0% encontró este documento útil (0 votos)
71 vistas5 páginasSelección de Electrodos para Soldadura
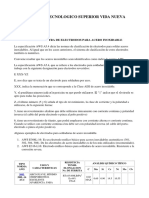
Este documento presenta una tabla para seleccionar el material de electrodo apropiado para soldar diferentes combinaciones de metales de base, incluyendo aceros al carbono y aceros inoxidables. La tabla lista los nombres, normas y propiedades de varios materiales de electrodo de acero inoxidable.
Cargado por
Hormedo RodriguezDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd
0% encontró este documento útil (0 votos)
71 vistas5 páginasSelección de Electrodos para Soldadura
Este documento presenta una tabla para seleccionar el material de electrodo apropiado para soldar diferentes combinaciones de metales de base, incluyendo aceros al carbono y aceros inoxidables. La tabla lista los nombres, normas y propiedades de varios materiales de electrodo de acero inoxidable.
Cargado por
Hormedo RodriguezDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd