También podría gustarte
- Dokumen - Tips Mazatrol PDFDocumento45 páginasDokumen - Tips Mazatrol PDFEmmanuel NavarroAún no hay calificaciones
- Manual de Usuario NOTEBOOK B-NBLXB3Documento26 páginasManual de Usuario NOTEBOOK B-NBLXB3FedeFloydAún no hay calificaciones
- FS0i FPlusDocumento16 páginasFS0i FPlusvictorsa1972Aún no hay calificaciones
- Manual CNC PDFDocumento80 páginasManual CNC PDFAdrian Vargas SanchezAún no hay calificaciones
- Curso Centro de Maquinado MazatrolDocumento125 páginasCurso Centro de Maquinado MazatrolAlejandro GonzalezAún no hay calificaciones
- Manufactura Avanzada Programacion de Tor PDFDocumento33 páginasManufactura Avanzada Programacion de Tor PDFleobardo chichinoAún no hay calificaciones
- Curso Eia Iso CmaqDocumento102 páginasCurso Eia Iso CmaqAbelon Ni SeAún no hay calificaciones
- Torno Codigos G-MDocumento2 páginasTorno Codigos G-MJean Paul Giraldo SpatolaAún no hay calificaciones
- Fanuc 21 Mill SPDocumento98 páginasFanuc 21 Mill SPJavier RinconAún no hay calificaciones
- Guia Rápida Siemens 802c Torno OkDocumento20 páginasGuia Rápida Siemens 802c Torno OkVictor Cerda MorenoAún no hay calificaciones
- Automatizacion de Maquinas CNC GSK Jim MDocumento82 páginasAutomatizacion de Maquinas CNC GSK Jim MRivera Jim TomAún no hay calificaciones
- Curso Programación Fanuc para Puma 240Documento40 páginasCurso Programación Fanuc para Puma 240Carlos CasAún no hay calificaciones
- CNC-Programación Manual en Control FANUC Oi Mate Tc.Documento10 páginasCNC-Programación Manual en Control FANUC Oi Mate Tc.Smah Hams M100% (1)
- Manual del Operador de Controles Numericos Computerizados GE Fanuc Serie 21i / 210iDocumento764 páginasManual del Operador de Controles Numericos Computerizados GE Fanuc Serie 21i / 210iCristian Gasca PatiñoAún no hay calificaciones
- Mastercam 2018Documento1 páginaMastercam 2018Bonnelly Peralta AlmanzarAún no hay calificaciones
- Manual Usuario Sinumerik 810 TDocumento16 páginasManual Usuario Sinumerik 810 TVíctor Benavides50% (2)
- Control numérico computarizado: Puntos de referencia y decalaje entre origen máquina y piezaDocumento6 páginasControl numérico computarizado: Puntos de referencia y decalaje entre origen máquina y piezaJose Chuyes100% (1)
- Temario Curso CNC - CNCDocumento1 páginaTemario Curso CNC - CNCRobinson danilo Ortega leonAún no hay calificaciones
- S.i.vcm 800Documento97 páginasS.i.vcm 800gatoxxx007Aún no hay calificaciones
- Practica 9Documento7 páginasPractica 9Galilea BandaAún no hay calificaciones
- 2 - Guía de Aprendizaje CNC 299184Documento9 páginas2 - Guía de Aprendizaje CNC 299184Jefferson Pinto LopesierraAún no hay calificaciones
- Operaciones Generales Camworks PDFDocumento32 páginasOperaciones Generales Camworks PDFMaximiliano GarciaAún no hay calificaciones
- Equipos y Herramientas para La Elaboración de Letras de CanalDocumento9 páginasEquipos y Herramientas para La Elaboración de Letras de CanalisaacAún no hay calificaciones
- Operacion KiwaDocumento8 páginasOperacion KiwaParrato MasAún no hay calificaciones
- Practica1 MastercamDocumento5 páginasPractica1 Mastercamjorgeesteban1Aún no hay calificaciones
- Guia de Aprendizaje CNC 8-FresaDocumento27 páginasGuia de Aprendizaje CNC 8-FresaSchz AngelaAún no hay calificaciones
- Anexo Manual Fanuc Torno CNCDocumento13 páginasAnexo Manual Fanuc Torno CNCarturo_23eAún no hay calificaciones
- Catalogo General MilltronicsDocumento44 páginasCatalogo General Milltronicsanibal.oscarAún no hay calificaciones
- Manual PCRobot CNCDocumento34 páginasManual PCRobot CNClgundelAún no hay calificaciones
- Curso Basico 8055TCDocumento108 páginasCurso Basico 8055TCMiguel Angel Munguia FloresAún no hay calificaciones
- 840d CiclosDocumento404 páginas840d CiclosElias Mora BecerraAún no hay calificaciones
- CODIGOS G y MDocumento7 páginasCODIGOS G y Mmmuriel uribe100% (1)
- Visor Mazatrol para CIMCO Edit-40Documento2 páginasVisor Mazatrol para CIMCO Edit-40alexAún no hay calificaciones
- Manual Mastercam XDocumento41 páginasManual Mastercam XSALVATOREBURRINI100% (1)
- Manual de Usuario Torno CNC Con Fanuc Series 0iDocumento11 páginasManual de Usuario Torno CNC Con Fanuc Series 0iruleta200Aún no hay calificaciones
- PDF Manual de Programacion Okuma DLDocumento93 páginasPDF Manual de Programacion Okuma DLAbel Serrano100% (1)
- Prueba de Capacidad para Centro de Mecanizado TraducidaDocumento8 páginasPrueba de Capacidad para Centro de Mecanizado TraducidaestebanAún no hay calificaciones
- Manual de PunzadoraDocumento20 páginasManual de PunzadoraANTONIO BOCANEGRA CARRILLOAún no hay calificaciones
- Manual Calibración WipsDocumento40 páginasManual Calibración WipsJulioRomero100% (1)
- Autotrack 1200-4Documento1 páginaAutotrack 1200-4Osvaldo LópezAún no hay calificaciones
- SolidWorks - Aplicado A Maquinaria Industrial - PenDocumento21 páginasSolidWorks - Aplicado A Maquinaria Industrial - PenJunior CabelloAún no hay calificaciones
- Eliminar alarma 144 máquinas HAASDocumento1 páginaEliminar alarma 144 máquinas HAASVKVickyMoralesAún no hay calificaciones
- Procedimiento cambio husillo máquinaDocumento3 páginasProcedimiento cambio husillo máquinaVictor OropezaAún no hay calificaciones
- 840d ManualDocumento158 páginas840d ManualElias Mora Becerra100% (1)
- Parametros Control 0 FanucDocumento1 páginaParametros Control 0 FanucJose NaterasAún no hay calificaciones
- Guia Practica 1Documento15 páginasGuia Practica 1HolaSoyJhanferSotomayor100% (1)
- Resumen de Ciclos de FANUCDocumento4 páginasResumen de Ciclos de FANUCDavid ObrienAún no hay calificaciones
- Extracto Notas de Milltronics VM20Documento9 páginasExtracto Notas de Milltronics VM20Duvan Jimenez GiraldoAún no hay calificaciones
- Fanuc ParametersDocumento2 páginasFanuc ParametersPham LongAún no hay calificaciones
- Informe Practica de RoboticaDocumento7 páginasInforme Practica de Roboticazintia mezaAún no hay calificaciones
- MazakDocumento109 páginasMazakJaime Adolfo Mejia León100% (1)
- Maza TrolDocumento45 páginasMaza Troleber86% (7)
- Curso Torno Mazatrol PDFDocumento90 páginasCurso Torno Mazatrol PDFAlex L. Cruz94% (31)
- Curso Centro de Maquinado Mm-InchesDocumento106 páginasCurso Centro de Maquinado Mm-InchesHector Raul AmadorAún no hay calificaciones
- Manual Maquina Geka 1 PDFDocumento51 páginasManual Maquina Geka 1 PDFcarturo124100% (8)
- Entregable 1 de Mantenimiento Mecanico 2Documento9 páginasEntregable 1 de Mantenimiento Mecanico 2Johan CasasAún no hay calificaciones
- Reporte de TornoDocumento20 páginasReporte de Tornodiegobasurto33Aún no hay calificaciones
- Segundo Examen Parcial de Perforación y Voladura SuperficialDocumento15 páginasSegundo Examen Parcial de Perforación y Voladura SuperficialJymy VegaAún no hay calificaciones
- Sistema mundial de socorro y seguridad marítimaDe EverandSistema mundial de socorro y seguridad marítimaCalificación: 3.5 de 5 estrellas3.5/5 (3)
- Manual de carpintería: Herramientas e instrumentos de medición y trazoDocumento77 páginasManual de carpintería: Herramientas e instrumentos de medición y trazoAngel Muñoz Barreda100% (4)
- Manual de Armas CenopDocumento94 páginasManual de Armas CenopZully ArdilaAún no hay calificaciones
- Mediciones con instrumentos de mediciónDocumento9 páginasMediciones con instrumentos de mediciónfranklinAún no hay calificaciones
- Medicion de Roscas y EngranesDocumento35 páginasMedicion de Roscas y EngranesJule LopezAún no hay calificaciones
- Reporte de La Fresadora y El TornoDocumento15 páginasReporte de La Fresadora y El Tornozoewixo100% (3)
- Despiece Motoniveladora HD170 MDocumento58 páginasDespiece Motoniveladora HD170 MWillian Aarón Herrera EguiluzAún no hay calificaciones
- Roscas Iram 4520Documento17 páginasRoscas Iram 4520Greizer MotabanAún no hay calificaciones
- Lista de PreciosDocumento2 páginasLista de PreciosNayareth Mejias PeñaAún no hay calificaciones
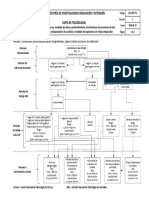
- Ejemplo Carta Trazabilidad ChiditaDocumento1 páginaEjemplo Carta Trazabilidad Chiditafrancisco monsivaisAún no hay calificaciones
- Instructivo MTRR 01-2019 PDFDocumento9 páginasInstructivo MTRR 01-2019 PDFJose AngelAún no hay calificaciones
- Diámetro económico de bombeo para línea de conducción de 1200mDocumento23 páginasDiámetro económico de bombeo para línea de conducción de 1200mAldair PJAún no hay calificaciones
- Plan de Mantenimiento Torno 1Documento14 páginasPlan de Mantenimiento Torno 1Wilson Cardona Echeverri100% (1)
- Medición de volumen con instrumentosDocumento4 páginasMedición de volumen con instrumentosJorge luis Castro GongoraAún no hay calificaciones
- 3 Costos Estandar Varios Varios El PuntaFinaDocumento8 páginas3 Costos Estandar Varios Varios El PuntaFinajose jose perezAún no hay calificaciones
- Tarjetas Vocabulario Muebles y ElectrodomésticosDocumento17 páginasTarjetas Vocabulario Muebles y ElectrodomésticosMelissa TorresAún no hay calificaciones
- Cartilla 12 Pistola Sistema ColtDocumento18 páginasCartilla 12 Pistola Sistema ColtRoberto Leonardo RiveroAún no hay calificaciones
- Electrico R535 185784Documento320 páginasElectrico R535 185784GuillermoAsenjoAún no hay calificaciones
- La Subametralladora ThompsonDocumento3 páginasLa Subametralladora ThompsonPaskual Gonzo GonzaloAún no hay calificaciones
- FGH002 - Formato de Verificacion de Herramientas MenoresDocumento2 páginasFGH002 - Formato de Verificacion de Herramientas MenoresRulinAún no hay calificaciones
- Ppto Britanico Sta Anita Reyes r6Documento7 páginasPpto Britanico Sta Anita Reyes r6max SosaAún no hay calificaciones
- Formato Inspeccion de HerramientaDocumento1 páginaFormato Inspeccion de HerramientaAndres MezaAún no hay calificaciones
- El Taladrado (Informe) IUTAGDocumento7 páginasEl Taladrado (Informe) IUTAGDelvis ReyesAún no hay calificaciones
- Inspeccion de Herramientas MenoresDocumento2 páginasInspeccion de Herramientas MenoresEliana Paola HernandezAún no hay calificaciones
- ENSAMBLAJE Y DESENSAMBLAJE DE LA PISTOLA PX4 STORMDocumento10 páginasENSAMBLAJE Y DESENSAMBLAJE DE LA PISTOLA PX4 STORMedgar hernandez100% (1)
- Tronzado Informe AvanceDocumento57 páginasTronzado Informe AvanceCamila Mendez Soria GalvarroAún no hay calificaciones
- 15 Identificar y Resolver Secuencias de La Tecnica MostDocumento5 páginas15 Identificar y Resolver Secuencias de La Tecnica MostJesus Geovany Acosta GuerraAún no hay calificaciones
- Unidades de Gasto por artefacto sanitario según método HunterDocumento1 páginaUnidades de Gasto por artefacto sanitario según método HunterJosé JoséAún no hay calificaciones
- Equipos de NivelacionDocumento9 páginasEquipos de NivelacionJorge Antonio Abad FloresAún no hay calificaciones
- Informe RoscadoDocumento5 páginasInforme Roscadowilber aguilarAún no hay calificaciones
- Fixed Bezel 0214Documento23 páginasFixed Bezel 0214cartaspersasAún no hay calificaciones