También podría gustarte
- Lavado y colmatado de tapones de corcho. MAMA0109De EverandLavado y colmatado de tapones de corcho. MAMA0109Aún no hay calificaciones
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDe EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaAún no hay calificaciones
- HOJA TECNICA OATEY FINAL 1 Split Merge 1 8 9Documento2 páginasHOJA TECNICA OATEY FINAL 1 Split Merge 1 8 9Liz Mary Ledesma SedanoAún no hay calificaciones
- 3-OATEY - Pegamento para PVC - AGUADocumento2 páginas3-OATEY - Pegamento para PVC - AGUALissette ChAún no hay calificaciones
- Hoja Tecnica Oatey Final 1 Split Merge 1Documento19 páginasHoja Tecnica Oatey Final 1 Split Merge 1Lizeth A Paye QuispeAún no hay calificaciones
- Disolvente de PVCDocumento2 páginasDisolvente de PVCDaniel FigueroaAún no hay calificaciones
- HOJA TECNICA OATEY FINAL 1 Split Merge 1 PDFDocumento14 páginasHOJA TECNICA OATEY FINAL 1 Split Merge 1 PDFLizeth A Paye QuispeAún no hay calificaciones
- Cemento OateyDocumento14 páginasCemento OateyHersonCuyubambaHilarioAún no hay calificaciones
- HOJA TECNICA OATEY FINAL 1 Split Merge 1 PDFDocumento14 páginasHOJA TECNICA OATEY FINAL 1 Split Merge 1 PDFMauricio MartinzAún no hay calificaciones
- 08 2019mar08 Retardantes 190425Documento13 páginas08 2019mar08 Retardantes 190425omempoderosoAún no hay calificaciones
- Dencidad Del CementoDocumento16 páginasDencidad Del CementoKevin Fabian SimbaAún no hay calificaciones
- Filtro Tambor Rotatorio.Documento9 páginasFiltro Tambor Rotatorio.Fernanda EscobedoAún no hay calificaciones
- Ing Vazquez - ParcialDocumento4 páginasIng Vazquez - ParcialRoy Huaman OncoyAún no hay calificaciones
- CPP-DT-P02 Procedimiento para La Deteccion de Cloruros en Superficie A Recubrir. REVISADODocumento2 páginasCPP-DT-P02 Procedimiento para La Deteccion de Cloruros en Superficie A Recubrir. REVISADOML IsaAún no hay calificaciones
- Control %asf. y %comp. Por Metodos No Tradicionales A.alarconDocumento23 páginasControl %asf. y %comp. Por Metodos No Tradicionales A.alarconAlfredoAlarconAún no hay calificaciones
- Presentación de La TesisDocumento45 páginasPresentación de La TesisMarco HernandezAún no hay calificaciones
- Lab 3 Materiales MorterosDocumento11 páginasLab 3 Materiales MorterosJorge Nieto NAún no hay calificaciones
- Nte Inen 2925Documento13 páginasNte Inen 2925Majo Torres100% (1)
- Tema 3 LaboratorioDocumento20 páginasTema 3 Laboratoriojuan perezAún no hay calificaciones
- Laboratorio 2 Ensayo de FinuraDocumento11 páginasLaboratorio 2 Ensayo de FinuraAlexander MiranoAún no hay calificaciones
- Ev. Final - NRC 18085 - Cdi - 2023-20Documento7 páginasEv. Final - NRC 18085 - Cdi - 2023-20Lucia MartínezAún no hay calificaciones
- Ficha Tecnica - Pegamento para PVC - RemovedDocumento2 páginasFicha Tecnica - Pegamento para PVC - RemovedgerenciapadillaemmAún no hay calificaciones
- Resultado de Calibracion de Aditvo en Los Equipos de Lanzado de ShotcreteDocumento5 páginasResultado de Calibracion de Aditvo en Los Equipos de Lanzado de ShotcreteKitmar VAAún no hay calificaciones
- Informe Lab 2 PaucarDocumento11 páginasInforme Lab 2 PaucarEDGAR IVAN MULLO REMACHEAún no hay calificaciones
- Ev. Final - NRC 13447 - Cei - 2023-20Documento7 páginasEv. Final - NRC 13447 - Cei - 2023-20LIZETH GIOVANNA PUCHOC AYLASAún no hay calificaciones
- Catalogo PPR FusionDocumento24 páginasCatalogo PPR FusionDiana Janice Ordoño100% (1)
- CPP-DT-P02 Deteccion de ClorurosDocumento2 páginasCPP-DT-P02 Deteccion de ClorurosGerardo Higinio LoyolaAún no hay calificaciones
- Filtro PrensaDocumento14 páginasFiltro PrensaIvanGonzalezAún no hay calificaciones
- Pasta y MorteroDocumento16 páginasPasta y MorteroEdinson LaurenteAún no hay calificaciones
- INFORME CONCHA ACUSTICA 27.04.22 UltimaDocumento24 páginasINFORME CONCHA ACUSTICA 27.04.22 UltimaMiguel SanchezAún no hay calificaciones
- Informe Laboratorio 2 - Conocimiento Del EquipoDocumento6 páginasInforme Laboratorio 2 - Conocimiento Del EquipoFabian Alexis Aranguren CamposAún no hay calificaciones
- CABLEJET EspañolDocumento4 páginasCABLEJET EspañolCarlos Guerra100% (1)
- Lab 218 Fni CivilDocumento10 páginasLab 218 Fni CivilDaniel Quimpe100% (1)
- Cómo Limpiaron El Gasoducto GiganteDocumento8 páginasCómo Limpiaron El Gasoducto GiganteWilfredo Jaen CamachoAún no hay calificaciones
- Primer Mineroducto Del PeruDocumento7 páginasPrimer Mineroducto Del PeruYinLehoAún no hay calificaciones
- Filtracion IsoDocumento4 páginasFiltracion IsoJuan Jose Jimenez Gamez100% (1)
- 08b Liquid Stone SpanishDocumento14 páginas08b Liquid Stone SpanishFernando Ruiz ArroyoAún no hay calificaciones
- LABORATORIOSDocumento21 páginasLABORATORIOSLuis QuirozAún no hay calificaciones
- Filtro PrensaDocumento15 páginasFiltro PrensaFernanda EscobedoAún no hay calificaciones
- Practica 2 Finura CementoDocumento12 páginasPractica 2 Finura CementoCarolina RoaAún no hay calificaciones
- NTC955Documento14 páginasNTC955Jefe Metrología0% (1)
- Procedimiento Soldadura OateyDocumento2 páginasProcedimiento Soldadura OateyAngela Patricia Jaramillo Posso100% (1)
- Determinacion Velocidad Evaporacion de La Acetona R Zarges K 2008 PDFDocumento21 páginasDeterminacion Velocidad Evaporacion de La Acetona R Zarges K 2008 PDFteteAún no hay calificaciones
- Informe Perforacion Pozo Planta NestleDocumento30 páginasInforme Perforacion Pozo Planta NestleVEGA8A100% (1)
- Ludwig Diaz NavarreteDocumento2 páginasLudwig Diaz NavarreteLubi Diaz NavarreteAún no hay calificaciones
- Filtracion de Carbonato de CalcioDocumento6 páginasFiltracion de Carbonato de CalcioLina Marcela Cardenas0% (1)
- Tiempo FraguadoDocumento6 páginasTiempo FraguadoSebastian Duque100% (1)
- Proceso SDocumento4 páginasProceso SandrejeanclaudeAún no hay calificaciones
- Examen ParcialDocumento4 páginasExamen ParcialDiego GAAún no hay calificaciones
- Rendimiento de PVC PDFDocumento2 páginasRendimiento de PVC PDFKaren AndreaAún no hay calificaciones
- Ficha Técnica Agua Fría SP Matusita Tigre: - Función: - AplicaciónDocumento6 páginasFicha Técnica Agua Fría SP Matusita Tigre: - Función: - AplicaciónJorge HuarcayaAún no hay calificaciones
- Estudio de Lechadas de Cemento Alivianadas para La Construcción de Pozos de PetróleoDocumento3 páginasEstudio de Lechadas de Cemento Alivianadas para La Construcción de Pozos de PetróleoLautaro SantillanAún no hay calificaciones
- Montaje de Cabezote Suzuki Forza 1Documento4 páginasMontaje de Cabezote Suzuki Forza 1Andrew Galvez SanchezAún no hay calificaciones
- Ai - 855 - EsDocumento1 páginaAi - 855 - EsMiguel Eduardo Avila SolerAún no hay calificaciones
- 2do Parcial Produccion IDocumento10 páginas2do Parcial Produccion Isalvado integralAún no hay calificaciones
- Laboratorio Nº3 Materiales de La Ingeniería "Docilidad Del Cono"Documento15 páginasLaboratorio Nº3 Materiales de La Ingeniería "Docilidad Del Cono"Manuel KacicAún no hay calificaciones
- Ficha Técnica Soldaduras GerforDocumento10 páginasFicha Técnica Soldaduras GerforFabio GomezAún no hay calificaciones
- Fabricación de tapones aglomerados. MAMA0109De EverandFabricación de tapones aglomerados. MAMA0109Aún no hay calificaciones
- Preparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109De EverandPreparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109Calificación: 5 de 5 estrellas5/5 (1)
- Fabricación de granulados de corcho en plancha. MAMA0309De EverandFabricación de granulados de corcho en plancha. MAMA0309Aún no hay calificaciones
- MARBETESDocumento2 páginasMARBETESnidiaAún no hay calificaciones
- Formato Carta Exposición de Motivos 28-07-20Documento1 páginaFormato Carta Exposición de Motivos 28-07-20nidiaAún no hay calificaciones
- Capacitación de Extrusión - MaterialesDocumento34 páginasCapacitación de Extrusión - MaterialesnidiaAún no hay calificaciones
- Sesión 4Documento22 páginasSesión 4nidiaAún no hay calificaciones
- Evaluación de Programas y Procesos de Enseñanza" Docente: Maestra Alejandra Salgado OcamposDocumento5 páginasEvaluación de Programas y Procesos de Enseñanza" Docente: Maestra Alejandra Salgado OcamposnidiaAún no hay calificaciones
- Alambrada de ContrucionDocumento6 páginasAlambrada de ContrucionJesusa MamaniAún no hay calificaciones
- Hierbas para Bajar de PesoDocumento3 páginasHierbas para Bajar de PesodietawwarAún no hay calificaciones
- Encuesta GustocitoDocumento4 páginasEncuesta GustocitoLizbeth Colque MedinaAún no hay calificaciones
- In - 01 Sin Agua No Hay VidaDocumento17 páginasIn - 01 Sin Agua No Hay Vidalizbet liceaAún no hay calificaciones
- Taller Evaluativo LípidosDocumento3 páginasTaller Evaluativo LípidosAndres OrdoñezAún no hay calificaciones
- Monografia SiDocumento18 páginasMonografia SiTableros MetálicosAún no hay calificaciones
- Ejercitación Ortográfica 6Documento34 páginasEjercitación Ortográfica 6LeticiaGonzález79% (14)
- Reino FunjiDocumento12 páginasReino FunjiCinthia CcsAún no hay calificaciones
- Soluciones DiluidasDocumento6 páginasSoluciones DiluidasJoshua Gabriel Gutierrez GarcíaAún no hay calificaciones
- Los Shuar Son Uno de Los Grupos Indígenas Amazónicos Más GrandesDocumento3 páginasLos Shuar Son Uno de Los Grupos Indígenas Amazónicos Más GrandesClarisse OrtegaAún no hay calificaciones
- 12 PDFDocumento17 páginas12 PDFJose GonzalesAún no hay calificaciones
- Informe Sensorial 2 y 3Documento25 páginasInforme Sensorial 2 y 3ROSANGELA CARRILLO CHOYAún no hay calificaciones
- Cursograma Analítico Formato FormuladoDocumento14 páginasCursograma Analítico Formato FormuladoAndrew CarrasqueroAún no hay calificaciones
- Fichas CienciasDocumento84 páginasFichas CienciasCesar HernandezAún no hay calificaciones
- Taller Envases Inteligentes - JDYDocumento10 páginasTaller Envases Inteligentes - JDYJoao DajomeAún no hay calificaciones
- Relatos Populares Sobre El Oso Andino TRDocumento80 páginasRelatos Populares Sobre El Oso Andino TREleazar Gustavo Gutierrez ZavaletaAún no hay calificaciones
- 12Documento23 páginas12Maribel Guna ParadaAún no hay calificaciones
- RM #822-2018-MINSA (Nueva Norma de Restaurantes)Documento16 páginasRM #822-2018-MINSA (Nueva Norma de Restaurantes)EvelynKBAAún no hay calificaciones
- Acceso A Derechos en ArgentinaDocumento2 páginasAcceso A Derechos en Argentinaaduarte2312Aún no hay calificaciones
- Nutritiva Saludable Casi PerfectaDocumento17 páginasNutritiva Saludable Casi PerfectaTeresa MeriñoAún no hay calificaciones
- Semana Del 18 Al 23 de OctubreDocumento15 páginasSemana Del 18 Al 23 de OctubreRegistro de la Propiedad Esmeraldas EcAún no hay calificaciones
- Catalogo Especies 2017Documento10 páginasCatalogo Especies 2017Mario ValleAún no hay calificaciones
- Viviendo PaleoDocumento177 páginasViviendo PaleoGustavo Cervantes100% (14)
- Ficha TécnicaDocumento3 páginasFicha Técnicaangel efrain100% (1)
- MATEMATICA-ACTVIDAD 3-SESIÓN 3,1-6TO-GRADO - 08-06-2021-I.e.21012Documento5 páginasMATEMATICA-ACTVIDAD 3-SESIÓN 3,1-6TO-GRADO - 08-06-2021-I.e.21012alexander victorioAún no hay calificaciones
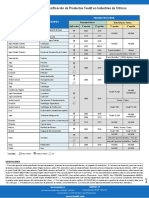
- Tabla Especificacion de Productos Teadit en Industrias de CitricosDocumento4 páginasTabla Especificacion de Productos Teadit en Industrias de CitricosJ GonzalezAún no hay calificaciones
- Informe Lab CervezaDocumento9 páginasInforme Lab CervezaWillyans Quispe MedinaAún no hay calificaciones
- RESTAURANTEDocumento53 páginasRESTAURANTEJulian David Orozco HernandezAún no hay calificaciones
- Informe Final de Pensamiento LogicoDocumento17 páginasInforme Final de Pensamiento LogicoSalazar DayanaAún no hay calificaciones
- Capacitacion Sobre Botrytis CinereaDocumento5 páginasCapacitacion Sobre Botrytis CinereaasistentejardincolombiaAún no hay calificaciones