PROYECTO FINAL: MÁQUINA DE CNO III PLC'S Y
SENSORES
MARCADO EN CALIENTE 6 DE DICIEMBRE DE 2020
Delgado Morales Juan Carlos
171389@upslp.edu.mx
Guevara Hernández Enrique Oswaldo
180199@upslp.edu.mx
López Alonso Alma Dennise
170383@upslp.edu.mx
Martínez Vázquez Andrea Fernanda Ilustración 2:Modelo
171329@upslp.edu.mx
Ilustración 1: Modelo 3D realizado en SolidWorks®.
GRUPO: M25B
“Ciencia, Tecnología y Cultura al
PROFESOR: GILBERTO SANTILLÁN TOVAR
Servicio del Ser Humano”. HORARIO: LUNES 8:00-11:00 Y MARTES 9:00-11:00
� CONTENIDO
PROYECTO FINAL: MÁQUINA DE MARCADO EN CALIENTE.....................2
OBJETIVOS: ...................................................................................................2
MARCO TEÓRICO .........................................................................................2
INTRODUCCIÓN ...........................................................................................4
DESARROLLO DEL PROYECTO..................................................................5
DESCRIPCIÓN DE LA SECUENCIA .........................................................5
FUNCIONAMIENTO ................................................................................6
ECUACIÓN .................................................................................................6
DIAGRAMA DE SITUACION ......................................................................7
RENDERIZADO REALIZADO EN SOLIDWORKS® .................................7
DIAGRAMA ESPACIO – FASE ..................................................................9
CONFIGURACIÓN DEL PLC .................................................................. 10
TABLA DE VARIABLES .......................................................................... 11
DIAGRAMA ELECTRONEUMÁTICO ..................................................... 12
DIAGRAMA PLC ENTRDAS/ SALIDAS ................................................ 12
DIAGRAMA DE ESCALERA ................................................................... 13
CONCLUSIÓNES........................................................................................ 21
CONCLUSION GENERAL ...................................................................... 21
CONCLUSIONES PERSONALES .......................................................... 22
Delgado Morales Juan Carlos ....................................................... 22
Guevara Hernández Enrique Oswaldo ......................................... 22
López Alonso Alma Dennise ............................................................ 23
Martínez Vázquez Andrea Fernanda ............................................ 24
REFERENCIAS........................................................................................ 24
1
�PROYECTO FINAL: MÁQUINA DE MARCADO EN
CALIENTE
OBJETIVOS:
Objetivo general: Realizar un proyecto integro con la finalidad de combinar los
conocimientos y habilidades adquiridas durante el curso académico de PLC’s y enfocado
en la industria.
Objetivo del proyecto: Realizar un sistema de una máquina de marcado en caliente, su
finalidad es el marcado con alimentación y expulsión de piezas, en el que plasmemos
todas nuestras habilidades y conocimientos adquiridos en la clase y sea innovador.
MARCO TEÓRICO
El PLC es un controlador lógico
programable, es decir, "un sistema
informático que puede programarse
para controlar automáticamente la
lógica operativa de máquinas, fábricas
y procesos". El PLC facilita la
resolución de problemas de
automatización y control en la Ilustración 3: Ejemplo aplicación del PLC.
industria. Es un equipo muy flexible y con una potente capacidad de procesamiento, que
se adapta a cualquier tipo de requisitos y ayuda a mejorar el nivel de producción de la
fábrica.
La secuencia de operación básica del PLC es: Leer señales de la interfaz de entrada,
Procesar el programa para obtener señales de control, Escribir la señal en la interfaz de
salida.
El PLC consta de cuatro elementos principales: Fuente de alimentación, CPU, Memoria,
Módulos de entrada y salida, Módulos de comunicación Otros componentes que le
2
�permiten operar son: unidades de programación, periféricos y algunos módulos
especiales, según la aplicación.
Ilustración 4: Partes principales del PLC
El voltaje proporciona la energía y la corriente necesarios para operar la fuente de
alimentación el CPU y diferentes tarjetas PLC "2" conectadas a través del bus interno. El
voltaje de entrada suele ser de 110/220 Vca y el voltaje de salida suele ser de 24 V de
CC. La fuente de energía contiene una batería, que puede usarse como fuente de energía
de respaldo a corto plazo.
Un temporizador es un dispositivo diseñado para controlar la conexión y desconexión de
circuitos. Este ajuste en la conexión depende de la programación horaria anterior. Esta
característica los hace esenciales en muchos procesos automatizados.
El contador es una función de cómputo que puede contar eventos o pulsos. La cuenta se
puede programar para que sea hacia adelante (incremento) o hacia atrás (decremento).
El contador es una función de conteo que puede contar eventos o pulsos. La cuenta se
puede programar para que sea hacia adelante (incremento) o hacia atrás (decremento).
3
�INTRODUCCIÓN
Para definir el presente proyecto hicimos una investigación exhaustiva para reconocer
las características e ideas necesarias para que el sistema contenga todas las habilidades
especificadas. Al elegir el sistema del marcado en caliente nos da una gran visión para
poder plasmar habilidades y programación como temporizadores, contadores y algunos
métodos (como el método secuencial estructurado) y marca de ciclos.
El controlador lógico programable (PLC) es una pequeña computadora que se utiliza para
automatizar procesos en el mundo real, como líneas de producción, máquinas
herramienta, manipulación de piezas, embalaje, transportadores, bombas de estación,
semáforos, etc. La complejidad de los sistemas de control PLC abarca desde pequeñas
aplicaciones dedicadas hasta líneas de montaje potentes y extremadamente complejas
(por ejemplo, en la fabricación de automóviles).
Los PLC suelen utilizar microprocesadores. A diferencia de las computadoras de uso
general, el empaque y el diseño del PLC le permite trabajar en una amplia gama de
temperaturas y polvo, y no se ve afectado por el ruido eléctrico. Mecánicamente, son más
fuertes y resistentes a vibraciones y golpes.
En última instancia, el PLC es la fuerza principal en la automatización de la fabricación
moderna. El control automático permite la producción de productos consistentes a un
costo razonable y el PLC es una tecnología de control comúnmente utilizada en la
fabricación. Antes de PLC, la única forma de implementar circuitos de control de
máquinas era utilizar relés. Una máquina que debe controlar muchos motores y
solenoides requiere muchos relés, que deben estar cableados en el orden correcto para
lograr la operación deseada.
Debido a que los relés son electromecánicos, a menudo fallan. Las fallas de bobinas y
contactos son difíciles de diagnosticar y reemplazar Si el circuito debe cambiarse,
significa que todos los relés involucrados deben volver a conectarse. Sin mencionar que
un panel con cientos de relés consume mucha energía. El PLC se inventó como una
forma económica de reemplazar el antiguo sistema de automatización utilizando cientos
de relés y temporizadores. El PLC se puede programar para reemplazar miles de relés.
4
�Para este proyecto, las características necesarias son el conocimiento del control
automático, a través de autómatas y sensores programables para desarrollar la
capacidad de resolver algunos problemas. El proyecto se enfoca en problemas
industriales o sociales con el uso de herramientas neumáticas, programación y trabajo
colaborativo. Valores, responsabilidad y compañerismo; de esta manera el proyecto
impactará en cierto sentido Social o industrial, esperamos cumplir con los estándares
profesionales requeridos.
DESARROLLO DEL PROYECTO
DESCRIPCIÓN DE LA SECUENCIA
La finalidad de la máquina es el marcado en caliente de una inscripción en piezas de
plástico con alimentación y expulsión automática de las piezas.
En la situación tenemos:
NOMBRE FUNCIONAMIENTO DESCRIPCION
CILINDRO A CARGA CILINDRO DE DOBLE EFECTO
CILINDRO B TRANSFERENCIA CILINDRO DE DOBLE EFECTO
CILINDRO C SUJECION CILINDRO DE DOBLE EFECTO
CILINDRO D MARCADOR CILINDRO DE SIMPLE EFECTO
CILINDRO E AVANCE DE CINTA CILINDRO DE DOBLE EFECTO
CILINDRO F EXPULSION CILINDRO DE DOBLE EFECTO
MOTOR 1 BANDA 1 MOTOR ELECRTICO
MOTOR 2 BANDA 2 MOTOR ELECTRICO
MOTOR 3 BANDA 3 MOTOR ELECTRICO
Tabla 1: Situación
Además:
• Un detector de presencia de pieza: “SP1”.
• El ciclo se podrá realizar a ciclo único para pruebas o a ciclo continuo para trabajo
normal.
5
� • El cilindro marcador debe permanecer en contacto con la pieza a marcar 10
segundos, y luego regresará a su posición.
• El sistema tendrá un botón de paro general que detendrá la secuencia en la etapa
donde se encuentre.
FUNCIONAMIENTO
Si se cumplen las condiciones de comienzo de ciclo (todos los cilindros adentro,
presencia de pieza, junto con el pulsador de ciclo único o continuo):
• Carga de la pieza y avance de la banda uno por 5s
• Regreso del cilindro de carga.
• Avance del cilindro de transferencia y avance de la banda dos por 5s.
• Sujeción de la pieza.
• Regreso del cilindro de transferencia.
• Marcado de la pieza durante 10 segundos.
• Regreso del cilindro de sujeción.
• Avance simultáneo de los cilindros de avance de cinta y extractor de piezas y
avance de la banda tres por 5s.
• Regreso de estos dos cilindros.
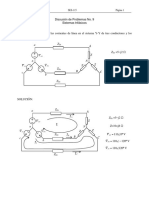
ECUACIÓN
Ilustración 5: Ecuación- Secuencia del problema.
6
�DIAGRAMA DE SITUACION
Ilustración 6: Esquema del problema.
RENDERIZADO REALIZADO EN SOLIDWORKS®
Ilustración 7: Vista Isométrica del modelo 3D.
7
� Ilustración 8: Vista lateral, actuadores, rollo, sensor y placa.
Ilustración 9: Banda transportadora, placa, rollo, actuador y motor.
Ilustración 10: Sensor, va al inicio.
8
�DIAGRAMA ESPACIO – FASE
ACTUADOR
DIAGRAMA ESPACIO FASE
10 11 = 1
1 2 3 4 5 6 7 8 9
M1
M2
M3
Ilustración 11: Diagramas espacio-fase de los actuadores y motor.
9
�CONFIGURACIÓN DEL PLC
Ilustración 12: Configuración del PLC
Ilustración 13: Entradas y salidas.
10
�TABLA DE VARIABLES
NOMBRE DIRECCION DESCRIPCION TIPO DE DATO
PB1 %I124.0 BOTON DE ARRANQUE Bool
PB2 %I124.1 BOTON DE CICLO CONTINUO Bool
SA0 %I124.2 SENSOR DE CILINDRO A RETRAIDO Bool
SA1 %I124.3 SENSOR DE CILINDRO A EXTENDIDO Bool
SB0 %I124.4 SENSOR DE CILINDRO B RETRAIDO Bool
SB1 %I124.5 SENSOR DE CILINDRO B EXTENDIDO Bool
SC0 %I124.6 SENSOR DE CILINDRO C RETRAIDO Bool
SC1 %I124.7 SENSOR DE CILINDRO C EXTENDIDO Bool
SD0 %I125.0 SENSOR DE CILINDRO D RETRAIDO Bool
SD1 %I125.1 SENSOR DE CILINDRO D EXTENDIDO Bool
SE0 %I125.2 SENSOR DE CILINDRO E RETRAIDO Bool
SE1 %I125.3 SENSOR DE CILINDRO E EXTENDIDO Bool
SF0 %I125.4 SENSOR DE CILINDRO F RETRAIDO Bool
SF1 %I125.5 SENSOR DE CILINDRO F EXTENDIDO Bool
SP1 %I125.6 SENSOR DE PIEZA BANDA 1 Bool
PB3 %I125.7 BOTON DE PARO Bool
Y1 %Q124.0 SOLENOIDE DE ELECTROVALVULA A+ Bool
Y2 %Q124.1 SOLENOIDE DE ELECTROVALVULA A- Bool
Y3 %Q124.2 SOLENOIDE DE ELECTROVALVULA B+ Bool
Y4 %Q124.3 SOLENOIDE DE ELECTROVALVULA B- Bool
Y5 %Q124.4 SOLENOIDE DE ELECTROVALVULA C+ Bool
Y6 %Q124.5 SOLENOIDE DE ELECTROVALVULA C- Bool
Y7 %Q124.6 SOLENOIDE DE ELECTROVALVULA D+ Bool
Y8 %Q124.7 SOLENOIDE DE ELECTROVALVULA D- Bool
Y9 %Q125.0 SOLENOIDE DE ELECTROVALVULA E+ Bool
Y10 %Q125.1 SOLENOIDE DE ELECTROVALVULA E- Bool
Y11 %Q125.2 SOLENOIDE DE ELECTROVALVULA F+ Bool
Y12 %Q125.3 SOLENOIDE DE ELECTROVALVULA F- Bool
M1 %Q125.4 MOTOR DE BANDA 1 Bool
M2 %Q125.5 MOTOR DE BANDA 2 Bool
M3 %Q125.6 MOTOR DE BANDA 3 Bool
K1 %M10.1 GRUPO UNO Bool
K2 %M10.2 GRUPO DOS Bool
K3 %M10.3 GRUPO TRES Bool
K4 %M10.4 GRUPO CUATRO Bool
K5 %M10.5 GRUPO CINCO Bool
K6 %M10.6 GRUPO SEIS Bool
K7 %M10.7 GRUPO SIETE Bool
K8 %M11.0 GRUPO OCHO Bool
K9 %M11.1 GRUPO NUEVE Bool
K10 %M11.2 GRUPO DIEZ Bool
K11 %M11.3 GRUPO ONCE Bool
MC1 %M30.0 CICLO UNICO Bool
Tabla 2: Tabla de variables.
11
�DIAGRAMA ELECTRONEUMÁTICO
SA0 SA1 SB0 SB1 SC0 SC1 SD0 SD1 SE0 SE1 SF0 SF1
4 2 4 2 4 2 2 4 2 4 2
Y1 Y2 Y3 Y4 Y5 Y6 Y7 Y8 Y9 Y 10 Y 11 Y 12
5 3 5 3 5 3 1 3 5 3 5 3
1 1 1 1 1
Ilustración 14: Diagrama electroneumático, 6 actuadores
DIAGRAMA PLC ENTRDAS/ SALIDAS
+24V 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
3 3 3
PB1 PB2 PB3
SA0 SA1 SB0 SB1 SC0 SC1 SD0 SD1 SE0 SE1 SF0 SF1 SP1
4 4 4
0V
0 1 2 3 4 5 6 7 0 1 2 3 4 5 6 7
FestoDidactic.EzOPC.2 FestoDidactic.EzOPC.2
FluidSIM Out FluidSIM Out
PLCSIM.EB124 PLCSIM.EB125
FestoDidactic.EzOPC.2 FestoDidactic.EzOPC.2
FluidSIM In FluidSIM In
PLCSIM.AB124 PLCSIM.AB125
0 1 2 3 4 5 6 7 0 1 2 3 4 5 6 7
17
19
Y1 Y2 Y3 Y4 Y5 Y6 Y7 Y8 Y9 Y 10 Y 11 Y 12 M M M
0V
Ilustración 15: Conexión entradas y salidas del PLC.
12
�DIAGRAMA DE ESCALERA
13
�14
�15
�16
�17
�18
�19
�20
�CONCLUSIÓNES
CONCLUSION GENERAL
Como consecuencia de lo expuesto, en el proyecto cumplimos los objetivos de manera
correcta, pudimos encontrar la manera de juntar las habilidades adquiridas para realizar
el sistema presentado. En el desarrollo del proyecto se encontraron diferentes dificultades
en la programación y diagrama E/S pero se pudieron resolver sin problemas.
En este proyecto más que en cualquier otra práctica tuvimos un gran desenvolvimiento
pues ya tenemos las enseñanzas del curso completo, tuvimos lluvia de ideas, propuestas
y distintos diseños. También una de las habilidades más importantes que adquirimos fue
como poder llevar los casos de lo teórico a lo práctico, la implementación de ciclo único
y continuo, timers y contadores.
Logramos un gran desempeño como equipo en este proyecto y en las prácticas que
fuimos haciendo durante todo el semestre, logramos trabajar en forma ordenada y con
las diferentes habilidades de cada uno nos ayudamos entre todos.
Y finalmente, de acuerdo con la materia los controladores lógicos programables (PLC)
son dispositivos electrónicos digitales que se investigaron en 1969 para reemplazar
circuitos de relés electromecánicos, interruptores y otros componentes comúnmente
usados en sistemas de control. En el sistema, el estado de la salida está determinado por
el estado de una determinada combinación de entradas, independientemente de su
historial.
Los PLC tienen un gran atractivo porque, a diferencia de los circuitos antiguos, pueden
reprogramarse, ocupan un espacio relativamente pequeño, consumen poca energía,
tienen capacidad de autodiagnóstico y tienen un costo competitivo. Sin embargo, son las
innovaciones tecnológicas de los microprocesadores y las memorias las que hacen que
los PLC sean tan versátiles y populares. Inicialmente, utilizar un lenguaje de
programación con una estructura o representación similar a un dispositivo relé de
escalera (diagrama de escalera) es una buena opción porque ayuda a capacitar a los
operadores que ya conocen estos diagramas. Por tanto, el primer lenguaje de
21
�programación que se considera un PLC de bajo nivel es el "lenguaje de diagrama de
contactos". Este lenguaje y el "lenguaje booleano" basado en los mismos principios del
álgebra booleana todavía se utilizan en la actualidad. Por lo tanto, el PLC puede realizar
operaciones aritméticas, procesamiento de datos complejos, tiene una mayor capacidad
de almacenamiento y puede comunicarse de manera más efectiva con programadores y
otros controladores y computadoras en la red de área local. Además, muchos PLC ahora
integran instrucciones y módulos para procesar señales analógicas y ejecutar estrategias
de control, que son más complicadas que un simple ENCENDIDO-APAGADO (como el
control PID), incluso si se utilizan varios procesadores.
CONCLUSIONES PERSONALES
Delgado Morales Juan Carlos
La materia de PLC’s es demasiado importante e incluso podría decir que es de
fundamentales en el área mecánica eléctrica debido a que a partir de esta materia se
pueden realizar proyectos de gran dimensión en cualquier sector de cualquier empresa,
sus proyectos pueden ser aplicados desde el movimiento de una pieza hasta una línea
de producción. Aprendí a programas los PLC’S su lenguaje, su funcionamiento, e incluso
resolví problemas de aplicación que no fueron sencillos.
Aprendí sobre contadores y temporizadores y reforcé lo aprendido en neumática y
electroneumática, profundicé en el uso del software Tia Portal y RsLogix Pro.
Para mí fue más sencillo realizar las prácticas en RsLogix Pro, su interfaz me pareció
más amigable.
Agradezco a nuestro maestro Gilberto S. por tener la paciencia para impartir la clase
online.
El verdadero reto es llevar estos problemas de aplicación a un laboratorio o soñando en
llevarlos a la industria.
Guevara Hernández Enrique Oswaldo
Realmente el poder tener la capacidad de emplear los conocimientos adquiridos en el
curso para la solución de un problema práctico ejemplifica lo positivo que ha sido este
22
�mismo. Encontrar técnicas de trabajo como por ejemplo el diagrama secuencial
estructurado fue de gran ayuda, ya que generó un esqueleto el cual pudo ser utilizado
como herramienta indispensable en el curso.
Fue un semestre distinto, hubiese gustado estar en clases presenciales para así
familiarizarse completamente con la maquinaria, la programación e incluso manejar
distintas formas de aprendizaje, pero se supo llevar correctamente las riendas de la
materia, las técnicas de trabajo fueron adecuadas y los resultados están mostrados.
Este proyecto muestra que con el desempeño de cada uno de los compañeros del equipo
fue bueno, los distintos apartados señalan el entendimiento de la materia, que a fin de
cuentas es lo que se intenta demostrar.
López Alonso Alma Dennise
Al final el objetivo del proyecto se cumplió y pudimos realizar un sistema de una máquina
de marcado en caliente. Como ya conocíamos los diferentes puntos para una práctica
completa no hubo complicaciones, en donde se tuvo dificultades fue en la programación
y diagrama escalera, pero se pudo resolver sin problemas.
Ahora que ha finalizado el curso, pude entender por qué es tan importante PLC’s en la
industria, la parte de automatización es muy importante en la industria y con este curso
comprendí los conceptos más importantes como qué es un PLC’S, sus componentes,
funciones, además de programas que nos ayudan a simula y comprender mejor las
situaciones y programación. El uso de TIA Portal y RsLogix Pro me ayudó a comprender
aún más el curso, aunque son similares siento que pude hacer las cosas mejor en TIA
Portal.
Agradezco a mis compañeros de equipo que me ayudaron a comprender mejor mis
complicaciones fuera de las clases y mucho más importante al profesor que impartió la
clase el maestro Gilberto que me ayudó a comprender las cosas mejor y tuvo paciencia
cuando me surgían dudas y me ayudaban a entenderlas, además que me ayudó con la
programación en el software ya que no lo había manejado anteriormente.
23
�Martínez Vázquez Andrea Fernanda
Primero que nada tengo que decir que se cumplieron con los objetivos del proyecto, a lo
largo de la delimitación del proyecto aprendí que hay muchas aplicaciones dentro y fuera
de la industria, fuera de la industria en el área medica y en la programación de sistemas
de semáforos públicos, llegamos a delimitar a la máquina de marcado en caliente por que
vimos la oportunidad de demostrar los conocimientos adquiridos y nuestras habilidades
de programación, para la programación usamos el método secuencial estructurado, en el
área neumática usamos 6 cilindros que nos permitió usar un gran número de memorias
como se nos pedía en las especificaciones del proyecto. Puedo decir que adquirí las
habilidades necesarias para la programación con PLC´s.
Otra cosa que quiero añadir es que de los 2 programas que usamos a lo largo del curso
para adquirir la habilidad de configurar PLC´s me adapte mejor con el programa de
Siemens TIA Portal.
Como equipo trabajamos de manera satisfactoria ya que a lo largo del curso nos
estuvimos apoyando y enseñándonos en cosas que estábamos mejor unos que otros.
REFERENCIAS
Pérez, E. M., Acevedo, J. M., & Silva, C. F. (2009). Automatas programables y
sistemas de automatizacion/PLC and Automation Systems. Marcombo.
Lugo, J. G. C., Ybarra, J. J. P., & Romero, E. (2005). Metodología para realizar una
automatización utilizando PLC. Impulso, 18.
Teja, S. M. (1996). Automatización neumática y electroneumática (Vol. 1).
Marcombo.
24