 página04 CorteRAYA Julieta FADU - UBAAún no hay calificaciones
- PG-MG-POE-18 (Recuperado Automáticamente) 1Documento9 páginasPG-MG-POE-18 (Recuperado Automáticamente) 1Blacj AmrsAún no hay calificaciones
- Anclaje Adhesivos - Simpson Strong-Tie-1Documento1 páginaAnclaje Adhesivos - Simpson Strong-Tie-1Ignacio VazquezAún no hay calificaciones
- Practicas 1Documento1 páginaPracticas 1Franco GómezAún no hay calificaciones
- D002 - Escantillon 2Documento1 páginaD002 - Escantillon 2EnriqueAún no hay calificaciones
- 11 Herramientas de Corte para Tronzado y RanuradoDocumento14 páginas11 Herramientas de Corte para Tronzado y RanuradoCristian FuentesAún no hay calificaciones
- 06.-PLANO DE PAVIMENTOS Y JUNTAS - OK rec-PAVIMENTOS Y JUNTASDocumento1 página06.-PLANO DE PAVIMENTOS Y JUNTAS - OK rec-PAVIMENTOS Y JUNTASJOSELIN CHINCHAY CHOQUEHUANCAAún no hay calificaciones
- E.A1 TIPOGRAFIA - Pdfe+Documento2 páginasE.A1 TIPOGRAFIA - Pdfe+Hugo DavilaAún no hay calificaciones
- EgergerDocumento1 páginaEgergerJeanphier ValdezAún no hay calificaciones
- Clase 13Documento9 páginasClase 13Sebastian Luis MenchonAún no hay calificaciones
- Catalogo Herrajes 2019Documento64 páginasCatalogo Herrajes 2019Luis Jonathan Bahamaca FernandezAún no hay calificaciones
- Planos Arquitectonicos Originales S. ProfesoresDocumento1 páginaPlanos Arquitectonicos Originales S. ProfesoresALEXANDER CARRILLO ESCALANTEAún no hay calificaciones
- Corte de Ventana Madera Vertical y HorizontalDocumento1 páginaCorte de Ventana Madera Vertical y HorizontalDLX7Aún no hay calificaciones
- Ficha Tecnica Nueva Amarok My 2018Documento6 páginasFicha Tecnica Nueva Amarok My 2018Cristian BañolAún no hay calificaciones
- Base MovilDocumento1 páginaBase MovilJose SuarezAún no hay calificaciones
- Anclaje Adhesivos - Simpson Strong-Tie-2Documento1 páginaAnclaje Adhesivos - Simpson Strong-Tie-2Ignacio VazquezAún no hay calificaciones
- Ficha Técnica: Soporte Coplanar Continuo Atornillado para Cubierta de TejaDocumento2 páginasFicha Técnica: Soporte Coplanar Continuo Atornillado para Cubierta de TejaJoaquim Antonio BompastorAún no hay calificaciones
- Planos E22-2498Documento14 páginasPlanos E22-2498DavidBenaventeAún no hay calificaciones
- Ficha Técnica: Soporte Coplanar Continuo Atornillado para Cubierta de TejaDocumento2 páginasFicha Técnica: Soporte Coplanar Continuo Atornillado para Cubierta de TejaJoaquim Antonio BompastorAún no hay calificaciones
- Palnos - Sap.01.v3 20220524 204628 683 20230424 212053 958Documento87 páginasPalnos - Sap.01.v3 20220524 204628 683 20230424 212053 958huichoAún no hay calificaciones
- A.12 Detalle de EscantillónDocumento1 páginaA.12 Detalle de EscantillónRamón Ignacio Quiroz HernandezAún no hay calificaciones
- Rodamientos Motores WegDocumento2 páginasRodamientos Motores WegMarco Bruna EspinozaAún no hay calificaciones
- Teórico 18 Anato C PDFDocumento7 páginasTeórico 18 Anato C PDFcolon loorAún no hay calificaciones
- 03 Plano Ofic-Amb Cult Dep Det Cielo RasoDocumento1 página03 Plano Ofic-Amb Cult Dep Det Cielo RasoLuis Cisneros AyalaAún no hay calificaciones
- Piso A Techo A1Documento1 páginaPiso A Techo A1Aura ChavezAún no hay calificaciones
- Rotulos Carpetas en WordDocumento2 páginasRotulos Carpetas en WordMONICA LOPEZ ROJASAún no hay calificaciones
- Auditorio Planta, Corte y ElevacionDocumento1 páginaAuditorio Planta, Corte y ElevacionLuis Espinoza ArgandoñaAún no hay calificaciones
- Lámina 01 - Gas ÑubleDocumento1 páginaLámina 01 - Gas ÑubleEnzo JavierAún no hay calificaciones
- Plano Cambio de DestinoDocumento1 páginaPlano Cambio de DestinoManuel Lopez Elgueta100% (2)
- FischerDocumento25 páginasFischerabnerAún no hay calificaciones
- Corte Escatillon en A2Documento1 páginaCorte Escatillon en A2Fernando Felix Pelaez VioletaAún no hay calificaciones
- SPT - Decourt-Quaresma - Metro A MetroDocumento8 páginasSPT - Decourt-Quaresma - Metro A MetroFLAVIO MOTYCZKAAún no hay calificaciones
- FischerDocumento28 páginasFischerRubenAún no hay calificaciones
- Sistemas de AnclajesDocumento16 páginasSistemas de Anclajescesver OAún no hay calificaciones
- B Esc02Documento1 páginaB Esc02Javier FloresAún no hay calificaciones
- BOM, Estructura, Plano Tenico. Grupo # 4Documento5 páginasBOM, Estructura, Plano Tenico. Grupo # 4Gritzco EliasAún no hay calificaciones
- Equipo 4 Canceleria 1erparcial 11Documento1 páginaEquipo 4 Canceleria 1erparcial 11Hernández Salazar Marlon BrandonAún no hay calificaciones
- Ficha Tecnica 3394331Documento4 páginasFicha Tecnica 3394331Jose Fernando Benitez MartinAún no hay calificaciones
- PORTAFOLIODocumento14 páginasPORTAFOLIOXixLo HouseAún no hay calificaciones
- Teórico 20 Anato C PDFDocumento2 páginasTeórico 20 Anato C PDFcolon loorAún no hay calificaciones
- WEG Vista Explodida Do Motor Trifasico w22 Premium Efficiency Ie3 50036055 Banner Spanish WebDocumento1 páginaWEG Vista Explodida Do Motor Trifasico w22 Premium Efficiency Ie3 50036055 Banner Spanish WebMarco Bruna EspinozaAún no hay calificaciones
- Mejoramiento Reservorio Apoyado V 6m3 - La Libertad-A1Documento1 páginaMejoramiento Reservorio Apoyado V 6m3 - La Libertad-A1manuel enrique durango chavezAún no hay calificaciones
- Modulacion Encofrado 2-PTAR PDFDocumento1 páginaModulacion Encofrado 2-PTAR PDFcarlosAún no hay calificaciones
- Escalera DetalleDocumento1 páginaEscalera DetalleYOLANDAAún no hay calificaciones
- Self Adoquin Sobre ForjadoDocumento1 páginaSelf Adoquin Sobre ForjadoManuel Jesús Píriz GilAún no hay calificaciones
- Detalle de Drenaje - LF (2) - Rotated - RotatedDocumento1 páginaDetalle de Drenaje - LF (2) - Rotated - RotatedViviana CoelloAún no hay calificaciones
- Nicolas Acuña 04Documento1 páginaNicolas Acuña 04Pedro Felipe Gonzalez TapiaAún no hay calificaciones
- Cajetín UnalDocumento1 páginaCajetín UnalJorge Andres Montoya QuirozAún no hay calificaciones
- Calculos PerdidasDocumento39 páginasCalculos PerdidasJorge Andres Montoya QuirozAún no hay calificaciones
- Informe Talentos UaODocumento3 páginasInforme Talentos UaOJorge Andres Montoya QuirozAún no hay calificaciones
- EM1Documento2 páginasEM1Jorge Andres Montoya QuirozAún no hay calificaciones
- Laboratorio ConductividadDocumento2 páginasLaboratorio ConductividadJorge Andres Montoya QuirozAún no hay calificaciones
- Calculos Perdidas Test 1Documento16 páginasCalculos Perdidas Test 1Jorge Andres Montoya QuirozAún no hay calificaciones
- Variador de DiscosDocumento12 páginasVariador de DiscosJorge Andres Montoya Quiroz100% (1)
- Algoritmo Cap 6 - Ejes, Cuñas y AcoplesDocumento24 páginasAlgoritmo Cap 6 - Ejes, Cuñas y AcoplesJorge Andres Montoya QuirozAún no hay calificaciones
- Variador de Discos Múltiples PresentaciónDocumento11 páginasVariador de Discos Múltiples PresentaciónJorge Andres Montoya QuirozAún no hay calificaciones
- Incertidumbre Instrumentos de Medición PresiónDocumento2 páginasIncertidumbre Instrumentos de Medición PresiónJorge Andres Montoya QuirozAún no hay calificaciones
- Mesa FrigorificoDocumento1 páginaMesa FrigorificoIsmael FgAún no hay calificaciones
- Solucion Test01fluidos01 2015Documento3 páginasSolucion Test01fluidos01 2015Jorge Andres Montoya QuirozAún no hay calificaciones
- Informe Brazo HidráulicoDocumento13 páginasInforme Brazo HidráulicoJorge Andres Montoya QuirozAún no hay calificaciones
- Cajetín UnalDocumento1 páginaCajetín UnalJorge Andres Montoya QuirozAún no hay calificaciones
- Elementos de Maquinas II - Guia 2023Documento17 páginasElementos de Maquinas II - Guia 2023Jorge Andres Montoya QuirozAún no hay calificaciones
- Laboratorio VTOLDocumento3 páginasLaboratorio VTOLJorge Andres Montoya QuirozAún no hay calificaciones
- MTR de Acero V320 38,6x1130-0011ET0318 - Factura 572798087 UnalDocumento1 páginaMTR de Acero V320 38,6x1130-0011ET0318 - Factura 572798087 UnalJorge Andres Montoya QuirozAún no hay calificaciones
- Articulo Modelado de Un Vtol - Modelamiento Electromecánica - KevinGarzón - ChristhianMartinez - CristianOrtega - JuanPabloGonzalesDocumento13 páginasArticulo Modelado de Un Vtol - Modelamiento Electromecánica - KevinGarzón - ChristhianMartinez - CristianOrtega - JuanPabloGonzalesJorge Andres Montoya QuirozAún no hay calificaciones
- Trabajo de Tecnología Mecánica Forjado de LlaveDocumento52 páginasTrabajo de Tecnología Mecánica Forjado de LlaveDiegoCespedesTeran100% (4)
- 7mo Semana 6 La Tornillería y Los Elementos de Sujeción 3P-2020 PDFDocumento14 páginas7mo Semana 6 La Tornillería y Los Elementos de Sujeción 3P-2020 PDFLeonardo Romero JimenezAún no hay calificaciones
- Manual RectificadoraDocumento24 páginasManual Rectificadorafapiq100% (1)
- 1.sicoma Mao 4500 Repuestos Blindaje y BrazosDocumento4 páginas1.sicoma Mao 4500 Repuestos Blindaje y Brazosjimmygerman333Aún no hay calificaciones
- Buriles AfiladoDocumento6 páginasBuriles AfiladoPipe AriasAún no hay calificaciones
- UNIDAD 13 Mortajado y BrochadoDocumento16 páginasUNIDAD 13 Mortajado y BrochadoGustavo Recalde ChamorroAún no hay calificaciones
- Historieta El Hombre ArañaDocumento3 páginasHistorieta El Hombre ArañaXiadaniNoriegaAún no hay calificaciones
- Cancamos FijosDocumento3 páginasCancamos FijosGerardo Rodriguez AcostaAún no hay calificaciones
- Tecnopower - Husillos Rosca Trapecial PDFDocumento6 páginasTecnopower - Husillos Rosca Trapecial PDFMáximo Martínez RománAún no hay calificaciones
- Trabajo2 Grupo1Documento29 páginasTrabajo2 Grupo1Anthony MartínezAún no hay calificaciones
- Soldadura EncuestaDocumento6 páginasSoldadura Encuestamaro151Aún no hay calificaciones
- Lamina Por Metro - APU PuertasDocumento4 páginasLamina Por Metro - APU PuertasLeonardo Barros ChinchillaAún no hay calificaciones
- Uniones No PermanentesDocumento8 páginasUniones No PermanentesJorge Luis GuerreiroAún no hay calificaciones
- Tema 5 2Documento23 páginasTema 5 2bernardoAún no hay calificaciones
- Canaleta 43Documento6 páginasCanaleta 43ALEJANDRO PEREZ LUQUEAún no hay calificaciones
- Informe Tecnico Procesos de ManufacturaDocumento3 páginasInforme Tecnico Procesos de ManufacturaMarcos Paez Salcedo0% (2)
- Cómo Se Miden Los TornillosDocumento9 páginasCómo Se Miden Los TornillosJuan ManuelAún no hay calificaciones
- Skua 125 YumboDocumento47 páginasSkua 125 YumboIsaias Sanchez Soza50% (2)
- HerramientasDocumento59 páginasHerramientassergioAún no hay calificaciones
- Corte Ortogonal PDFDocumento53 páginasCorte Ortogonal PDFhaxfidAún no hay calificaciones
- Lista de Herramientas PDFDocumento1 páginaLista de Herramientas PDFDennis MedinaAún no hay calificaciones
- Nomenglaturas de Puestos JM Romo Abril 2015Documento21 páginasNomenglaturas de Puestos JM Romo Abril 2015Juan Martin Oropeza100% (1)
- Examen Parcial Curso: Procesos de Manufactura I CODIGO: MC-213 A/B/C Ciclo Academico: 2018 - 1Documento20 páginasExamen Parcial Curso: Procesos de Manufactura I CODIGO: MC-213 A/B/C Ciclo Academico: 2018 - 1RicardoAún no hay calificaciones
- Micrometro o PalmerDocumento10 páginasMicrometro o PalmerEscoto EdwinAún no hay calificaciones
- Maquinas Herramienta y CNCDocumento10 páginasMaquinas Herramienta y CNCPaulina RodriguezAún no hay calificaciones
- LimadoraDocumento25 páginasLimadoraAlcides Gabriel LimaAún no hay calificaciones
- Taladro de ColumnaDocumento15 páginasTaladro de ColumnaPedro A GurrolaAún no hay calificaciones
- Inspecciones Preoperacional TaladroDocumento11 páginasInspecciones Preoperacional TaladroSOFIAALEJANDRAb0% (1)
- Pernos y RemachesDocumento14 páginasPernos y RemachesBrayan MontoyaAún no hay calificaciones
- Distribucion de Familias Compra de Bienes 2022 - 2do Semestre2022Documento2 páginasDistribucion de Familias Compra de Bienes 2022 - 2do Semestre2022datamurwy datamurwyAún no hay calificaciones